
Fターム[4K027AC72]の内容
溶融金属による被覆 (10,875) | メッキ被膜の形成 (2,216) | 被膜凝固後に行う処理 (923) | 加熱、冷却を伴うもの (577)
Fターム[4K027AC72]の下位に属するFターム
Fターム[4K027AC72]に分類される特許
121 - 138 / 138
溶融亜鉛めっき鋼板の製造方法

【課題】本発明は、無酸化炉方式の溶融亜鉛めっきラインを用い、従来より「不めっき」を格段に低減し、製品歩留りの向上が可能な溶融亜鉛めっき鋼板の製造方法を提供することを目的としている。
【解決手段】鋼板を、無酸化加熱帯及び還元焼鈍帯を順次経由させた後、亜鉛めっき浴に浸漬し、溶融亜鉛めっき鋼板を製造する方法を改良した。具体的には、前記無酸化加熱帯の雰囲気がCO/CO2で0.35〜0.45に、且つ該無酸化加熱帯の出側で板温が700℃以下になるように、該無酸化加熱帯の雰囲気を調整することを特徴とする溶融亜鉛めっき鋼板の製造方法である。この場合、前記無酸化加熱帯よりスナウトまでのライン内に蓄積するスケール量を、通過鋼板量1トン当たり4g以下に抑えると一層好ましい。
(もっと読む)
同一浴にて溶融亜鉛メッキ鋼板と合金化溶融亜鉛メッキ鋼板を造り分ける方法
【課題】プレNi法により、溶融メッキ浴の浴調整なしに同一浴で、品質の良好な溶融亜鉛メッキ鋼板(GI)と合金化溶融亜鉛メッキ鋼板(GA)を造り分ける方法を提供する。
【解決手段】冷延、焼鈍済みの鋼板に脱脂、酸洗処理を行った後、Niプレメッキを施し、無酸化又は還元性雰囲気中で板温度430 〜500 ℃に30℃/sec以上の昇温速度で急速加熱の後、Znメッキ浴中で溶融メッキする方法において、Znメッキ浴中のAl濃度は0.14〜0.2%とし、 (1)溶融亜鉛メッキ鋼板製造の際はNiプレメッキ量を0.05〜0.5g/m2 とし、溶融メッキ、ワイピング後に再加熱処理をしないか450 ℃以下の加熱処理を行い、 (2)合金化溶融亜鉛メッキ鋼板製造の際はNiプレメッキ量を0.2 〜2.0g/m2 とし、溶融メッキ、ワイピング後に470 〜600 ℃に30℃/sec以上の昇温速度で急速加熱し、均熱時間をとらずに冷却するか、又は15秒未満の均熱保持の後に冷却する、同一溶融亜鉛メッキ浴でGIとGAを造り分ける方法。
(もっと読む)
合金化溶融亜鉛メッキ鋼板の製造方法

【課題】 外観の極めて良好な合金化溶融亜鉛メッキ鋼板の製造方法を提供する。
【解決手段】(1)溶融亜鉛メッキ浴内で、地鉄界面にFe-Ni-Al-Zn合金層を形成した後、加熱処理により前記Fe-Ni-Al-Zn合金層を消失させると共に、Ni,Alの分散したZn-Fe合金層を形成することを特徴とする合金化溶融亜鉛メッキ鋼板の製造方法。(2)鋼板表面を清浄化後、0.05〜1.0g/m2 のNiプレメッキを施し、無酸化或いは還元性雰囲気中で板温度430〜500℃に30℃/sec以上の昇温速度で急速加熱を行なった後、Al濃度0.07〜0.2質量%を含有するZnメッキ浴中で溶融メッキし、ワイピング直上で470〜600℃に30℃/sec以上の昇温速度で急速加熱し、均熱時間をとらずに冷却するか、または15秒未満の均熱保持の後に冷却する方法において、Niプレメッキ量(Yg/m2 )とZnメッキ浴中Al濃度(X%)が、Y≦15*X−1の関係を満たすことを特徴とする合金化溶融亜鉛メッキ鋼板の製造方法。
(もっと読む)
溶融亜鉛めっき鋼帯の気水冷却方法および気水冷却装置
【課題】有機皮膜処理する鋼帯としない鋼帯に対して効率の良い冷却速度を確保するとともに、酸化膜による障害を生じさせない連続溶融亜鉛めっき設備における溶融亜鉛めっき鋼帯の気水冷却方法を提供する。
