
Fターム[4K027AE16]の内容
溶融金属による被覆 (10,875) | 制御・管理・検出・計測類の内容 (1,613) | メッキ基材、メッキ済み材に対するもの (317) | 長尺材の走行路位置 (55) | 走行帯材の幅方向の変位 (18)
Fターム[4K027AE16]に分類される特許
1 - 18 / 18
金属帯の安定装置および溶融めっき金属帯の製造方法

【課題】振動抑制用コイルと位置矯正用コイルとの間の誘導電流による振動抑制能力の低下を回避することができる金属帯の安定装置を提供する。
【解決手段】本発明に係る金属帯の安定装置は、オンライン走行中の金属帯2の変位を測定する非接触変位センサと、非接触変位センサからの信号を入力して、振動抑制信号と位置矯正信号とを出力する制御部5と、制御部5から出力される振動抑制信号に従い磁力を発生する振動抑制用コイル7aと、制御部5から出力される位置矯正信号に従い磁力を発生する、振動抑制用コイル7aよりも巻数の多い位置矯正用コイル7bと、振動抑制用コイル7aと位置矯正用コイル7bとが同心に巻かれ、振動抑制用コイル7aおよび位置矯正用コイル7bが発生する磁力を金属帯2へ導くコア6と、位置矯正用コイル7bに給電する電気回路に直列に設けられた誘導電流対策用コイル13aとを備える。
(もっと読む)
電磁制振装置、電磁制振制御プログラム

【課題】上位コンピュータから蛇行量が提供されない使用環境下であっても専用のエッジ位置検出センサや蛇行量検出機器が不要であり、厚み方向に湾曲した状態で幅方向に蛇行して走行する鋼板の振動を適切に抑制可能な電磁制振装置を提供する。
【解決手段】電磁石対2を鋼板Sの幅方向に複数並べ、制御部4によって各電磁石対2の電磁石2A、2B間を走行する鋼板Sの振動を抑制する電磁制振装置1において、電磁石対2に付帯させたセンサ3のオン・オフ状態の切替に基づいて鋼板Sの疑似変位量を算出する疑似変位量算出手段41と、疑似変位量に基づいて各電磁石対2における鋼板Sの補正目標位置を算出する鋼板補正目標位置算出手段42と、各電磁石対2における鋼板Sの位置が補正目標位置となるように電磁石2A,2Bに流す電流量を個別に制御する電流量制御手段43とを備えた制御部4を適用した。
(もっと読む)
電磁制振装置、電磁制振制御プログラム
【課題】上位コンピュータから蛇行量が提供されない使用環境下であっても、専用のエッジ位置検出センサや蛇行量検出機器を必須の構造とすることなく、通常の姿勢で走行する鋼板の振動は勿論のこと、幅方向に蛇行して走行する鋼板の振動を適切に抑制することが可能な電磁制振装置を提供する。
【解決手段】電磁石対2を鋼板Sの幅方向に複数並べ、制御部4によって各電磁石対2の電磁石2A,2B間を走行する鋼板Sの振動を抑制する電磁制振装置1において、電磁石対2に付帯させたセンサのオン・オフ状態の切替に基づいて鋼板Sの疑似変位量を算出する疑似変位量算出手段と、疑似変位量に基づいて鋼板Sの疑似エッジ位置を算出する疑似エッジ位置算出手段と、疑似エッジ位置に基づいて電磁石2A,2Bに流す電流量を個別に制御する電流量制御手段とを備えた制御部4を適用した。
(もっと読む)
ガスワイピング装置
【課題】帯鋼に反りやねじれあるいは振動が発生しても、帯鋼の幅方向端面近傍における、エッジオーバーコートを簡易な構成にて、防止することができるガスワイピング装置を提供することにある。
【解決手段】溶融金属めっき浴11から連続して引き上げられる帯鋼Sに対し、ワイピングノズル13からワイピングガスを吹き付けることにより、帯鋼の表面に余剰に付着した溶融金属を除去して、帯鋼を所定のめっき付着量に制御するガスワイピング装置10であって、対向するワイピングノズル間に搬送される帯鋼の幅方向端面に対向して離間配置され、帯鋼の板厚方向に移動可能なバッフルブロック14を備え、バッフルブロックを帯鋼の板厚方向に移動してバッフルブロックの先端面部14aがワイピングノズルの先端部13aに当接することにより、帯鋼の幅方向端面の外側の空間におけるワイピングノズルを閉塞するようにした。
