
Fターム[4J004GA02]の内容
Fターム[4J004GA02]に分類される特許
1 - 20 / 79
LEDチップもしくはLDチップの粘着シートからの剥離搬送装置
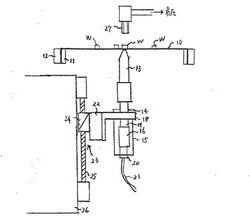
【課題】 従来、粘着シート上に配置されているチップワークを精度よく良好にスピーディに剥離し、次工程へ搬送する装置が存在していなかったという点である。
【解決手段】 粘着シートの表面側の粘着層上に配置されたLEDチップもしくはLDチップを、前記粘着シートの裏面側から工具で突き上げ剥離させ、ピックアップして次工程へ搬送するLEDチップもしくはLDチップの粘着シートからの剥離搬送装置であって、前記した工具は上端を錐状としたホーン部材とし、その下方に配設された超音波振動子から振動を加えられるものとしたこととする。
(もっと読む)
シート製造装置

【課題】接着剤の消費を抑制できるシート製造装置を提供すること。
【解決手段】シート製造装置は、基材シートBSを繰り出す繰出手段10と、基材シートBSの一方の面に第1接着剤層AD1を積層する第1積層手段20Aと、基材シートBSの一方の面に第1接着剤層AD1を囲むように第2接着剤層AD2を積層する第2積層手段20Bとを備え、第1積層手段20Aおよび第2積層手段20Bのうちの少なくとも一方は、所定の版22A,22Bを有する印刷手段21A,21Bを備え、版22A,22Bにより接着剤を所定形状に印刷することで各接着剤層AD1,AD2を積層する。
(もっと読む)
シート体加工方法、表示器用部品製造方法およびシート体加工装置
【課題】製品の商品的価値を低下させる要因となる外観不良の発生を回避する。
【解決手段】シート本体11と、シート本体11の表面に形成されたハードコート層12とを少なくとも有する中間体30aに対して切断処理を実行して中間体30aにおける第1部位を第1部位の周囲の第2部位から切り離すときに、切断処理に際して、第1部位として切り離す領域A1aの端に沿って照射源から中間体30aにレーザービームを照射してレーザービームの照射部位における厚み方向の一部を除去するビーム照射処理を複数回実行する(矢印L1〜L4のようにレーザービームを照射して厚み方向の一部を除去する)ことで照射部位において中間体30aを切断する。
(もっと読む)
感圧性接着シートの製造方法およびその装置
【課題】搬送される支持体によって密閉された塗工部に持ち込まれる酸素を遮断し、塗工部内と光照射部内を安定した低酸素濃度に保つようにする。
【解決手段】密閉連結された支持体に光重合性組成物を塗布する塗工部3と塗布後の光重合性組成物層に光を照射する光照射部4において、当該塗工部3の支持体1の入口側に少なくとも1つの不活性ガスチャンバ2を設け、第1不活性ガス供給部7から供給した不活性ガスを当該不活性ガスチャンバ2から支持体1に向けて吹き付けるとともに、塗工部3と光照射部のそれぞれの密閉空間に、不活性ガスを供給する。
(もっと読む)
押して切る粘着テープ
【課題】粘着テープの長手方向に沿って複数の切れ込みを連続的に形成し、手指で粘着テープ表面を上方から押すことにより容易に切断可能な粘着テープを提供する。
【解決手段】フィルム基材の少なくとも一面に粘着層を備えた押して切る粘着テープであって、フィルム基材の短手方向の中央に,フィルム基材の長手方向に沿って,複数の貫通する切れ込みが間隔を空けて連続的に配置され、さらにそれらの長手方向がフィルム基材の長手方向に対し角度α(10度≦|α|≦60度)をもって形成される。
(もっと読む)
蛇行修正方法、蛇行修正装置、両面粘着テープの製造方法及び両面粘着テープの製造装置
【課題】本発明は、長尺状のシートの蛇行を修正することができる蛇行修正方法を提供する。
