
Fターム[4K029CA04]の内容
物理蒸着 (93,067) | 被覆処理方法 (12,489) | イオンプレーティング、イオンビーム蒸着 (1,603) | 反応性 (914)
Fターム[4K029CA04]に分類される特許
761 - 780 / 914
合金鋼の高速歯切加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆高速度工具鋼製歯切工具
【課題】合金鋼の高速歯切加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆高速度工具鋼製歯切工具を提供する。
【解決手段】表面被覆高速度工具鋼製歯切工具が、高速度工具鋼基体の表面に、(a)いずれも(Ti,Al,B)Nからなる上部層と下部層で構成し、前記上部層は0.5〜1.5μm、前記下部層は2〜6μmの平均層厚をそれぞれ有し、(b)上記上部層は、いずれも一層平均層厚がそれぞれ5〜20nmの薄層Aと薄層Bの交互積層構造を有し、上記薄層Aは、組成式:[Ti1-(E+F)AlEBF]Nを満足する(Ti,Al,B)N層、上記薄層Bは、組成式:[Ti1-(M+N)AlMBN]Nを満足する(Ti,Al,B)N層、からなり、(c)上記下部層は、単一相構造を有し、組成式:[Ti1-(X+Y)AlXBY]Nを満足する(Ti,Al,B)N層、からなる硬質被覆層を蒸着形成してなる。
(もっと読む)
合金鋼の高速歯切加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆高速度工具鋼製歯切工具
【課題】合金鋼の高速歯切加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆高速度工具鋼製歯切工具を提供する。
【解決手段】表面被覆高速度工具鋼製歯切工具が、高速度工具鋼基体の表面に、(a)いずれも(Ti,Al,Si)Nからなる上部層と下部層で構成し、上部層は0.5〜1.5μm、下部層は2〜6μmの平均層厚をそれぞれ有し、(b)上部層は、いずれも一層平均層厚がそれぞれ5〜20nmの薄層Aと薄層Bの交互積層構造を有し、薄層A及びBは、特定の組成式を満足する(Ti,Al,Si)N層、からなり、(c)下部層は、単一相構造を有し特定の組成式を満足する(Ti,Al,Si)N層、からなる硬質被覆層を蒸着形成してなる。
(もっと読む)
支持装置及びその製造方法

【課題】基材上にPBNを主体として形成された絶縁層を有する静電チャックなどのウエハ支持装置をハロゲン雰囲気やハロゲンプラズマ雰囲気などの腐食雰囲気でも使用可能なものとする。
【解決手段】絶縁層を実質的に被覆する耐食性保護膜を有するウエハ支持装置において、該保護膜が280MPa以下、より好ましくは250MPa以下の圧縮応力を持つことを特徴とする。このような保護膜は、絶縁層上に、Ar流量を5sccm以下、好ましくは0sccmとした反応性イオンプレーティング法により、クラックや剥離を生じないものとして成膜させることができる。
(もっと読む)
蒸着ポリアミド系混合樹脂フィルムロール、およびその製造方法
【課題】スムーズに歩留まり良くラミネートによる製袋加工を行うことができ、ガスバリア性および耐ピンホール性が高くS字カールのない包装物を効率的に得ることが可能な二軸配向蒸着ポリアミド系混合樹脂フィルムロールを提供する。
【解決手段】本発明の蒸着ポリアミド系混合樹脂フィルムロールは、その巻き終わりから2m以内に1番目の試料切り出し部を設け、フィルムの巻き始めから2m以内に最終の切り出し部を設けるとともに、1番目の試料切り出し部から約100m毎に試料切り出し部を設けた場合、各切り出し部から切り出されたすべての試料について、エラストマーの含有率、引張弾性率、沸水収縮率や厚み方向の屈折率等の物性が、所定の範囲の変動幅になるように調整されている。
(もっと読む)
高反応性被削材の高速歯切加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆高速度工具鋼製歯切工具
【課題】高反応性被削材の高速歯切加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆高速度工具鋼製歯切工具を提供する。
