
Fターム[4K024CB22]の内容
電気メッキ方法、物品 (25,708) | メッキ装置、操作 (2,405) | メッキ厚分布調整 (302) | 端部過剰析出防止 (36)
Fターム[4K024CB22]に分類される特許
21 - 36 / 36
パターンめっき方法
【課題】各種電子機器、通信機器などに用いられるプリント配線板のパターンめっき方法に関するものであり、セミアディティブ法のプロセスにおいて、パターン密度の不均一なパターンにおいて、パターン密度の疎密に起因して、めっき膜厚が不均一になるという課題を有していた。
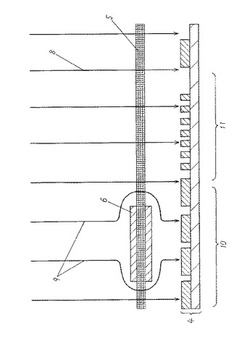
【解決手段】めっきにより配線パターンを形成する工程において、カソード電極7のアノード電極3と対向する面にめっきレジストパターンが形成された配線パターン基板4を配置し、前記アノード電極3と前記配線パターン基板4との間に前記配線パターンを疎部10に対応する箇所に絶縁シート6が形成されたメッシュ状のネット5を、前記配線パターン基板4全体を覆うように装着し、電解めっきを行なうことを特徴とするパターンめっき方法である。
(もっと読む)
電気めっき装置およびその方法

【課題】電気めっきにより円板上にめっき層を形成する方法において、簡便な装置を用いて円板上のめっき膜厚の面内均一性を可能にし、かつ両面8枚同時にめっきする方法を提供する。
【解決手段】円板上の外周部から給電リングにより、給電する給電冶具をカソード電極1とし、その両側に対向させてアノード電極3を配置し、カソード電極1とアノード電極3の両者に平行に円形の孔を持つ電流遮蔽板2を配置し、攪拌ノズル4により、給電冶具上にめっき液を均一な流速に流しながらめっきを行い、かつ給電リングは一部分を開放し、補助カソード機能を兼ね備えた。
(もっと読む)
電解めっき方法、及び電解めっき装置
【課題】陽極と被めっき体とに通電することにより被めっき体にめっきを施す電解めっき方法において、簡易な構造を保ちながら、被めっき体へ均一なめっき液の供給ができ、高電流を負荷しても、あるいは形成するめっき皮膜が薄くても、被めっき体に均一なめっき皮膜を形成できるめっき方法ならびにめっき装置を提供すること。
【解決手段】被めっき体の両側から前記被めっき体に向かって略直角方向にめっき液を噴射し、前記被めっき体の両側に、所定の間隔を設けて1対の整流板をそれぞれ配置し、かつ前記1対の整流板をそれぞれ高さ方向に隙間をあけて配置するとともに、前記隙間を前記被めっき体の幅よりも小さく、かつ前記隙間の中心を前記被めっき体の幅方向の中心と略同一にすることによって被めっき体に析出するめっき膜厚を制御する。
(もっと読む)
電気めっき鋼板の製造方法
【課題】簡易な装置で電気めっき処理された鋼板の幅方向端部めっき粉を確実に除去する
【解決手段】電気めっき鋼板の製造において、電気めっき処理された鋼板の幅方向端部に、鋼板の幅方向端部と接触する面が一方向のみに研磨され、その面の研磨方向と直角方向の輪郭曲線の最大高さが100μm未満であるブレードを押し付けながら前記電気めっき処理された鋼板を通板する。該ブレードは、少なくとも鋼板の幅方向端部と接触する部分がセラミックスで構成される。
(もっと読む)
マスキング部材及びめっき方法
【課題】 ワークを段積みして電気めっきにより一括してめっき皮膜を形成するに際し、より均一な膜厚及び膜質を得られると共に、より短時間でめっき皮膜を形成し得るマスキング部材及びめっき方法を提供すること。
【解決手段】 貫通した開口部を有するワークWを、当該開口部が互いに連通するように複数段積みにして各々の前記ワークの前記開口部の内周面にめっき皮膜を電気めっきにより一括析出する際に、隣接する前記ワーク間に液密に介挿されるマスキング部材10において、前記開口部と略同形状の穴部と、前記穴部を規定する端縁12の両側部にそれぞれ形成され、当該端縁の両側部を前記ワークと離間させる切り欠き13と、を有することを特徴とする。