【解決手段】 本発明の蛇行修正方法は、塗布乾燥層1c、1dが形成されている長尺状の中間シート1の蛇行を修正する蛇行修正方法であって、乾燥炉4内に中間シート1を挟んだ両側位置にガス供給部材5を配設し、このガス供給部材5からガスを中間シート1に向かって吹き付けると共に、蛇行検知手段6によって中間シート1の幅方向における適正移行位置Bからのずれを検出し、この検出されたずれに基づいてガス供給部材5を変位させて、ガス供給部材5から放出されたガスが中間シート1の表面において中間シート1が適正移行位置Bに修正、移動される方向に気流を生じさせて中間シート1を適正移行位置Bに復帰するように移動させて蛇行を修正することを特徴とする。
(もっと読む)
シート製造装置および製造方法
【課題】良質の接着シートが剥離シートに適切に仮着された原反を確実に製造可能なシート製造装置および製造方法を提供する。
【解決手段】シート製造装置1は、第1原反R1を繰り出す第1繰出手段10と、第1原反R1を所定形状に切断して接着シートS1および剥離シート切断部分RL1Aを形成する切断手段20と、第2剥離シートRL2から不要シートS2と剥離シート周囲部分RL1Bを剥離して第2原反R2を形成する第1剥離手段30と、第2原反R2の接着シートS1から剥離シート切断部分RL1Aを剥離する第2剥離手段40と、第3剥離シートRL3を繰り出す第2繰出手段60と、第3剥離シートRL3を接着剤層ADを介して接着シートS1に仮着して第3原反R3を形成する転写ローラ70と、第3原反R3から第2剥離シートRL2を剥離して第4原反R4を形成する第1回収手段80とを備えている。
(もっと読む)
シート製造装置および製造方法
【課題】良質の接着シートが剥離シートに適切に仮着された原反を確実に製造可能なシート製造装置および製造方法を提供する。
【解決手段】シート製造装置1は、第1原反R1を繰り出す第1繰出手段10と、第1原反R1を所定形状に切断して接着シートS1および剥離シート切断部分RL1Aを形成する切断手段20と、第1繰出手段10により繰り出された第1原反R1を保持する保持手段として機能するとともに、切断手段20により形成された接着シートS1および剥離シート切断部分RL1Aを搬送する搬送手段として機能する保持搬送手段30と、搬送された接着シートS1から、剥離シート切断部分RL1Aを剥離する剥離手段40と、第2剥離シートRL2を繰り出す第2繰出手段60と、第2剥離シートRL2を接着剤層ADを介して接着シートS1に仮着して第2原反R2を形成する転写ローラ70とを備えている。
(もっと読む)
シート貼付装置及び貼付方法
【課題】接着シートと、これに貼合される枚葉シートとの対応関係の正確性を高めることができるようにすること。
【解決手段】基材シートBSの一方の面に接着剤層ADを有する接着シートS1が第1繰出手段11により繰り出され、枚葉シートS2が第2繰出手段12により繰り出される。繰り出された接着シートSの接着剤層ADが部分的に表出する位置に、貼合手段14によって枚葉シートS2を貼合する。この貼合が完了した後、貼合された枚葉シートS2を折畳手段15により折り畳む。そして、折り畳まれた枚葉シートS2付きの接着シートS1を押圧手段16により被着体Wに押圧して貼付する。
(もっと読む)
粘着ラベルとその作製装置
【課題】粘着性発現時の高感度化と、粘着力と安定性とを確保出来る粘着ラベルを提供する。
【解決手段】支持体11の一方の面に形成された、感圧性粘着剤からなる粘着剤層12と、粘着剤層12を被う熱反応膜13とを有する粘着ラベル10において、熱反応膜13は非粘着性であり、保管温度以上の融点と、加熱温度以下の沸点を有する物質であり、加熱により形成される熱反応膜の開口部を介して粘着性を発現させる粘着ラベルを提供する。
(もっと読む)
シート体加工装置およびシート体加工方法