【解決手段】表面被覆高速度工具鋼製歯切工具が、高速度工具鋼基体の表面に、(a)いずれも(Ti,Al,Ta)Nからなる上部層と下部層で構成し、前記上部層は0.5〜1.5μm、前記下部層は2〜6μmの平均層厚をそれぞれ有し、(b)上記上部層は、いずれも一層平均層厚がそれぞれ5〜20nmの薄層Aと薄層Bの交互積層構造を有し、上記薄層Aは、組成式:[Ti1-(A+B)AlATaB]Nを満足する(Ti,Al,Ta)N層、上記薄層Bは、組成式:[Ti1-(C+D)AlCTaD]N(を満足する(Ti,Al,Ta)N層、からなり、(c)上記下部層は、単一相構造を有し、組成式:[Ti1-(E+F)AlETaF]Nを満足する(Ti,Al,Ta)N層、からなる硬質被覆層を蒸着形成してなる。
(もっと読む)
合金鋼の高速歯切加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆高速度工具鋼製歯切工具
【課題】合金鋼の高速歯切加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆高速度工具鋼製歯切工具を提供する。
【解決手段】表面被覆高速度工具鋼製歯切工具が、高速度工具鋼基体の表面に、(a)いずれも(Ti,Al,Cr)Nからなる上部層と下部層で構成し、前記上部層は0.5〜1.5μm、前記下部層は2〜6μmの層厚をそれぞれ有し、(b)上記上部層は、いずれも一層平均層厚がそれぞれ5〜20nmの薄層Aと薄層Bの交互積層構造を有し、上記薄層Aは、組成式:[Ti1-(A+B)AlACrB]Nを満足する(Ti,Al,Cr)N層、上記薄層Bは、組成式:[Ti1-(C+D)AlCCrD]Nを満足する(Ti,Al,Cr)N層、からなり、(c)上記下部層は、単一相構造を有し、組成式:[Ti1-(E+F)AlECrF]Nを満足する(Ti,Al,Cr)N層、からなる硬質被覆層を蒸着形成してなる。
(もっと読む)
難削材の切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆超硬合金製切削工具
【課題】 難削材の切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)1〜5μmの平均層厚を有し、かつ、組成式:(Ti1-(X+Y)AlXSiY)N(ただし、原子比で、Xは0.30〜0.70、Yは0.01〜0.10を示す)を満足する(Ti,Al,Si)N層からなる下部層、(b)0.1〜1.5μmの平均層厚を有するCrN層からなる密着接合層、(c)1〜5μmの平均層厚を有し、かつCr2O3の素地に、前記Cr2O3との合量に占める割合で0.1〜5原子%の金属Crが分散分布した組織を有するCr分散Cr2O3層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具
【課題】高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】 表面被覆切削工具が、超硬基体の表面に、あるいは、高速度工具鋼基体の表面に、(a)いずれも(Cr,Al,Zr)Nからなる上部層と下部層で構成し、前記上部層は0.5〜1.5μm、前記下部層は2〜6μmの平均層厚をそれぞれ有し、(b)上記上部層は、いずれも一層平均層厚がそれぞれ5〜20nm(ナノメ−タ−)の薄層Aと薄層Bの交互積層構造を有し、上記薄層A、Bは、特定な組成式を満足する(Cr,Al,Zr)N層、からなり、(c)上記下部層は、単一相構造を有し、組成式:[Cr1-(X+Z)AlXZrZ]N(ただし、原子比で、Xは0.50〜0.65、Zは0.01〜0.10を示す)を満足する(Cr,Al,Zr)N層、からなる硬質被覆層を蒸着形成してなる。
(もっと読む)
高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具
【課題】 高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】超硬基体の表面に、あるいは、高速度工具鋼基体の表面に、(a)いずれも(Ti,Al,Zr)Nからなる上部層と下部層で構成し、上部層は0.5〜1.5μm、下部層は2〜6μmの平均層厚をそれぞれ有し、(b)上部層は、いずれも一層平均層厚がそれぞれ5〜20nmの薄層Aと薄層Bの交互積層構造を有し、薄層A及び薄層Bは各々、特定の組成式を満足する(Ti,Al,Zr)N層、からなり、(c)下部層は、単一相構造を有し特定の組成式を満足する(Ti,Al,Zr)N層、からなる硬質被覆層を蒸着形成してなる。