【解決手段】連続溶融亜鉛めっき設備におけるめっき後の鋼帯1の気水冷却において、有機皮膜処理する鋼帯1を冷却する場合は脱気装置13により冷却水中の溶存酸素を低減させた脱気水を用いて気水冷却し、有機皮膜処理しない鋼帯1を冷却する場合は脱気していない冷却水を用いて気水冷却する。
(もっと読む)
リン酸塩処理性および塗装後耐食性に優れた熱処理加工用溶融Znめっき鋼板並びにその製造方法
【課題】 リン酸塩処理性および塗装後耐食性の優れた高強度高張力鋼加工部材を得ることのできるホットプレス用溶融Znめっき鋼板、並びにこうした鋼板を製造するための有用な方法を提供する。
【解決手段】 鋼母材のAc1点以上に加熱された後、加工されるホットプレス用溶融Znめっき鋼板であって、上記加熱後の溶融Znめっき層表面に形成される酸化皮膜として、Al濃度の最大値が25原子%であり、且つMgとZnの複合酸化物が、下記(1)式で規定される原子濃度比Aで0.9以下となる割合で存在する。
A=[Mg]/[Zn] …(1)
但し、[Mg]および[Zn]は、夫々酸化物中のMgおよびZnの濃度(原子%)を意味する。
(もっと読む)
加工性と加工部耐食性に優れた表面処理鋼板
【課題】めっき皮膜中のAl含有量が20〜95mass%の溶融Al−Zn系めっき鋼板を下地鋼板とする表面処理鋼板において、優れた加工性、加工部耐食性及びロールフォーミング性を得る。
【解決手段】めっき鋼板面に、所定Cr付着量のクロメート皮膜とその上層の熱硬化性有機樹脂皮膜とからなる化成処理皮膜を有し、好ましくはめっき皮膜を少なくとも下記(a)及び(b)の熱履歴を経たものとする。
(a)めっき浴を出た直後の10秒間の平均冷速が11℃/sec未満の熱履歴
(b)めっき金属の凝固後、130〜300℃間の温度T(℃)に加熱され、その後、温度T(℃)から100℃までの平均冷速がC=(T−100)/2であるC(℃/hr)以下を満足する熱履歴、又は/及び、めっき金属の凝固後の130〜300℃間の温度T(℃)から100℃までの平均冷速が上記C(℃/hr)以下を満足する熱履歴
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板
【課題】成形荷重が高くなり型かじりを生じやすい材料においても優れたプレス成形性を有する溶融亜鉛めっき鋼板を安定的に製造する製造方法及び優れたプレス成形性を有する溶融亜鉛めっき鋼板を提供する。
【解決手段】鋼板に溶融亜鉛めっきを施し、さらに加熱処理により合金化し、調質圧延を施した後、酸性溶液に接触させ、保持し、水洗・乾燥を行うことによりめっき表面に酸化物層を形成する合金化溶融亜鉛めっき鋼板の製造方法において、前記酸性溶液中にAlイオンを含有することを特徴とする。さらに、前記酸性溶液中に、Alの硫酸塩、硝酸塩、塩化物のうち、少なくとも1種類以上を、Alイオン濃度として0.1〜50g/lの範囲で含有することが好ましい。また、上記製造方法により生産され、ZnおよびAlを必須成分として含む酸化物層を平坦部表層に10nm以上有する合金化溶融亜鉛めっき鋼板。
(もっと読む)
高耐食アルミマンガン合金、高耐食金属材、及びそれらの製造方法
【課題】 耐食性に優れたアルミマンガン合金を得る。
【解決手段】 マンガン0.3〜3.0重量%を含有し残部がアルミニウム及び不可避的不純物からなる組成のアルミマンガン合金を、400℃以上の温度で熱処理する。耐食性向上に有効なAl6Mnの析出が少ないので、耐食性向上の効果が実際に有効に実現される。また、マンガンの添加により機械的強度が向上する。機械的強度及び耐食性が共に良好な高耐食アルミマンガン合金が得られる。
(もっと読む)
伸びおよび穴拡げ性に優れた高強度鋼板または溶融亜鉛めっき高強度鋼板の製造設備
【課題】 焼入れ設備と焼戻設備を連続処理設備とすることで焼戻しによる材質の向上が単に穴拡げ性を向上させるだけでなく、伸びの向上も可能な高強度鋼板または溶融亜鉛めっき高強度鋼板を製造することができる設備を提供する。
