
Fターム[4K018HA02]の内容
Fターム[4K018HA02]に分類される特許
1 - 20 / 33
焼結部品の製造方法
【課題】ニッケル高含有量の焼結部品と同程度の強度を有する焼結部品を安価に製造することができる焼結部品の製造方法を提供する。
【解決手段】成形用金型内に、少なくともニッケル粉体とモリブデン粉体と鉄粉体との単純混合により得られ、かつニッケル0.5〜3.5質量%、モリブデン0.3〜0.7質量%および残部鉄を含有する混合物を含有する原料粉体を充填した後、当該原料粉体を加圧して成形し、得られた成形体を1200〜1350℃の焼結温度で焼結する。
(もっと読む)
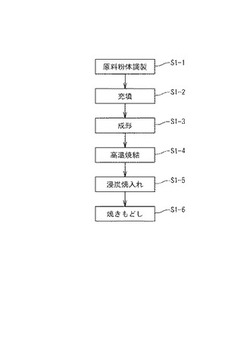
圧粉磁心及びその製造方法、並びにコイル部品

【課題】量産コストを低減させることができる圧粉磁心の製造方法を提供する。
【解決手段】絶縁被覆処理された純鉄粉又は鉄を主成分とする鉄系合金粉末を金型を用いて加圧成形して圧粉磁心を得る工程S1、得られた圧粉磁心に熱処理を施す工程S2、及び熱処理された圧粉磁心の少なくとも一部に研削砥石を用いた後加工を施す工程S3を含んでいる。前記後加工を施す工程において、圧粉磁心及び研削砥石を自転させつつ研削加工を施すことで圧粉磁心の加工面に生じる加工跡を等方性にする。
(もっと読む)
粉末成形装置
【課題】簡単な構成で、強度と撓み調整能力の向上を両立させ、この治具を用いた成形用金型による圧縮成形において、圧粉体に撓み量の差による亀裂の発生を抑制することを課題とする。
【解決手段】焼結部品の圧粉成形に用いられ、ダイと上パンチと複数の下パンチとコアとを含む粉末成形装置であって、少なくとも1つの前記下パンチの下方に複数の撓み調整部材を備えることを特徴とする粉末成形装置とした。
(もっと読む)
粉末冶金用原料粉末及びその製造方法
【課題】圧縮方向に段差を有する形状の成形体を成形するにあたり、パンチを分割しない段付きパンチで成形しても成形体各部の密度差が小さい粉末冶金用の原料粉末を提供するとともに、長時間の脱脂工程が不要である粉末冶金用の原料粉末を提供する。
【解決手段】鉄粉末及び/又は鉄合金粉末100質量部に対して0.02〜2.0質量部の、常温で固体状のシリコーンを混合させて粉末冶金用原料粉末を得る。
(もっと読む)
圧粉磁心およびそれを使用したコイル部品
【課題】圧粉磁心の強度を上昇させるとともに、圧粉磁心全体の透磁率の劣化を回避することを図るもの。
【解決手段】磁性粉を加圧成形してなり、対向する一対の外磁脚7と、この外磁脚7に挟まれた中磁脚8と、この中磁脚8と外磁脚7とを連結する背磁脚9により構成された圧粉磁心12において、この圧粉磁心12の全表面に、樹脂を含浸することにより形成される含浸磁性体層10を設けると共に、この含浸磁性体層10の内面側に、樹脂を含浸しない非含浸磁性体層11を設けた。
(もっと読む)
燃料噴射器固定具
【課題】粉末金属技術を利用する燃料噴射器固定具の形成法を提供する。
【解決手段】重量百分率で、炭素0.6〜0.9%と、銅1.5〜3.9%と、鉄93.2〜97.9%と、他の元素である残部とを含有する粉末金属材料を成形型内で7.0〜7.1g/cm3の密度に圧密化しかつ温度816〜871℃(1500〜1600°F)で予備焼結して、粉末金属ブランクが形成される。潤滑材により粉末金属ブランクに潤滑性を付与し、少なくとも密度7.3g/cm3に再圧密化した後、温度1121℃(2050°F)で焼結して、最終粉末金属ブランクが形成される。燃料噴射器固定具自体は、ほぼ円筒状の中央部と、中央部から横方向に延伸する第1の翼部と、角度180°だけ第1の翼部から離間して中央部から横方向に延伸する第2の翼部とを有する粉末金属の単一構造体を有する。
(もっと読む)
