
Fターム[4K027AD17]の内容
Fターム[4K027AD17]に分類される特許
61 - 80 / 90
浴中ロール表面付着物除去方法
【課題】ドロスの付着を効率的に除去し、ブレードの寿命を向上可能な、浴中ロール表面付着物除去方法を提供する。
【解決手段】めっき浴内の浴中ロール4面にブレード7を押付けて該ロール面上のドロス付着物を掻き落とす浴中ロール表面付着物除去方法において、前記ブレードを前記浴中ロール面に一定の押付力で押付けながら前記浴中ロールの幅方向に往復動させる付着物除去処理と、前記ブレードを開放しておく待機処理とを、交互に所定時間ずつ行う。
(もっと読む)
溶融メッキ処理装置及び溶融メッキ処理方法

【課題】メッキ浴に発生する浮きドロスの堆積を抑えて、メッキ付着量の不良、ザラ状及びコブ状の外観不良を防止し高品位のメッキ層が形成される溶融メッキ処理装置及びメッキ方法を提供する。
【解決手段】メッキ素材が溶融するメッキ浴(L)に素線(M)を通過させてこの素線(M)をメッキする溶融メッキ処理装置(10)において、素線(M)が前記メッキ浴(L)の液面から引き上げられる局所空間領域(K)を導入ガス(G)により局所的に雰囲気調節するガス絞り装置(40)と、メッキ浴(L)を回転体(53)により波動させる波動手段(50)と、メッキ素材の地金(D)をメッキ浴(L)で溶解してこのメッキ浴(L)を補充する地金溶解促進装置(60)と、を手段として備える。
(もっと読む)
溶融めっき鋼帯の製造方法及び溶融めっき設備
【課題】鋼帯の反りを防止し,鋼帯のめっきの付着量を均一化する。
【解決手段】溶融めっきラインAには,鋼帯Hに通電させて加熱する通電加熱装置10と,通電加熱装置10により加熱された鋼帯Hの進行方向を斜め下方向に変えるターンダウンロール32と,ターンダウンロール32により向きが変えられた鋼帯Hを溶融亜鉛B内に浸漬するための溶融亜鉛槽12と,溶融亜鉛B内において鋼帯Hの進行方向を上方に変えるシンクロール50と,鋼帯Hのめっきの付着量を調整するガスワイピングノズル13が設けられる。溶融めっきラインAのターンダウンロール32とシンクロール50との間に,鋼帯の下面側を押圧するサポートロール46が設けられる。そのサポートロール46の鋼帯Hに対する押し込み量を調整して,シンクロール50を通過後の鋼帯Hの形状を平坦に矯正する。
(もっと読む)
連続溶融メッキラインのメッキ槽ロール軸受部装置
本発明は鋼板の溶融金属メッキ槽に浸漬され移送鋼板を支持する安定化ロールのようなメッキ槽ロールを提供する。
鋼板の溶融金属(溶融亜鉛)メッキ時、メッキ槽(亜鉛メッキ槽)に浸漬されるメッキ槽ロール軸受部装置であって、スリーブが上記メッキ槽ロールの軸に結合される。ブッシュハウジングは上記スリーブを支えるブッシュが内部に固定され湾曲外曲面を備える。またブッシュハウジング固定リングが上記メッキ槽ロールのリグと連携設置される固定リングハウジングの内部の両側に固定される。上記それぞれのブッシュハウジング固定リングはブッシュハウジングを両側で支持しながら上記ブッシュハウジングの湾曲外曲面と面接触する湾曲内曲面を備える。
 (もっと読む)
(もっと読む)
溶融金属めっき浴用浸漬部材およびその製造方法
【課題】熱衝撃・繰り返し熱疲労や腐食に対する耐久性を大幅に向上させ、周辺鋼製部材との施工性を改善した溶融金属めっき浴用浸漬部材を提供すること。
【解決手段】本発明は、溶融金属めっき浴4に浸漬される装置2,3に付設された浸漬部材であって、該浸漬部材が、実質的に主相はβ-Si3N4および粒界相はSi2N2O、MgY2O4、Y2Si2O7、Y2SiO5の1種以上から構成される複合酸化物相で、平均粒径3μm以上10μm以下のホウ化チタン(TiB2 )粒子を質量分率35〜80%の範囲で分散させた焼結体を成形加工してなる溶融金属めっき浴用浸漬部材及びその製造方法である。
