
Fターム[4K013AA09]の内容
溶融状態での鋼の処理 (7,585) | 処理目的物 (533) | 連鋳材 (169)
Fターム[4K013AA09]に分類される特許
1 - 20 / 169
低カルシウム鋼の溶製方法
極低炭素鋼の製造方法
連続鋳造におけるモールドパウダー評価方法、該評価方法を用いた連続鋳造方法
【課題】長時間操業によるモールドパウダーの微妙な変化をとらえ適切な連続鋳造を可能とする連続鋳造におけるモールドパウダ評価方法、該方法を用いた連続鋳造方法を提供する。
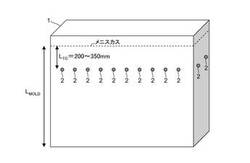
【解決手段】鋳型銅板におけるメニスカス位置から下方200〜350mm位置で、かつ鋳型銅板溶鋼側表面から5〜15mmの深さに埋没設置した熱電対の熱電対2温度を用いて、下式で与えられる現在時刻から過去10秒間の平均熱電対温度T_TC10と現在の熱電対温度T_TCの温度勾配ΔT_TCを求め、該温度勾配ΔT_TCが、0.05回/min以上の頻度でΔT_TC>10(℃/sec)となる場合をモールドパウダー異常であると評価することを特徴とする。ΔT_TC=(T_TC10-T_TC)/Δt。但し、Δt:サンプリング時間(sec)。
(もっと読む)
高清浄度鋼の製造方法
【課題】 取鍋内スラグを十分に固化させて取鍋からタンディッシュへの流出を防止するとともに、取鍋内スラグの近傍に存在する溶鋼の清浄性を従来に比較して更に向上させ、高速鋳造下であっても介在物の少ない清浄性に優れた鋳片を製造する。
【解決手段】 転炉から取鍋へ未脱酸状態のまま出鋼し、出鋼後、取鍋内のスラグに金属AlまたはAlドロスを添加してスラグ中の低級酸化物を還元するとともに、スラグのMgO濃度が6〜15質量%となるように、MgCO3含有物質をスラグに添加し、次いで、真空脱ガス装置において、溶鋼中炭素と溶存酸素とを反応させて溶存酸素濃度を0.050質量%以下まで低減し、溶存酸素濃度が0.050質量%以下となった後に金属Alで溶鋼を脱酸し、Mnは脱酸剤として使用せず、溶鋼のMn成分の調整が必要なときには、前記のAl脱酸後にMn含有金属を添加してMn調整を行い、その後、溶鋼を連続鋳造機でスラブ鋳片に鋳造する。
(もっと読む)
連続鋳造方法

【課題】溶鋼の凝固温度を製造工程中に測定可能にすると共に測定精度を向上させて、溶鋼の目標鋳込温度の迅速且つ適正な設定を可能にすることによって、製造金属の品質の向上を図る連続鋳造方法を提供することを課題とする。
【解決手段】ステンレス溶鋼2の精錬工程Cの後に、精錬したステンレス溶鋼2を連続鋳造する連続鋳造方法は、精錬工程C内で、成分調整を行った後のステンレス溶鋼2の凝固温度を測定する凝固温度測定ステップと、測定した凝固温度に所定の過熱度を加えた温度を、連続鋳造におけるステンレス溶鋼2の目標鋳込温度に設定する目標鋳込温度設定ステップと、目標鋳込温度に基づき、連続鋳造におけるステンレス溶鋼2の鋳込温度を調節する温度調節ステップとを含む。
(もっと読む)
靭性に優れた熱間工具鋼の製造方法
【課題】 靭性を向上した熱間工具鋼の製造方法を提供する。
【解決手段】 0.005質量%以上のPを含有する熱間工具鋼の成分組成の溶鋼を得る第1工程と、前記の熱間工具鋼の成分組成の溶鋼にZnを添加する第2工程と、前記のZnを添加した溶鋼を鋳造して鋼塊を得る第3工程とからなり、前記の第2工程は、前記の第3工程の鋳造後の鋼塊の成分組成が、Zn:0.0025超〜0.025質量%、P:0.005質量%以上を含み、かつZn/P:0.5超の熱間工具鋼となるように、Znを添加するものである熱間工具鋼の製造方法である。第3工程の鋳造後の鋼塊の成分組成は、質量%で、C:0.3〜0.6%未満、Si:1.5%以下、Mn:1.5%以下、Cr:3.0〜6.0%未満を含む熱間工具鋼であることが好ましい。MoおよびWは単独または複合で(Mo+1/2W):3.5%以下、あるいはさらにV:1.5%以下を含んでもよい。
(もっと読む)
鋼の連続鋳造用発熱型モールドパウダー