【解決手段】 連続焼鈍設備や連続溶融亜鉛めっき処理設備またはそれらの兼用設備の内に、もしくはそれらに連続的に併設して、再結晶後、または再結晶後かつ溶融亜鉛めっき処理後の鋼板を、マルテンサイト変態点以下の温度域まで冷却可能な焼入れ設備と、当該鋼板を焼戻し保温する焼戻設備と、当該鋼板を100 ℃以下まで冷却する再冷却設備を配列することを特徴とする、伸びおよび穴拡げ性に優れた高強度鋼板または溶融亜鉛めっき高強度鋼板の製造設備。
(もっと読む)
加工性に優れた高強度合金化溶融亜鉛めっき鋼板の製造方法
【課題】 Si,Mnを含む鋼板に合金化溶融亜鉛めっきを施す際に、めっき後の合金化熱処理温度を低下させて原板の機械的特性の低下を防ぐことにより、高強度でしかも加工性に優れた合金化溶融亜鉛めっき鋼板を得る。
【解決手段】 0.2〜2.0質量%のSi及び0.5〜3.0質量%のMnを含む鋼板にFe系めっき層を形成した後、下記の式(1)で示す値が1.0以上となる温度及び時間の加熱条件で焼鈍し、2〜200℃/秒の平均速度で冷却した後、溶融亜鉛めっきを施し、直ちに、又は430℃以上500℃未満の温度に2秒〜2分保持後、5℃/秒以上の冷却速度で250℃以下に冷却して鋼板表面に合金化溶融亜鉛めっき層を形成する。
[{980−50×(〔Si〕+〔Mn〕/4)}−t/4]/T ・・・(1)
ただし、〔Si〕,〔Mn〕;Si,Mn濃度(質量%)
t;加熱時間(秒)、T;加熱温度(℃)
(もっと読む)
溶融アルミニウム−亜鉛合金めっき鋼板の製造方法
【課題】アルミニウム含有量が20〜95質量%である高アルミニウム含量の溶融アルミニウム−亜鉛合金めっき鋼板を製造するにあたり、めっき被膜の加工性を向上するための熱処理を行わず、あるいは熱処理を行う場合であってもその処理時間を短縮することができ、且つめっき被膜の加工性を十分に向上することができる溶融アルミニウム−亜鉛合金めっき鋼板の製造方法を提供する
【解決手段】アルミニウム含有量が20〜95質量%である溶融アルミニウム−亜鉛合金のめっき浴と鋼板とを接触させてめっき被膜を前記鋼板に形成するめっき工程を含む。前記鋼板がホウ素及びバナジウムのうち少なくとも一方を含有するものである。
(もっと読む)
二相鋼板の製造方法
【解決手段】
約1340−1425Fの均熱及び850−920Fの保持を含む時間/温度サイクルを用いて作られた二相鋼板であり、鋼は、重量%にて、炭素:0.02−0.20、アルミニウム:0.010−0.150、チタン:0.01以下、珪素:0.5以下、リン:0.060以下、イオウ:0.030以下、マンガン:1.5−2.40、クロム:0.03−1.50、モリブデン:0.03−1.50で、かつ、マンガン、クロム及びモリブデンの量は、(Mn+6Cr+10Mo)≧3.5%以上である。鋼板は、亜鉛めっき又はガルバニーリングの連続ラインで処理されるストリップの形態が好ましく、得られた製品は、フェライトとマルテンサイトを主体とする組織である。 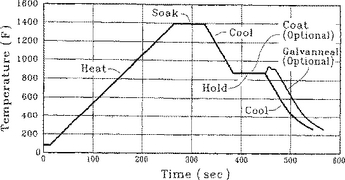 (もっと読む)
(もっと読む)
疲労特性に優れた鋼材およびその製造方法
【課題】 疲労特性に優れた鋼材およびその製造方法を提供する。
【解決手段】 曲率半径が板厚の5倍以下の曲げ部を有する形状に成形した、10g/m2以上の亜鉛メッキを施した鋼板または鋼管、あるいは一部または全面に亜鉛が10g/m2以上付着するように亜鉛粉末含有塗料を塗布した曲率半径が板厚の5倍以下の曲げ部を有する鋼板または鋼管を800 ℃以上1000℃以下の温度に加熱後急冷して、表面の鉄亜鉛合金層直下の鋼に炭素濃化層を形成する。
(もっと読む)
薄鋼板製造方法
【課題】薄鋼板からの焼入れ構造部材の製造方法を提供する。