(もっと読む)
連続溶融金属めっき装置のシンクロール
【課題】ボトムドロスを巻き上げるめっき浴槽内の流れの生成を防止できる連続溶融金属めっき装置のシンクロールを提供する。
【解決手段】円筒状の胴部と、この胴部の両端部に胴部と一体化した一対の側板とを備えて中空円筒形状をなし、連続溶融金属めっき装置のめっき浴槽中に配置され、前記めっき浴槽に導入した鋼帯を前記胴部の外周に沿わせて移送するロールであって、前記側板の外周側に、ロール内部と外部とを連通する開口穴を設けたシンクロールにおいて、シンクロールのロール軸上の、側板より外側の側板に近接した位置に、ロール軸に垂直な円板を設けた連続溶融金属めっき装置のシンクロール。
(もっと読む)
溶融金属めっき浴用滑り軸受装置
【課題】 耐久性を向上させることが可能な、溶融金属めっき浴用滑り軸受装置を提供する。
【解決手段】 セラミックス製軸受10と、当該セラミックス製軸受10を保持すべき金属製軸受ホルダー20とを具備し、セラミックス製軸受10と金属製軸受ホルダー20との間、及び、セラミックス製軸受10の端部に、溶融金属めっき浴5の溶融金属と濡れ性の悪い材料からなる保護部材31、32、32、が配設されている、溶融金属めっき浴用滑り軸受装置100とする。
(もっと読む)
連続溶融金属めっき用シンクロール、連続溶融金属めっき装置および連続溶融金属めっき鋼板の製造方法
【課題】 ボトムドロスを巻き上げる流れの生成を防止できる連続溶融金属めっき用シンクロールを提供する。また、鋼帯表面へのドロス付着の問題を改善できる連続溶融金属めっき装置および連続溶融金属めっき鋼板の製造方法を提供する。
【解決手段】 筒状の胴部と、前記胴部の両端部に胴部と一体化した側板、とを備えて中空円筒形状をなし、連続溶融金属めっき装置のめっき浴槽中に配置され、前記めっき浴槽に導入した鋼帯を前記胴部の外周に沿わせて移送するシンクロールにおいて、前記側板は、前記胴部の両端部に各々間隔をあけて複数配置され、前記複数の側板の各々は外周側にロール内部と外部とを連通する開口穴が設けられている。
(もっと読む)
鋼帯の溶融めっき方法および装置
【課題】溶融金属めっき浴内に配置されたシンクロールと下流側のサポートロールとを介して鋼帯を通板させる溶融金属めっきにおいて、めっき浴中のサポートロールの振動を抑制することにより、めっき付着量の均一性を確保する事ができる溶融金属めっき鋼帯の製造方法及び溶融めっき装置の提供。
【解決手段】サポートロール3aのロール胴部の両側に固定されたロール軸5に対して押え荷重を負荷し、この押え荷重の大きさおよび方向を、押え荷重を負荷しない時の最低の鋼帯張力とその時のサポートロールの位置を基準にして、その位置に安定にとどまるように制御することにより、サポートロールの振動を抑制する。ロール軸押え手段22は、方向を調節可能な押え棒23、この棒の一端に取り付けられたロール軸押えパッド16、およびこの棒の他端に制御可能に押込み力を負荷できる押込み手段(バネ、シリンダ、カウンタウェイト等)21から構成される。
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造方法
【課題】ボトムドロスをめっき槽からくみ出すために頻繁な操業停止を必要とせず、かつ、既存の製造設備に対して改造を必要とせずに、表面外観に優れた合金化溶融亜鉛めっき鋼板を製造可能にする合金化溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】溶融亜鉛浴温を450〜460℃、鋼板の溶融亜鉛浴への浸入板温を460〜475℃でかつ溶融亜鉛浴温より10℃以上高温にして、鋼板を溶融亜鉛浴に浸漬し、浴中のシンクロールにより方向転換させて溶融亜鉛浴から引き上げてワイピング装置によって所定のめっき付着量に調整した後に、合金化処理を行なう。