(もっと読む)
電磁制振装置、電磁制振制御プログラム
【課題】専用のエッジ位置検出センサが不要であり、通常の姿勢で走行する鋼板の振動は勿論のこと、幅方向に蛇行して走行する鋼板の振動を適切に抑制することが可能な電磁制振装置を提供する。
【解決手段】所定方向に走行する鋼板Sの厚み方向に対向配置した電磁石2A、2Bの組である電磁石対2を鋼板Sの幅方向に複数並べ、各電磁石2A、2Bに流す電流を制御する制御部4によって各電磁石対2の電磁石2A、2B間を走行する鋼板Sの振動を抑制する電磁制振装置1であって、制御部4が、入力された鋼板Sの幅寸法及びリアルタイム又は所定時間毎に入力された鋼板Sの蛇行量に基づいて鋼板Sのエッジ位置Seを演算して求めるエッジ位置算出手段41と、エッジ位置算出手段41で求めた鋼板Sのエッジ位置Seに基づいて電磁石2A、2Bに流す電流量を個別に制御する電流量制御手段42とを備えた。
(もっと読む)
溶融めっき設備
【課題】ステアリングロールで蛇行制御を行う場合において、ステアリングロール下流の搬送路の据え付け誤差等によって、調質圧延機を通過する金属帯にずれが生じ、その結果、金属帯に形状不良が発生する問題を解決できる溶融めっき設備を提供する。
【解決手段】溶融めっき設備は、第1センサ21がステアリングロール20の直後における金属帯2の第1偏差量21aを検出し、第2センサ22が調質圧延機10前における金属帯2の第2偏差量22aを検出し、蛇行制御手段23が、第1及び第2センサ21,22からの第1及び第2偏差量21a,22aに基づいてステアリングロール20を傾動させることで、冷却搬送路4及び調質圧延機10前での金属帯2の蛇行を制御する構成である。
(もっと読む)
電磁制振装置、電磁制振制御プログラム
【課題】厚み方向に湾曲した状態で幅方向に蛇行して走行する鋼板の振動を適切に抑制することが可能な電磁制振装置を提供する。
【解決手段】所定方向に走行する鋼板Sの厚み方向に対向配置した電磁石2A、2Bの組である電磁石対2を鋼板Sの幅方向に複数並べ、各電磁石2A、2Bに流す電流を制御する制御部4によって各電磁石対2の電磁石2A、2B間を走行する鋼板Sの振動を抑制する電磁制振装置1であって、制御部4が、リアルタイム又は所定時間毎に入力された鋼板Sの蛇行量に基づいて各電磁石対2における鋼板Sの補正目標位置を演算して求める鋼板補正目標位置算出手段41と、各電磁石対2における鋼板Sの位置が鋼板補正目標位置算出手段41で求めた補正目標位置となるように電磁石2A、2Bに流す電流量を個別に制御する電流量制御手段42とを備えたものとした。
(もっと読む)
ガスワイピング装置
【課題】電磁力により非接触で鋼板の反りを矯正中においても、鋼板の反り量を計測することのできるガスワイピング装置を提供する。
【解決手段】溶融めっき1浴中に連続した鋼板2を侵入させつつ、溶融めっき浴1中に配置したシンクロール3で鋼板2を上向きに方向転換させ、鋼板2に対して浴中ロール4a,4bを両側から接触させた後、溶融めっき1浴中から引き上げた鋼板2に対してワイピングノズル5からガスを吹きつけて余分な溶融金属を払拭するガスワイピング装置において、ワイピングノズル5の上部に、鋼板2に対して電磁力により非接触で反りを矯正させる制振装置8を設置し、制振装置8による鋼板2の弾性変形が減衰する位置に、鋼板2の位置を少なくとも3箇所以上計測可能な1つ以上の距離センサ9を設けた。
(もっと読む)
溶融金属めっき設備
【課題】制振装置とガスワイピング装置及びバッフルプレートとの距離を可及的に短縮して制振装置の性能向上とバッフルプレートの位置決め精度の向上が図れる溶融金属めっき設備を提供する。
【解決手段】溶融金属ポット10から出て上方に向けて走行するストリップSの表,裏面にガスを吹き付けてめっき付着量を制御するワイピングノズル11a,11bと、ストリップSの両端部側方のガス吹付け位置にそれぞれ配設されたバッフルプレート12a,12bと、ワイピングノズルよりストリップ走行方向下流側に配設されてストリップSの表,裏面に電磁力を作用させてストリップSの位置制御を行う制振装置13a,13bと、を備えた溶融金属メッキ設備において、前記制振装置13a,13bに前記バッフルプレート12a,12bを一体的に組み付けた。