粉末冶金用原料粉末及びその製造方法
【課題】圧縮方向に段差を有する形状の成形体を成形するにあたり、パンチを分割しない段付きパンチで成形しても成形体各部の密度差が小さい粉末冶金用の原料粉末を提供するとともに、長時間の脱脂工程が不要である粉末冶金用の原料粉末を提供する。
【解決手段】鉄粉末及び/又は鉄合金粉末の100質量部を、0.02〜2.0質量部の、常温で固体状となるシリコーンを有機溶媒又は水に溶解又は分散させてなる溶液中に混合し、前記有機溶媒又は前記水を揮発又は蒸発させて乾燥し、前記主原料粉末及び前記副原料粉末の表面に、前記混合粉末100質量部に対して0.02〜2.0質量部の、常温で固体状のシリコーンが被覆された粉末冶金用原料粉末を得る。
(もっと読む)
成形用金型、サイジング用金型およびそれを用いた焼結部品の製造方法
【課題】部品外周と部品端面が交差する角部に外径方向および軸方向に飛び出す側面を有する凸部を有する製品において、焼結後の加工によるテーパ形状の除去や、金型分割筋の除去をすることのない製造方法を提供する。
【解決手段】部品外周と端面が交差する角部に外径方向及び軸方向に飛び出す側面を有する凸部が形成された焼結部品の製造方法であって、成形工程、焼結工程とサイジング工程を含み、前記成形工程における成形金型には、成形用ダイ1と成形用コア4又は成形用パンチ2,3との成形用金型分割位置が前記凸部の側面に設けられる様に設定した成形用ダイ1を用い、前記成形用金型分割位置が、前記凸部側面上の前記角部から成形軸方向に伸びた直線状であり、前記サイジング工程におけるサイジング金型には、前記成形用金型分割位置と異なる凸部側面上にサイジング金型分割位置が設けられるように設定したサイジング用ダイを用いた焼結部品の製造方法。
(もっと読む)
圧粉コア及びその製造方法
【課題】優れた磁気特性を有する複雑形状の圧粉コア及びその製造方法を提供する。
【解決手段】磁性粉末を含有する原料粉末を加圧成形することにより、ステータヨーク21から複数のティース22が突出した形状のステータコア23を製造する。この製造方法は、2段階の加圧成形工程からなる。第一成形工程は、部品用原料粉末を部品成形用金型に充填し、所定のプレス圧で加圧成形して部品を製造する。第二成形工程は、第一成形工程で得られた複数の部品を圧粉コア成形用金型内に入れ、各部品がティース22を形成するように各部品を圧粉コア成形用金型内の所定位置に配置する。そして、本体部分用原料粉末を圧粉コア成形用金型内に充填し、所定のプレス圧で加圧成形してステータコア23を得る。このとき、第一成形工程において部品を成形する際のプレス圧は、第二成形工程においてステータコア23を成形する際のプレス圧よりも高圧とする。
(もっと読む)
プレス成形用金型およびプレス成形方法
【課題】 プレス成形時の上面端部の擦れ摩耗およびバリのないシャープなエッジの成形体を作製することができるプレス成形用金型およびこれを用いたプレス成形方法を提供する。
【解決手段】 内側に上面から下面に貫通する貫通孔5を有するダイス2と、貫通孔5内に上面または下面から嵌め込まれる第1パンチ3と、ダイス2の貫通孔5を塞ぐとともにダイス2の下面または上面と接触する第2パンチ4とからなるとともに、ダイス2、第1パンチ3および第2パンチ4のいずれもヤング率200GPa以上の材質からなるプレス成形用金型1を用いてプレス成形する。
(もっと読む)
粉末金属の型充填