(もっと読む)
溶融金属めっき浴用ロール
【課題】使用時に熱衝撃による破壊が防止されるように高耐熱衝撃性を有するとともに、めっき鋼板とのすべりを低減して、めっき鋼板の走行速度の変化に追従しやすい溶融金属めっき浴用のセラミックスロールを提供する。
【解決手段】鋼板と接触する中空状胴部10と、前記胴部に接合された軸部20,21とからなる溶融金属めっき浴用ロールであって、少なくとも前記胴部が常温における熱伝導率が50W/(m・K)以上の窒化珪素系セラミックスからなり、前記胴部の平均表面粗さRaが0.2μm以下であることを特徴とする。
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造装置
【課題】鋼板エッジ近傍の合金化不良を防止し、あるいはさらにめっき絞り部での鋼板の反りを低減することで、鋼板幅方向のめっき量の不均一を改善し、もって鋼板幅方向の合金化度を均一にできる合金化溶融亜鉛めっき鋼板の製造装置を提供することである。
【解決手段】めっき絞り装置と、その上方に配置された電磁誘導加熱合金化炉を備え、前記前記電磁誘導加熱合金化炉の下方に、燃料ガスおよび燃焼用空気を管状バーナの接線方向から吹込む管状火炎バーナを、鋼板両面の各エッジ近傍部に対応する位置に移動可能に設ける。
(もっと読む)
フラックス溶融めっき鋼板の製造方法および仕切り板
【課題】 フラックス溶融めっき鋼板の製造方法において、フラックス巻が抑制でき、かつ、カキ疵の発生を抑制でき外観に優れた溶融めっき鋼板を得ることができるフラックス溶融めっき鋼板の製造方法およびその方法に使用する仕切り板を提供すること。
【解決手段】 鋼板の表面にフラックスを塗布した後、該鋼板を溶融金属浴内に浸漬し、ポットロールを経由して通板し、鋼板の表面に溶融金属をめっきする溶融めっき鋼板の製造方法において、鋼板がポットロールに接触している位置に、ポットロールと3〜20mmの距離(L1)を設けて仕切り板の先端がくるように断面略L字状の仕切り板を設置し、該仕切り板の先端角度(θ)を水平軸に対して50〜80°とし、かつ、該仕切り板の上部を溶融金属浴中に浸漬距離(L2)30〜300mmで浸漬して、溶融めっきすることを特徴とする溶融めっき鋼板の製造方法。
(もっと読む)
連続溶融金属めっき用シンクロール、連続溶融金属めっき装置および連続溶融金属めっき鋼板の製造方法
【課題】 ボトムドロスを巻き上げる流れの生成を防止できる連続溶融金属めっき用シンクロールを提供する。また、鋼帯表面へのドロス付着の問題を改善できる連続溶融金属めっき装置および連続溶融金属めっき鋼板の製造方法を提供する。
【解決手段】 円筒状の胴部(2)と、この胴部(2)の両端部に一体化しシンクロール回転軸(4)に設置した一対の側板(3)を備えて中空円筒形状をなすとともに、前記側板(3)の外周側に、ロール内部と外部を連通する少なくとも1つの開口部(6)を有する連続溶融金属めっき用シンクロール(9)であって、前記開口部(6)は該開口部の壁部の少なくとも一部に、シンクロール回転軸(4)と同軸の円筒面と前記開口部の壁部が交叉して形成される線が前記シンクロール回転軸(4)に対し傾いている傾斜状壁面を有する。
(もっと読む)
溶融鉛フリーはんだに対する耐侵食性に優れたCo基合金およびそのCo基合金からなる鉛フリーはんだ付け装置部材
【課題】鉛フリーはんだ、特に溶融状態のSn−Ag系鉛フリーはんだに対する耐侵食性が優れたCo基合金およびそのCo基合金からなる鉛フリーはんだ付け装置部材を提供する。
【解決手段】Cr:20.0〜35.0%、W:3.0〜15.0%、Fe:0.1〜25.0%、C:0.01〜1.20%、Mn:0.5〜2.0%、Si:0.1〜2.0%を含有し、さらに必要に応じて(a)Ni:1.0〜24.0%、(b)La:0.01〜0.15%およびCe:0.01〜0.15%の内の1種または2種、(c)Mg:0.001〜0.05%の内の1種または2種以上、または前記(a)〜(c)の内の2種以上を含有し、残部がCoおよび不可避不純物からなる組成を有するCo基合金およびそのCo基合金からなる鉛フリーはんだ付け装置部材。