(もっと読む)
溶融金属めっき鋼帯製造装置
【課題】ガスワイピング工程でのスプラッシュの発生を低減し、表面外観に優れる溶融金属めっき鋼帯製造装置を提供する。
【解決手段】溶融金属めっき槽9上方でワイピングノズル3からガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯製造装置において、浴面下で浴中サポートロール上方の鋼帯の両側に、浴中サポートロールの外周面の浴面側1/4以上を覆うように形成されたロール被覆部と、その上方に配置され鋼帯に対向するように形成された鋼帯対向部とを備え、前記鋼帯対向部と前記ロール被覆部は鋼帯巾以上の幅を有し、前記鋼帯対向部は前記ロール被覆部の鋼帯側端部に接続されている溶融金属絞り部材1a,1bが、鋼帯及び浴中サポートロールに非接触に配置されるとともに、前記鋼帯対向部の鋼帯対向面の少なくとも一部に、鋼帯端部の溶融金属の流れを鋼帯進行と反対方向でかつ鋼帯端部外側から鋼帯中央に向かう流れにする整流構造を有する。
(もっと読む)
溶融亜鉛メッキ鋼板エッジ部の加熱装置
【課題】高速に移動するメッキ鋼板のエッジ部に対して正確に、かつ十分な昇温能力を有して、エッジ部の均一な合金化ができる溶融亜鉛メッキ鋼板エッジ部の加熱装置を提供する。
【解決手段】合金化炉に向って移動するメッキ鋼板の両側エッジ部に対向配置され、水電気分解ガスを燃焼させた火炎で両側エッジ部を加熱するバーナーと、メッキ鋼板エッジ部の位置を検出するレーザーセンサと、バーナーをメッキ鋼板の幅方向の左右方向に移動させるバーナー移動装置部と、レーザーセンサの検出結果に応じて、バーナーがメッキ鋼板エッジ部に追従するようバーナー移動装置部の動作を制御する加熱制御部と、を有して構成される。さらにバーナーをメッキ鋼板とバーナーとの間隔を調整する前後方向と、バーナーをメッキ鋼板の移動方向である上下方向にも移動可能にすることができる。
(もっと読む)
連続メッキラインの板幅変化量監視方法
【課題】本発明は、入側と出側の板幅を測定して得た縮み量に基づいて炉内張力及びテンションレベラにおける伸び率を制御して鋼板の板幅を一定化することを目的とする。
【解決手段】本発明による連続メッキラインの板幅変化量監視方法は、入側板幅計(20)からの入側板幅(20a)と出側板幅計(11)からの出側板幅(12a)を減算処理して得た縮み量(30)をラインコントローラ(13)に入力し、この縮み量(30)に基づいて炉内張力及びテンションレベラ(9)の伸び率条件の変更を行って板幅制御を行う方法である。
(もっと読む)
ガスワイピング装置
【課題】搬送される帯板の振動を広範囲に抑制させることにより、ワイピング効果を向上させることができるガスワイピング装置を提供する。
【解決手段】溶融金属のめっき浴11から連続して引き上げられる帯鋼Sに対し、ワイピングノズル13からワイピングガスGwを吹き付けることにより、帯鋼Sの表面に余剰に付着した溶融金属を除去して、帯鋼Sを所定のめっき付着量に制御するガスワイピング装置であって、噴射されたワイピングガスGwに随伴する雰囲気ガスGfを、ワイピングノズル13のスリット13c近傍に案内し、このスリット13cから噴射されるワイピングガスGwと共に帯鋼Sの表面に衝突させる。
(もっと読む)
溶融金属めっきの余剰めっき液の除去装置及び溶融金属めっき板の製造方法
【課題】溶融金属めっき後の金属板に表面欠陥等の不具合を発生させることなく、接触ローラを冷却することができる溶融金属めっきの余剰めっき液の除去装置を提供する。
【解決手段】溶融金属めっきが施された金属板の幅方向端面に対向して離間設置されるエッジプレートと、前記金属板の幅方向端面と前記エッジプレートとの間隔を規制するために前記金属板の幅方向端面に接触させる接触ローラ4とを備えた溶融金属めっきの余剰めっき液の除去装置に関する。前記接触ローラ4の内部に冷媒を供給するための冷却手段を備える。冷却手段により接触ローラ4を内部から冷却することができ、接触ローラ4に外部からエアを吹き付ける場合に比べて、溶融金属めっきが施された金属板に対する接触ローラ4の冷却の影響がほとんど無くなる。