【課題】本発明の目的は、鋼の連続鋳造用モールドパウダーを溶鋼上に散布した時に、炎や煙、及びボイリングの発生量やそれに伴う発塵が極めて軽微で、モールド内の観察が容易で、溶融速度を遅延しすぎることがなく、金属を添加したモールドパウダーに発生し易い溶融不良等を起すことがなく、且つ発熱性を付与した鋼の連続鋳造用発熱型モールドパウダーを提供することにある。
【解決手段】本発明に係る鋼の連続鋳造用発熱型モールドパウダーは、モールドパウダー用ベース配合物に対して、外掛けで7質量%以下の量で、弗素原子と炭素原子のモル比(F/C)が1≦F/C≦2の範囲内にあり、かつ水素原子と炭素原子のモル比(H/C)が0≦H/C≦1の範囲内にある弗素原子及び炭素原子含有化合物を配合することを特徴とする。
(もっと読む)
高疲労強度鋼鋳片の製造方法
【課題】 ストラス寿命試験の10%破断寿命(B10寿命)が5×107回以上となる高疲労寿命の高疲労強度鋼鋳片の製造方法を提供する。
【解決手段】 高炉で溶製された溶銑を転炉で脱炭精錬して溶鋼を溶製し、該溶鋼を転炉から取鍋に出鋼し、その後、取鍋内の溶鋼に加熱攪拌処理を施した後に真空脱ガス処理を施し、次いで、得られた溶鋼を連続鋳造機で連続鋳造して高疲労強度鋼の鋳片を製造するにあたり、前記出鋼後に取鍋内の転炉スラグを取鍋から除滓し、該転炉スラグの除滓後、取鍋内に媒溶剤を添加して、該媒溶剤の添加によって生成される取鍋内スラグの組成を、比[質量%CaO/質量%SiO2]が6.0〜12.0、比[質量%CaO/質量%Al2O3]が1.5〜3.0、MgO含有量が4.0質量%以下、TiO2含有量が1質量%以下で、且つ、取鍋内スラグの1600℃での粘度を1.3〜2.0poiseに調整し、前記加熱攪拌処理を実施する。
(もっと読む)
熱間複合成形性及び打抜き部の耐遅れ破壊特性に優れたホットスタンプ用鋼板とその製造方法及び溶製方法
【課題】1470MPa以上の強度を有するとともに、加工部の耐遅れ破壊特性と靭性に優れた部品、特に自動車用部品を、ホットスタンプ技術で製造する。
【解決手段】質量%で、S:0.001〜0.005%、REM:0.005〜0.03%(又は、Mg:0.005〜0.03%)、及び、O:0.003〜0.007%を含むホットスタンプ用鋼板において、S、O、及び、REMの2種以上を含む直径0.1μm以下の球状介在物が分散していることを特徴とする熱間複合成形性及び打抜き部の耐遅れ破壊特性に優れたホットスタンプ用鋼板。
(もっと読む)
REM添加鋼の製造方法
【課題】REMの歩留を確保しつつ、ノズル閉塞性の向上やノズル溶損性の向上を図ることによって安定的に操業することができるようにする。
【解決手段】REM添加鋼の製造方法は、まず、REM=20〜40質量%、Ca=1〜5質量%、残部にSiを含み且つ5×Ca濃度(質量%)+5≦REM濃度(質量%)≦5×Ca濃度(質量%)+25を満たす組成で、さらに、1mm以下の粒度のものが25%未満、100μm以下の粒度のものが15%未満、平均粒度が500μm〜700μm、最大粒度が5mmとなるREM添加用ワイヤーを用意する。二次精錬処理にて、S≦0.0020質量%、O≦0.0030質量%、0.01≦Al≦0.07質量%になるよう溶鋼の成分調整を行った後、前記REM添加用ワイヤーを、0.05〜1kg/min/tonの添加速度で溶鋼に添加すると共に、REM添加時の攪拌動力密度を1〜20W/tonとして精錬を行う。
(もっと読む)
Fe−Ni−Cr−Mo合金およびその製造方法
【課題】耐衝撃性及び表面性状に優れ、かつニッケル製錬プラント及び海洋構造物等への使用に耐えるFe−Ni−Cr−Mo合金を提供する。
【解決手段】質量%で、C:0.001〜0.015%、Si:0.01〜0.30%、Mn:0.01〜0.50%、P:0.020%以下、S:0.0015%以下、Ni:30.00〜32.00%、Cr:26.00%を超え28.00%以下、Mo:6.00〜7.00%、Cu:1.00%を超え1.40%以下、Al:0.001〜0.10%、N:0.15〜0.25%、B:0.0005〜0.0030%、Ca:0.0001〜0.0020%、Mg:0.0001〜0.0050%、O:0.0001〜0.0050%、残部:Feおよび不可避不純物からなる。
(もっと読む)
機械構造用鋼およびその製造方法