(もっと読む)
電気めっき装置
【課題】めっき槽内のめっき液を完全にドレーン排出できるようにするとともに、ウエハの全面を有効利用する。又、常に新鮮なめっき液をウエハ表面に供給できるようにする。
【解決手段】めっき液Mを収納するめっき槽11と、該めっき槽の底部11bの貫通穴に装着された、環状の陰極補助電極ホルダ12と、該陰極補助電極ホルダに着脱自在に挿着され、その上面に被めっき物の載置部13cを有する被めっき物ホルダ13と、該被めっき物ホルダの上面側に設けられ、前記載置部上の被めっき物Wの下面に当接する陰極15と、該被めっき物ホルダの位置決め手段12d、13dと、ウエハ上を往復動するパドル23と、陰極と間隔をおいて対向する陽極とを備えている。ウエハの上面と陰極補助電極、陰極補助電極ホルダ、底部の各上面17c、12c、11cは同一平面を形成し、めっき終了後めっき槽底部からめっき液を排出すると、めっき液は完全にドレーン排出される。
(もっと読む)
シート状製品のめっき方法
【課題】例えばフレキシブルプリント基板のような可撓性を有するものであっても均等厚にめっきを付ける機能を維持しながら、めっき槽内の液流や搬送などによっても撓んだりして傷や折れとなってしまう問題が生じないめっき方法を提供する。
【解決手段】長尺のめっき槽8内に被処理物1が通過する通路の両側に陽極を配置し、該被処理物を給電兼用のハンガー2で懸垂挟持した状態で陰極バー9上を連続搬送しながらめっき槽内に浸漬して電解めっきする方法において、電流密度の均等化のための絶縁性材料からなる遮蔽板20を、前記被処理物の下部に取り付けた状態で電解めっきを行うようにした。また遮蔽板の搬送方向の前後端部に磁石40を埋め込んでおくことにより、隣接する遮蔽板の磁石同士が吸い付くように作用するため、シート状製品の間隔が安定する。
(もっと読む)
鋼帯の電気めっき装置
【課題】鋼帯に電気めっきを施す際に発生する鋼帯端部のデンドライト状析出物を長時間にわたって除去できる鋼帯の電気めっき装置を提供する。
【解決手段】鋼帯端部近傍のオーバーコートを防止するエッジマスクと、前記エッジマスクの鋼帯通板方向出側に、前記エッジマスクと一体に設けられ、鋼帯端部を押圧して鋼帯端部のデンドライト状析出物を除去するブレードを備える鋼帯の電気めっき装置において、前記ブレードは、弾性率が2000MPa以上且つ伸びが100%未満の樹脂板である。
(もっと読む)
鋼帯の電気めっき装置
【課題】鋼帯に電気めっきを施す際に発生する鋼帯端部のデンドライト状析出物を長時間にわたって除去できる鋼帯の電気めっき装置を提供する。
【解決手段】鋼帯端部近傍のオーバーコートを防止するエッジマスクと、前記エッジマスクの鋼帯通板方向出側に、前記エッジマスクと一体に設けられ、鋼帯端部を押圧して鋼帯端部のデンドライト状析出物を除去するブレードを備える鋼帯の電気めっき装置において、前記ブレードは、弾性率が800MPa以上3000MPa以下かつ伸びが500%未満の、鋼帯通板方向に上流側から配置された第1ブレード及び第2ブレードからなり、前記第2ブレードは前記第1ブレードより弾性率が高くかつ伸びが小さい樹脂板であることを特徴とする鋼帯の電気めっき装置である。
(もっと読む)
溶接缶用錫めっき鋼板の製造方法と溶接缶用錫めっき鋼板の溶接特性判定方法
【課題】 溶接性に優れた溶接缶用錫めっき鋼板とその製造方法を提供することを目的とする。また、得られた溶接缶用錫めっき鋼板の溶接性と防錆性を精度良く判定する方法を提供する。
【解決手段】 溶接缶用錫めっき鋼板の両側端部の1mm幅部を除く内側領域の表裏両面に付着した金属錫の付着量が素材鋼板1m2 あたり合計 1.0〜2.0 gの範囲内を満足するように、電気錫めっき処理による錫めっきの付着量を調整する。
(もっと読む)
エッジオーバーコート防止装置
【課題】 金属帯板に電気めっきする際に、めっき着量を均一化できる遮蔽板を備えたエッジオーバーコート防止装置を提案する。