【課題】ハードコート層が形成された粘着シートを有するシート体に対してカット加工を行う際のクラックの発生を防止する。
【解決手段】ハードコート層が表面に形成されると共に粘着層が裏面に形成された粘着シートと粘着層を介して粘着シートに剥離可能に積層された剥離シートとを有するシート体100に対して、切り込み部および打ち抜き部を形成するカット加工を行うカット装置2を備え、カット装置2は、粘着シートの表面側から裏面側に向けて第1刃部ユニット11を押し込んで粘着層に達する切り込み部を形成すると共に打ち抜き部の形成箇所に切れ目を形成する第1加工と、第1加工によって形成した切れ目に第1刃部ユニット11とは別体の第2刃部ユニット12を押し込んで剥離シートを打ち抜いて打ち抜き部を形成する第2加工とをカット加工として行う。
(もっと読む)
シート製造装置および製造方法
【課題】接着剤層に微細な凹溝を有する接着シートを効率よく製造できるシート製造装置および製造方法を提供する。
【解決手段】シート製造装置1は、接着シートSが接着剤層ADを介して剥離シートRL上に仮着された第1原反R1を繰り出す繰出手段21と、繰り出された第1原反R1の接着シートSを剥離シートRLから剥離する剥離板4と、剥離シートRLから剥離された接着シートSに第1,第2凹溝M1,M2を形成するシート成形手段10と、第1,第2凹溝M1,M2が形成された接着シートSを剥離シートRLに再仮着して第2原反R2を形成する再仮着プレート8とを備え、シート成形手段10は、剥離された接着シートSを支持して再仮着プレート8まで搬送する搬送手段5と、搬送中の接着シートSの接着剤層AD側から第1,第2凹溝M1,M2を形成する凹溝形成手段6とを備える。
(もっと読む)
粘着剤塗布装置、粘着剤塗布方法、及び、粘着剤付き気泡シート
【課題】複数の所定の塗布パターンで、粘着剤をシート状基材に塗布することができ、また、気泡シートの付加価値などを向上させることができ、さらに、粘着剤をシート状基材に薄く塗布することができる粘着剤塗布装置、粘着剤塗布方法、粘着剤付き気泡シートの提供。
【解決手段】シート状基材11の幅方向に対応して配設され、粘着剤塗布のオンオフを制御する複数の開閉弁及び粘着剤塗布手段3本体を有し、かつ、前記開閉弁に対応する所定の塗布幅及び所定の塗布位置、並びに、前記粘着剤塗布のオン時間に対応する所定の塗布長さを有する一又は二以上の塗布領域に、粘着剤を塗布する粘着剤塗布手段3と、この粘着剤塗布手段によって、前記粘着剤の塗布される転写ベルト2と、前記粘着剤の塗布された前記転写ベルト2に、走行する前記シート状基材11を押圧し、該シート状基材に前記粘着剤を転写させる押圧ローラ4とを備えたことを特徴とする粘着剤塗布装置1。
(もっと読む)
水分散型アクリル系粘着剤組成物及び粘着剤層の製造方法
【課題】 厚膜の粘着剤層を形成する場合にも塗工時のハジキや収縮を抑制し、泡抜け性に優れ、良好な塗工表面を形成可能な水分散型アクリル系粘着剤組成物、および良好な塗工表面を形成可能な粘着剤層の製造方法を提供する。
【解決手段】
水性媒体中に、炭素数1〜12のアルキル基を有する(メタ)アクリレートを主たるモノマー成分とするアクリル系共重合体及び会合型増粘剤を含有し、25℃でのせん断速度1.0×10−2(1/s)における粘度が5〜28Pa・sである水分散型アクリル系粘着剤組成物により、塗工時のハジキや収縮を抑制でき、混入した泡が良好に抜けるため好適な塗工表面の粘着剤層を形成できる。
(もっと読む)
粘着テープロールおよび同粘着テープロールの製造方法ならびに製造装置
【課題】粘着テープを切断するための切れ目を常に一定の位置に形成することができる粘着テープロールの製造技術を提供する。