【課題】転動疲労寿命B10が2×107回を超え、かつ、軟質化するための球状化焼鈍処理を施すことなく、硬さHVが330未満である機械構造用鋼を提供する。
【解決手段】 本発明の機械構造用鋼は、質量比で、C:0.40〜0.70%、Si:0.80%以下、Mn:0.70〜1.5%、P:0.020%以下、S:0.030%以下、Al:0.050%以下、Cr:0.20%以下、Mo:0.05〜0.5%、O:0.0015%以下、Ti:0.0050%以下(ただし、0を除く)およびN:0.0015〜0.010%を含有し、残部がFeおよび不可避的不純物からなる成分組成を有する機械構造用鋼において、鋼中のTi含有量とN含有量が、特定の関係を満足し、転動疲労寿命(B10)が2×107回超えでかつ硬さ(HV)が330未満である。
(もっと読む)
伸びフランジ性と曲げ加工性に優れた高強度鋼板およびその溶鋼の溶製方法
【課題】伸びフランジ性と曲げ加工性に優れた高強度鋼板を提供する。
【解決手段】鋼板中に、Ce、La、Nd、Prの1種または2種以上を含有し、かつ、Caを含有し、かつ、O、Sから1種または2種を含有する第1の介在物相と、さらに、Mn、Si、Ti、Alの1種または2種以上を含有する第2の介在物相との、異なる第1と第2の介在物相を含む複合介在物から成る球状介在物を含有し、該球状介在物は円相当径0.5〜5μmの大きさの複合した1つの球状介在物を形成して、該球状介在物の個数割合が50%以上であり、加えて、5μm超の介在物の個数密度が10個/mm2未満であることを特徴とする伸びフランジ性と曲げ加工性に優れた高強度鋼板。
(もっと読む)
伸びフランジ性と曲げ加工性に優れた高強度鋼板およびその溶鋼の溶製方法
【課題】伸びフランジ性に優れた高曲げ加工性・低降伏比高強度鋼板を提供する。
【解決手段】質量%で、C:0.03〜0.25%、Si:0.1〜2.0%、Mn:0.5〜3.0%、P:0.05%以下、T.O:0.0050%以下、S:0.0001〜0.01%、N:0.0005〜0.01%、酸可溶Al:0.01%超、Ca:0.0005〜0.0050%、Ce、La、NdもしくはPrの1種または2種以上:0.001〜0.01%、残部が鉄からなる鋼板であって、鋼板中にはCe、La、Nd、Prから1種、2種、3種、または4種を含有し、かつ、Caを含有し、かつ、O、Sから1種または2種含有する介在物相と、さらにMn、Si、Alから1種、2種、または3種を含有する介在物相との異なる成分を含む複合介在物を含み、円相当径0.5〜5μmの複合介在物の個数割合が30%以上であることを特徴とする。
(もっと読む)
非磁性鋼の連続鋳造を用いた製造方法
【課題】連続鋳造時に発生する鋳片表面欠陥を抑制しながら高マンガン系非磁性鋼を生産性高く製造する方法を提供する。
【解決手段】質量%で,C:0.45〜1.3%,Si:0.05〜0.5%,Mn:10〜19%,P:0.10%以下,S:0.02%以下,Al:0.003〜0.1%,N:0.005〜0.30%を含有する化学組成を有し,透磁率が1.1以下である高マンガン系非磁性鋼を連続鋳造法により製造する方法であって,鋳造温度Tが式(1)を満たすよう制御するとともに,鋳造速度Vc(m/min)を下記式(2)の範囲に選定することを特徴とする非磁性鋼の製造方法:
a≦T≦a+50 ・・・(1)
Vc≧0.02×(T−a) ・・・(2)
ここで,aは鋼の組成から下記式(3)により決定される値である。
a=1557-{53×(%C)+4.5×(%Mn)+45×(%P)} ・・・(3)
(もっと読む)
2次精錬設備のインターロック装置
【課題】2次精錬設備における溶鋼の成分調整に際し、オペレータのヒューマンエラーを防止して成分調整不良の発生を防止することができる2次精錬設備のインターロック装置を提供する。
【解決手段】2次精錬設備10での合成投入による成分調整に際し、作業者はHMI装置30を操作して投入する合金の種類及び合金投入量を指示する。このとき、制御装置(インターロック装置)40は、今回の2次精錬処理対象の溶鋼1の種類と、2次精錬設備10への投入が許容された合金情報(合金種類および合金投入量)を、溶鋼の種類毎に対応付けしたインターロックテーブルとに基づいて、作業者が指示した合金種類および合金投入量が成分調整不良を生じない正常な情報であるか否かを判定する。そして、エラーであると判断した場合には、作業者が指示した合金投入を禁止する。