本発明は、型空洞を有する型と、1以上の下側ツール部材と、1以上の上側ツール部材と、を備えたツールセットを用いて金属粉末成形体を製造する方法であって、前記1以上の下側ツール部材を前記型空洞内に挿入するステップと、前記型空洞に金属粉末を充填する第1の充填ステップと、前記1以上の上側ツール部材を下げて、前記金属粉末が充填された充填部分と、未だ前記金属粉末で充填されていない空の部分と、を有する前圧縮室を形成するステップ、前記1以上の上側ツール部材を通って前記前圧縮室内に延設された1以上の粉末供給台を通じて前記空の部分に金属粉末を充填する第2の充填ステップと、前記金属粉末を圧縮軸に沿って圧縮して、金属粉末成形体を形成する圧縮ステップと、前記型空洞から前記金属粉末成形体を取り出すステップと、を含む方法を提供する。 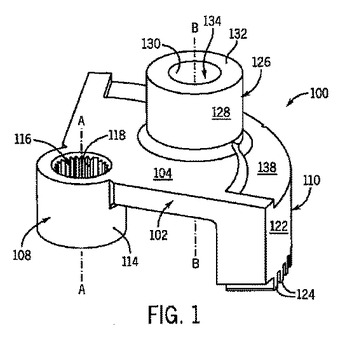 (もっと読む)
(もっと読む)
インサート成型用金型構造及び成型方法
【課題】シャフト材と粉末冶金材からなる部品をインサート成型する金型構造及び方法を提供する。
【解決手段】シャフト材と粉末冶金材からなる部品をインサート成型する方法であって、ダイと、該ダイ内に挿入された上パンチ及び下パンチと、前記上パンチ内に挿入されたシャフト押さえと、前記下パンチ内に挿入されたコアロッドとを具備する金型構造において、前記コアロッドのセット穴に前記シャフト材の一部をセットするステップと、前記シャフト押さえと前記コアロッドで、セットされた前記シャフト材を挟圧して所定位置まで移動させるステップと、前記上パンチまたは前記下パンチの一方、若しくは、両方を移動させて、前記上パンチ及び前記下パンチの間の前記ダイ内に充填された原料粉末を圧搾するステップとからなるインサート成型方法。
(もっと読む)
成形体の成形方法
【課題】クランクプレスでトランスファー成形を行い外又は内フランジ部を有する成形体の成形方法を提供する。
【解決手段】薄肉部成形上パンチ11と厚肉部成形上パンチ12を有した上パンチ群と、薄肉部成形下パンチ21と厚肉部成形下パンチ22を有した下パンチ群と、ダイスとからなる成形プレス装置を用い、ダイキャビティに充填した原料粉末の圧縮成形工程に先立ち、上下薄肉部成形パンチを移動させ該パンチ間に充填された原料粉末を移動させてから原料粉末を11と21のパンチと12と22のパンチにより圧縮する。要部はクランクプレス装置を用い、11のパンチと12のパンチが上パンチ駆動手段12bを介し上パンチプレートに接続され、該プレートが上パンチプレート駆動手段11b等を介しクランクプレス装置の上ラムに接続される。上パンチ群を上ラムで降下するとき、上ラムの降下よりも先に11のパンチ及び12のパンチを手段12b及び11bで下降してから原料粉末の移動を行う。
(もっと読む)
焼結部品の製造方法
【課題】この発明は、端面に段差を有する高密度焼結部品を、金型のトランスファーによるネットシェイプやニアネットシェイプ成形を可能にしながら金型の焼き付きや部品の割れなどを生じさせずに低コストで製造できるようにすることを課題としている。
【解決手段】粉末の成形をトランスファー成形で行って圧粉体を得る圧粉成形工程と、得られた圧粉体を焼結する工程を経て端面に段差のある焼結部品を製造するときの粉末の成形を、少なくとも前記トランスファー成形で圧縮方向の相対移動を生じる部分の表面が摩擦係数0.3以下の固体潤滑膜30に被覆された金型を使用して行なうようにした。
(もっと読む)
金属粉末部品の公差改善
金属粉末部品(34)は、部品の締まりばめアセンブリの際に、別の部品(18)のボア内に挿入される外径を有する。リブ(30)は、前記部品の圧縮及び焼結の際に金属粉末部品(34)の外径上に形成される。このリブ(30)の表面は、リブ間の前記外径の表面(31)よりも大きい密度を有するように圧縮されて、前記リブの高点によって形成される有効円形及外径を提供する。  (もっと読む)
(もっと読む)
筒状部材の圧粉成形用コア金型、圧粉成形装置、および圧粉成形方法
【課題】段付きコア金型を使用した、筒形状を有し内周側に軸方向の突出部或いは半径方向の窪み部を有する筒状部材の圧粉成形において、段付き部とそれに続く側面部とのコーナー部の曲率半径を小さくしてもコーナー部割れが生じにくいようにする。