(もっと読む)
連続溶融金属めっき浴中で使用されるロール軸受
【課題】連続溶融金属めっき浴中で使用されるロール軸受において、セラミック軸受と金属製軸受保持器との間に生じる隙間に溶融金属が浸入することを防止できると共に、隙間部分に付着した凝固金属を容易に除去できるようにすること。
【解決手段】ロール軸4aを内周面で支持するセラミック軸受7と、セラミック軸受7の外周側を保持する金属製軸受保持器8とを備え、セラミック軸受7の外周面と金属製軸受保持器8の内周面との間に緩衝材9を嵌装する連続溶融金属めっき浴中で使用されるロール軸受において、使用する緩衝材9を、少なくともの織糸をアルミナ長繊維として絨毯織りしたものとする。また、緩衝材9のロール軸方向両端部には圧縮応力緩和帯9aを設ける。
(もっと読む)
耐亜鉛侵食性が改善された物品
【課題】 溶融亜鉛のバリヤー性(例えば、耐侵食性や難付着性等)、耐磨耗性、表面硬度特性、熱的安定性および高寿命特性において優れている物品の提供。
【解決手段】溶融状態にある亜鉛を含む溶融金属に直接接触する物品であって、該溶融金属が直接接触する物品の表面の一部または全部が鉄−タングステン合金皮膜で被覆されてなることを特徴とする物品。
(もっと読む)
ほうろう用アルミめっき鋼板の製造方法
【課題】 ほうろう層の表面に開口する欠陥である爪飛びの発生を防止または抑制することができるほうろう用アルミめっき鋼板の製造方法を提供する。
【解決手段】 アルミめっき前処理として、水素ガスが含まれる還元雰囲気の形成された還元熱処理炉2中で加熱される際に鋼板4中へ吸蔵された水素を、還元熱処理炉2の下流側に設けられるスナウト3の内部空間3aに形成された窒素雰囲気中で加熱することによって鋼板4から放出させた後、めっきポット6中のアルミ合金の溶湯5に浸漬してほうろう用アルミめっき鋼板を製造する。
(もっと読む)
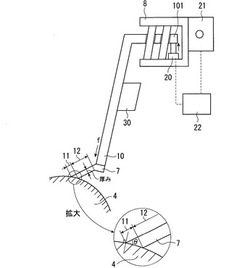
溶融金属めっき浴中ロールの異物除去装置
【課題】 浴中ロールに付着した異物を簡易な機構で効果的に除去できる溶融金属めっき浴中ロールの異物除去装置を提供する。
【解決手段】 浴中ロール4のロール面に先端を当接させるブレード6と、浴中3に沈められて浮力が与えられる浮き7と、該浮きと前記ブレードとを回転可能に支持する軸9とを有し、前記浮力でブレード先端がロール面に押付けられる。ブレード6を円弧状曲板として円弧の曲率中心に軸9を位置させ、および/または、軸9はリンク8を介してブレード後端側を支持するのが好ましい。
(もっと読む)
溶融金属めっき浴用ロール
【課題】使用時に熱衝撃による破壊が防止されるように高耐熱衝撃性を有するとともに、ロールを溶融金属めっき浴から取り出すときにロール内から溶融金属を素早く排出させることができる溶融金属めっき浴用のセラミックスロールを提供する。
【解決手段】鋼板と接触する中空状胴部と、胴部に接合された軸部とからなる溶融金属めっき浴用ロールであって、胴部及び軸部をそれぞれセラミックスで形成してなり、胴部の内面は両端側の大径域Saと中央の小径域Sbとからなり、軸部20は小径部とフランジ部と大径部とを有し、胴部の大径域10aに前記軸部の大径部21cが接合されており、かつ、軸部20には大径部及び前記フランジ部を通る複数の長さ方向溝部25が形成されており、軸部が胴部の両端部に接合された状態では、溝部25は前記ロールの内部に連通する孔26を形成していることを特徴とする。
(もっと読む)
61 - 80 / 90
[ Back to top ]