【解決手段】薄鋼板からの焼入れ構造部材の製造方法を、a)陰極防食が付与された薄鋼板から成る成形部材を成形し、b)必要な場合、成形部材の成形前、成形中、あるいは成形後に必要とされる孔パターンの打抜きあるいは作製を実施し、c)次いで成形部材の少なくとも一部を大気中の酸素を取り入れながら鋼材のオーステナイト化を可能とする温度まで加熱し、及びd)成形部材を成形焼入れ型中へ移して成形焼入れ型内部で成形焼入れを実施し、その成形焼入れ中に成形部材を成形焼入れ型中において凝固させ及び加圧することによって成形部材を冷却及び焼入れする各工程から構成する。
(もっと読む)
焼入れ鋼部品の製造方法
【課題】陰極防食が付与された焼入れ鋼部品の製造方法、焼入れ鋼部品へ施される防食層、及び焼入れ鋼部品を提供する。
【解決手段】焼入れ鋼部品の製造方法を、a)焼入れ可能な鋼合金から成る薄鋼板へ連続コーティング処理によってコーティングを施し、b)前記コーティングをほぼ亜鉛で構成し、c)前記コーティングへさらに酸素親和性元素の1または2種以上を全量としてコーティング全重量に対して0.1重量%〜15重量%の割合で含ませ、d)次いで前記コーティングされた薄鋼板の少なくとも一部を大気中の酸素を取り入れながら焼入れに必要な温度まで至らしめて該薄鋼板に焼入れに必要な微細構造変化が起こるまで加熱し、e)前記コーティング上へ酸素親和性元素酸化物から成る表面被膜を形成させ、f)加熱前あるいは加熱後に薄鋼板を形状化し、及びg)十分な加熱後に、薄鋼板合金の焼入れが完了するように算出された冷却速度で薄鋼板を冷却する各工程から構成する。
(もっと読む)
プレス焼入れ部品及びその製造方法
本発明は、熱間成形可能な非焼入れの鋼板から成る半製品からプレス焼入れ部品、特に車体構造部品を製造する方法に加えて、プレス焼入れ部品に関する。本発明は、冷間成形プロセス、特に絞りプロセスによって半製品から部品ブランクを成形し、製造すべき部品の縁の外形にほぼ対応するように部品ブランクの縁を切断し、切断された部品ブランクを、熱間成形工具で加熱すると共にプレス焼入れし、続いて、被覆ステップにおいて、腐食防止被覆によって覆う各ステップを備える。 (もっと読む)
溶融Al−Zn系めっき鋼板の製造方法
【課題】 めっき皮膜中のAl含有量が20〜95mass%である溶融Al−Zn系めっき鋼板であって、伸び特性が優れしかも美麗なめっき表面外観を有するめっき鋼板を安定して製造する。
【解決手段】 めっき金属が凝固した後の溶融Al−Zn系めっき鋼板を加熱処理することにより伸び特性の改善を図るために、めっき表面粗さRaが0.20μm以上のめっき皮膜が形成された溶融Al−Zn系めっき鋼板をコイル巻取り張力3.0kg/mm2以下で巻き取った後、タイトコイルバッチ加熱によりコイル最高温度部の到達板温が300℃未満となるような条件で加熱処理する。または、溶融Al−Zn系めっき鋼板をコイルに巻き取った後、オープンコイルバッチ加熱によりコイル最高温度部の到達板温が300℃未満となるような条件で加熱処理する。
(もっと読む)
耐黒変性に優れた溶融Zn−Al合金めっき鋼板とその製造方法
【課題】 耐黒変性に優れ、厳しい加工に耐え得るめっき皮膜を有し、耐食性に優れた溶融Zn-Al 系合金めっき鋼板とその製造方法を提供する。
【解決手段】 めっき皮膜の化学組成が、質量%でAl :3.5〜10%、Mg :0.05%以上、0.50%未満、(Pb +Sn +Cd +Bi )≦0.020%、残部がZn および不可避的不純物からなり、めっき皮膜のZn(00・2) 面配向性指数が3.5以上である溶融Zn-Al 系合金めっき鋼板。めっき皮膜の硬度≦110Hv とすればなおよい。本発明の鋼板は、溶融めっき層を5℃/秒以上、15℃未満の冷却速度で冷却するか、酸素濃度が5体積%以下、残部が非酸化性ガスからなる非酸化性雰囲気で冷却して製造するのがよい。
(もっと読む)
121 - 138 / 138
[ Back to top ]