(もっと読む)
高強度鋼板用の連続鋳造鋳片およびその連続鋳造方法、ならびに高強度鋼板
【課題】曲げ加工時に表面でのすじ模様が発生しにくく、めっき密着性の良好な鋼板用の素材として使用できる連続鋳造鋳片およびその連続鋳造方法を提供する。
【解決手段】(1)質量%で、C:0.03%-0.20%、Si:0.005%-2.0%、Mn:0.2%-3.5%、P:0.1%以下、S:0.01%以下、N:0.01%以下、Al:0.001%-1.5%、Sn:0.01%を超え1.5%以下およびBi:0.0001%-0.05%を含有し、残部がFeおよび不純物からなることを特徴とする高強度鋼板用の連続鋳造鋳片。(2)溶鋼中に浸漬させた浸漬ランス内に、Biを含有する金属ワイヤーを挿入することにより、浸漬ランス内で少なくともBiの金属蒸気を発生させ、キャリアガスとともに溶鋼中に供給することを特徴とする連続鋳造方法。
(もっと読む)
連続鋳造用モールドパウダー及び連続鋳造方法
【課題】鋳片に対する表面温度の制御を行うことなく、鋳片に発生する表面割れを抑制することが可能な連続鋳造用モールドパウダー及び連続鋳造方法を提供する。
【解決手段】鋼の連続鋳造時に溶鋼の湯面上へ添加する連続鋳造用モールドパウダーであって、この連続鋳造用モールドパウダーは、SiO2、Li2O、Al2O3、CaO及びFを主成分として含み、SiO2の含有量が5.0質量%濃度以上20.0質量%濃度以下であり、Li2Oの含有量が0.5質量%濃度以上5.0質量%濃度以下であり、Al2O3の含有量が15.0質量%濃度以上30.0質量%濃度以下であり、さらに、CaO(質量%濃度)+F(質量%濃度)×(56/38)をT.CaOと定義した場合に、T.CaO/SiO2≧2.0の条件式が成立している。
(もっと読む)
清浄性に優れた低炭素アルミキルド鋼の溶製方法
【課題】 転炉による一次精錬とRH真空脱ガス装置による二次精錬とを組み合わせて、酸化物系介在物の極めて少ない高清浄な低炭素アルミキルド鋼を安定して溶製する。
【解決手段】 炭素を0.02〜0.06質量%含有する低炭素アルミキルド鋼の溶製方法であって、転炉で溶製した溶鋼を未脱酸の状態で転炉から取鍋に出鋼し、出鋼後、Alを含有するスラグ改質剤を、Al純分あたり0.3kg/溶鋼−t以上の添加量で、未脱酸状態の溶鋼上に存在する取鍋内のスラグに上置き添加し、添加したAlによってスラグ中の低級酸化物を還元し、次いで、RH真空脱ガス装置にて、新たに酸素源を溶鋼に供給することなく溶鋼中の溶存酸素と溶鋼中の炭素とを減圧下で反応させて脱炭処理を行い、0.015質量%以上の脱炭量が確保され、且つ、溶鋼中の炭素濃度が0.02〜0.06質量%となった時点で脱炭処理を終了し、その後、減圧下の溶鋼にAlを添加して溶鋼を脱酸する。
(もっと読む)
含マンガン極低炭素鋼の溶製方法
【課題】 本発明は、金属Mnの使用量を従来より低減し、且つ真空脱ガス装置内での処理を鋳造開始予定時間内で行うことの可能な含マンガン極低炭素鋼の溶製方法を提供することを目的としている。
【解決手段】 目標Mn濃度が0.3〜3.0質量%である含マンガン極低炭素鋼の溶製方法を改良した。その内容は、前チャージの連続鋳造が終了する時間を鋳造速度で予測して今回チャージの鋳造開始予定時刻を定めると共に、真空脱ガス処理開始時に、現時点から前記鋳造開始予定時刻までの余裕時間を算出し、該余裕時間から、真空脱ガス処理におけるキルド処理所要時間、真空脱ガス処理終了から連続鋳造設備への溶鋼の搬送所要時間及び鋳造準備時間を差し引いた時間を脱炭処理可能時間とし、該脱炭処理可能時間内に脱炭処理が可能となるように、処理開始前に溶鋼中に添加するFe−Mn合金の投入量を決定し、投入後の溶鋼中の予想Mn濃度と製品鋼材の目標Mn濃度との差分を前記キルド処理時に溶鋼中に金属Mnを添加して調整するものである。
(もっと読む)
1 - 20 / 169
[ Back to top ]