【解決手段】筒形状を有し内周側に軸方向の突出部あるいは半径方向の段差または窪みを有する筒状部材を圧粉成形するためのコア金型であって、コア金型本体の外周面の少なくとも一部に半径方向に突出した段差部を有し、前記段差部の上面と同一面でコア金型本体が上下に2分割され、分割された面同士が機械的に締結又は接着材により接着されている構造にする。
(もっと読む)
Fe基焼結合金とその製造方法
【課題】基部とこれより広い拡大部とを有する焼結合金において、密度の均一化を図ることができるFe基焼結合金とその製造方法を提供する。
【解決手段】4〜8重量%のCuを含んだ鉄系の原料粉末を成形金型の充填部に充填し、この原料粉末を軸方向から加圧して圧粉体を成形し、この圧粉体を焼結してなるFe基焼結合金1である。軸方向一側の基部2と軸方向他側に設けられ基部2より広い拡大部3とを備え、この拡大部3の長さL3と全体の長さLの比が2〜5であり、拡大部3より基部2のCu含有率が高い。圧粉体を成形した状態で、拡大部3より基部2の密度が低くても、焼結中に拡大部のCuが基部に移動することにより、拡大部3より基部2のCu含有率が高い分だけ、基部2の密度が上がり、均一な密度を備えたFe基焼結合金となる。
(もっと読む)
粉末金属鍛造品とその製造方法及び製造装置
粉末金属鍛造品を成形する方法と装置は、第1の金型と、該第1の金型と縦方向に補足関係にある第2の金型とを有する、粉末金属鍛造品成形用の金型セットを含む。前記金型セットは、縦構成部分と横構成部分とを含む、少なくとも2つの寸法的凹凸を有し、少なくとも該横構成部分は縦方向に沿って変化し、少なくとも該凹凸の1つは、各金型内で変化する。前記第1の金型と前記第2の金型の各々は、前記第1の金型内の横に変化する内側における縦方向に設けられた凹凸を前記第2の金型内の横変化凹凸から切り裂くキャストレイテッド分割境界面を含む。前記金型内の前記切り裂きは、鍛造された粉末金属部品を前記金型内にトラップすることなく、該粉末金属部品に正反対ドラフトの凹凸を付与する。  (もっと読む)
(もっと読む)
高強度加工素材およびその製造方法ならびにその製造装置
【課題】大きな径でありながら、微細な結晶組織を持つ高強度の加工素材を製造する。
【解決手段】高強度加工素材の製造方法は、合金素材10を筒状型2の中央空間内に入れる工程と、中央空間内の素材の両端面を押し部材5および第1の支え部材3によって上下方向に圧縮し、素材の長さ方向の一方端部分を筒状型2の端面に沿って径方向外方に移動させて膨出部を形成する工程と、膨出部を筒状型2の端面に押し当てるように膨出部の長さ方向端面に押し部材5を当接させる工程と、押し部材5と第1の支え部材3との間隔を小さくしながら押し部材5と筒状型2の端面との間隔を大きくすることにより、径方向外方への素材流動を素材の一方端部分から他方端部分にまで連続的に行なわせて膨出部の厚みを徐々に大きくしてゆく工程とを備える。
(もっと読む)
非円形の歯付きベルトプーリ又はスプロケットを製造するための方法
【課題】非円形の焼結鎖歯車又はコグベルト歯車の高精密度の製造を可能にする圧縮鋳型の圧縮鋳型プロファイルを製造する方法を提供する。
【解決手段】本発明は、焼結された非円形の鎖歯車又はコグベルト歯車1用の圧縮鋳型の圧縮鋳型プロファイル21を製造する方法において、圧縮鋳型プロファイル21が、あるスケーリングファクタで前記鎖歯車又はコグベルト歯車1の所望のプロファイル19をスケーリングすることによって固定される、方法に関する。圧縮鋳型プロファイル21が、所望のプロファイル19をスケーリングすることに加えて補正シフトを適用することによって固定される。
(もっと読む)
1 - 20 / 33
[ Back to top ]