【解決手段】マザーロール31から繰り出された粘着テープ2を巻き取る巻取ローラ32と、マザーロール31と巻取ローラ32との間に設けられ、粘着テープ2に所定間隔で切れ目4を形成する切れ目形成ローラ33とを有し、巻取ローラ32と切れ目形成ローラ33とを所定のギア40を介して同期して回転させる。
(もっと読む)
粘着テープロールおよび同粘着テープロールの製造方法ならびに製造装置
【課題】粘着テープを切断するための切れ目を常に一定の位置に形成することができる粘着テープロールの製造技術を提供する。
【解決手段】マザーロール31から繰り出された粘着テープ2を巻き取る巻取ローラ32と、マザーロール31と巻取ローラ32との間に設けられ、粘着テープ2に所定間隔で切れ目4を形成する切れ目形成ローラ33とを有し、巻取ローラ32と切れ目形成ローラ33とを所定のギア40を介して同期して回転させる。
(もっと読む)
粘着シート
【課題】貫通孔を介して空気溜まりやブリスターを防止又は除去することができ、かつ、貫通孔の内部径の拡大が抑制されて良好な外観を有するとともに、耐擦傷性に優れ、さらには延伸時に層間剥離やクラックの問題のないオレフィン系の粘着シートを提供する。
【解決手段】基材11と粘着剤層12とを備え、一方の面から他方の面に貫通する貫通孔2が複数形成されている粘着シート1であって、基材11は、粘着剤層12側に位置する第1層111と、粘着剤層12の反対側に位置する第2層112とからなり、第1層111が、ポリオレフィン系樹脂(A)50〜88質量%と、ポリオレフィン系樹脂(A)を除くスチレン系樹脂および/またはアクリル系樹脂(B)10〜48質量%と、顔料(C)2.0〜30質量%とを含有する樹脂組成物からなり、第2層112が、ポリオレフィン系アイオノマー樹脂(D)を主成分とし、第1層111の厚さと第2層112の厚さの比が、80:20〜97:3.0である粘着シート1。
(もっと読む)
剥離方法および剥離装置
【課題】軽剥離フィルム側に粘着剤層が残らないように、フィルム積層体から軽剥離フィルムを連続的に安定して剥離することができる剥離方法および剥離装置を提供する。
【解決手段】第二ニップ部2を形成するニップローラの回転速さを調節することにより、搬送される軽剥離フィルム31の張力を常に一定になるように制御(張力制御)する。第三ニップ部3を形成するニップローラの回転速さを調節することにより、搬送される重剥離フィルム32の張力を常に一定になるように制御(張力制御)する。そして、第一ニップ部1からフィルム積層体30を連続的に搬出すると共に、上記張力で軽剥離フィルム31および重剥離フィルム32を連続的に搬送する。これにより、剥離ローラ4上でフィルム積層体30から軽剥離フィルム31が連続的にかつ安定的に剥離される。
(もっと読む)
粘着体塗布方法、及び粘着体塗布装置
【課題】枚葉シートの所定領域に安定して粘着体を塗布可能な粘着体塗布方法、及び粘着体塗布装置を提供する。
【解決手段】粘着体塗布方法は、シート11が位置決めされた基台15又は粘着体8を有するシート体31が掛け渡されたローラ38を移動し、前記シート11の表面に前記ローラ38を押し付けて前記シート11に前記粘着体8を塗布する。
(もっと読む)
両面粘着テープ、両面粘着テープの製造方法及び製造装置
【課題】粘着層の表裏粘着面がともに第1シート及び第2シートを貼り付ける前に露出した状態でそれぞれ直接の光照射によって硬化されことで、粘着層の硬化を速め、生産効率を上げることができる。
【解決手段】光反応性組成物Hで形成された粘着層2の表裏粘着面2a、2bに、第1シート3とこの第1シート3より粘着層2から剥がれにくい第2シート4とを貼り付けた両面粘着テープTであって、粘着層2の表裏粘着面2a、2bはともに、第1シート3及び第2シート4を貼り付ける前に露出した状態でそれぞれ直接の光照射によって硬化される。
(もっと読む)
1 - 20 / 79
[ Back to top ]