【解決手段】 電気めっきラインのめっきセルにおいて被めっき材である金属帯板の両側端部と陽極との間に配設される電気絶縁材料製遮蔽板の形状を、端縁が、複数の直線で描かれる、少なくとも2つの頂を有する山型形状を呈する張り出しを有する形状とする。端縁の山型形状は、金属帯板の側端に対向する位置に描かれる投影直線となす角度αが1〜10°である複数の直線で画定される。2つの頂は、前記投影直線を基準として金属帯板の中心寄りに所定距離Eaの高さを有し、かつ2つの頂の間に形成される谷底部の高さEbが、Eaの50〜80%とすることが好ましい。なお、所定距離Eaは、5〜200mmとすることが好ましい。
(もっと読む)
めっき装置、半導体基板および金属膜の形成方法
【課題】 大口径の半導体基板に対して、シードCu膜が薄くても面内の膜厚均一性良く電解めっき成長を行うことができるめっき装置、めっき方法を提供する。
【解決手段】 めっき槽110内にはアノード電極104が、基板保持機構107には第1のカソード電極109と第2のカソード電極が設けられている。Cuシード層(図示せず)とアノード電極104間に電流を流してめっき成長を行う際に、半導体基板の中心付近に接する第2のカソード電極からも電流を流す。これによって、Cuシード層が60nm以下の非常に薄膜になった場合においても、半導体基板の中心付近で得られるめっきCu膜厚が薄くなることを防止できる。
(もっと読む)
ガスタービンエンジンを製作するための方法及び装置
【課題】ガスタービンエンジン構成部品を製作する方法及び装置を提供する。
【解決手段】 本方法は、構成部品の端縁136に近接させて、該構成部品との間にギャップ210が形成されるように非消耗シールド206を配置して、シールドとギャップとが端縁に近接して流体流れ絞りを形成するようにする段階と、構成部品に皮膜204が施工されるように、電解浴を通して陽極202から構成部品に電流を誘導する段階とを含む。構成部品の端縁136上のメッキ皮膜の厚さ220が構成部品の表面126、128全体にわたるメッキ皮膜の厚さと実質的に等しくなるように、前記構成部品に電気メッキする段階をさらに含む。
(もっと読む)
平滑化剤化合物
【課題】平滑化剤化合物
【解決手段】第一拡散係数を有する第一レベリング剤および第二拡散係数を有する第二レベリング剤が含有されているレベリング剤の混合物を含有するメッキ浴が提供される。かかるメッキ浴は、電解質濃度の範囲に亘って実質的に平坦である金属層、特に銅層を堆積する。かかるメッキ浴を使用する金属層の堆積方法も開示される。これらの浴および方法は、電子デバイスをはじめとする小さいアパーチャーを有する基体上に、銅の平坦な層を提供するために有用である。
(もっと読む)
隔離された陽極液区画における補助電極をもつ電気化学めっきセル
基板に金属層をめっきするための装置及び方法が提供される。陰極液容積は、めっきのために基板を受容するように位置決めされる。1つ以上の陽極セグメントがその中に位置決めされた陽極液容積は、陰極液容積からイオン的に分離される。補助電極がその中に位置決めされた補助容積は、陽極液容積から電気的に隔離されるように設けられ、陰極液容積とイオンで連通している。めっき法は、1つの陽極セグメントと補助電極と逆の電気極性にある2つの電源から電流パルスを供給することにより基板の中心とエッジ近くで一様に薄い金属シードをめっきする第1段階を含んでいる。その後、第2電流パルスを全ての陽極セグメントに印加することによって特徴部の間隙充填とバルク金属めっきが行われる。 (もっと読む)
改良された金属細片電気メッキ
金属細片を高速で電気スズメッキするための、該細片に面したスズ陽極を電気メッキ溶液中に陽極溶解させ、該陽極溶解したスズを、陰極として作用する細片の少なくとも一部の上に堆積させることにより、該細片をメッキする方法であって、スズを、陽極バスケット中に保持されたペレットの形態で、電気メッキ溶液に供給する、方法。  (もっと読む)
(もっと読む)
21 - 36 / 36
[ Back to top ]