(もっと読む)
ガスワイピング装置
【課題】蛇行やねじれが発生しても、帯板における幅方向のめっき付着量を均一にすることができるガスワイピング装置を提供する。
【解決手段】溶融金属のめっき浴11から連続して引き上げられる帯鋼Sに対し、ワイピングノズル51からワイピングガスを吹き付けることにより、帯鋼Sの表面に余剰に付着した溶融金属を除去して、帯鋼Sを所定のめっき付着量に制御するガスワイピング装置であって、ワイピングノズル51を帯鋼Sに対して、このワイピングノズル51における幅方向の中心位置Opが帯鋼Sにおける幅方向の中心位置Osに追随するように、帯鋼Sの幅方向に移動させる。
(もっと読む)
細長い金属帯状片の安定化および視覚的監視のための装置および方法
溶融金属の槽(2)に連続的に通されることによって金属層でコーティングされる細長い金属帯状片(1)を、所定の搬送経路(X)に沿って搬送方向(22)に連続的に搬送される際に視覚的に監視し、安定させるための装置および方法。帯状片(1)は、槽(1)から所定の搬送経路(X)に沿って搬送されるように意図されている。装置は、所定の搬送経路(X)の各側に配置された少なくとも1つの第1組の電磁安定化手段(8、9)を備える電磁安定化装置(7)を備えている。さらに、装置は、空気流を帯状片の搬送方向(22)を横切りかつ帯状片の基本的に全幅を横切る線にて向けることによって帯状片(1)から余分な溶融金属を取り去るためのワイプ装置(4)を備えている。ワイプ装置は、帯状片(1)の各側に配置された少なくとも1つのエアナイフを有する少なくとも1組のエアナイフ(5、6)を備えている。第1の画像読み取り装置(16)が、所定の搬送経路(X)に関する帯状片の実際の位置の複数の画像を取得するように構成されている。第2および第3の画像読み取り装置(19、20)が、帯状片の表面の1つ以上の画像を取得するように構成されている。 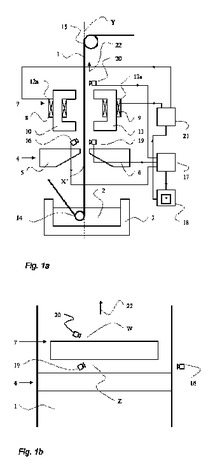 (もっと読む)
(もっと読む)
連続溶融金属めっき方法
【課題】浴中矯正ロールに起因するスリキズ等の品質欠陥の発生を抑制し、また浴機器の交換頻度を低減して生産性を向上し、設備のメンテナンスコストを低減する。
【解決手段】めっき厚を調整するガスワイピングノズルと、ガスワイピングノズル部の金属帯の形状位置を非接触で制御する非接触制御装置と、溶融金属めっき浴中でガスワイピングノズル部の金属帯の形状を矯正する浴中矯正ロールを備える連続溶融金属めっきラインで金属帯に溶融金属めっきする際に、非接触制御装置単独でガスワイピングノズル部の金属帯の形状位置を制御することが可能な金属帯は、浴中矯正ロールを金属帯と接触しないようにして非接触制御装置単独で金属帯の形状位置を制御し、非接触制御装置単独で金属帯の形状位置を制御がすることが困難な金属帯は、浴中矯正ロール単独で、または浴中矯正ロールと非接触制御装置を併用して、金属帯の形状位置を制御する。
(もっと読む)
ガスクッション型ノズル
【課題】走行する鋼帯の非接触支持部あるいはガスシール部で鋼帯の両面が交互に幅方向に弓形に変形するフラッタリング等のバタツキを抑えることができるガスクッション型ノズルを提供すること。
【解決手段】走行する鋼帯1の両面側に対向配置した一対の受圧板2に設けたノズル3より噴射するガスにより静圧を発生させ、鋼帯1を非接触支持あるいはガスシールするガスクッション型ノズルNにおいて、一対の受圧板2,2の中心を、鋼帯1の幅方向中央より鋼帯1の幅方向に互いに反対方向にずらして配置することにより、鋼帯1の両面側に発生させる静圧の鋼帯幅方向分布の頂点を、鋼帯1の幅方向中央より鋼帯1の幅方向に互いに反対方向にずらす。
(もっと読む)
1 - 18 / 18
[ Back to top ]