(もっと読む)
プラズマ表面処理方法、プラズマ処理装置及び被処理物

【目的】例えばDLC膜とバッファ膜といった多層膜を、ドロップレットの影響を受けることなく高純度に、かつ円滑に積層形成することのできるプラズマ表面処理方法、プラズマ処理装置及びそのプラズマ処理装置によって表面処理された被処理物の提供する。
【構成】2種類の第1プラズマ16及び第2プラズマ17を使用する。各プラズマは、第1プラズマ発生部2、第2プラズマ発生部3において真空雰囲気下に設定されたアーク放電部で真空アーク放電を行って発生させる真空アークプラズマである。各プラズマ発生に伴って生じるドロップレット23を分離、除去して、第1プラズマ16及び第2プラズマ17を共通輸送ダクト10を経由してプラズマ処理部1に誘導する。このとき、第1プラズマ16及び第2プラズマ17を共通輸送ダクト10に導入するタイミングを制御して、プラズマ処理部1内のワークW表面に対して積層膜形成等の表面処理加工が行われる。
(もっと読む)
耐熱合金の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具
【課題】 耐熱合金の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】 表面被覆切削工具が、超硬基体の表面に、あるいは、高速度工具鋼基体の表面に、(a)いずれも(Cr,Al,Y)Nからなる上部層と下部層で構成し、前記上部層は0.5〜1.5μm、前記下部層は2〜6μmの平均層厚をそれぞれ有し、(b)上記上部層は、いずれも一層平均層厚がそれぞれ5〜20nm(ナノメ−タ−)の薄層Aと薄層Bの交互積層構造を有し、(c)上記下部層は、単一相構造を有し、上記上部層の薄層Aと薄層Bおよび上記下部層はそれぞれ特定の組成式を満足する(Cr,Al,Y)N層、からなる硬質被覆層を蒸着形成してなる。
(もっと読む)
耐熱合金の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具
【課題】耐熱合金の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】 表面被覆切削工具が、超硬基体の表面に、あるいは、高速度工具鋼基体の表面に、(a)いずれも(Ti,Al,Y)Nからなる上部層と下部層で構成し、前記上部層は0.5〜1.5μm、前記下部層は2〜6μmの平均層厚をそれぞれ有し、(b)上記上部層は、いずれも一層平均層厚がそれぞれ5〜20nm(ナノメ−タ−)の薄層Aと薄層Bの交互積層構造を有し、上記薄層A及びBは、特定な組成式を満足する(Ti,Al,Y)N層、からなり、(c)上記下部層は、単一相構造を有し、特定な組成式を満足する(Ti,Al,Y)N層、からなる硬質被覆層を蒸着形成してなる。
(もっと読む)
硬質皮膜被覆部材
【課題】Al及びCrを必須成分とした硬質皮膜に、潤滑性に優れた皮膜を組み合わせることで特に潤滑特性の改善を行い、耐溶着性も併せ持った硬質皮膜被覆部材を提供することである。
【解決手段】基体表面から、最下層、中間積層部、最上層とからなる硬質皮膜被覆部材において、該中間積層部は、金属成分の組成が(AlWCrXTiYSiZ)、但し、組成は原子%で、W+X+Y+Z=100、の窒化物、ホウ化物、炭化物及び酸化物の何れか又はそれらの固溶体又は混合物からなるA層とB層とが、A層は70<W+X<100、B層は30<Y<100で、層厚方向に交互に積層され、該最上層は、Cr又はCrとSiの窒化物、炭化物、硫化物、硼化物の何れか又はそれらの固溶体又は混合物であることを特徴とする硬質皮膜被覆部材である。
(もっと読む)
SiOタブレットの製造方法、及びSiOタブレット
【課題】 良質で圧壊の生じるおそれが低いSiOタブレットを量産性高く製造する。
【解決手段】 一次焼成済みのSiOタブレットを、真空或いは不活性ガス雰囲気下において、1000℃以上1390℃以下の温度で二次焼成する。或いは、SiO粉末を加圧成形した後、大気炉で1000℃未満の温度で一次焼成し、一次焼成物を、真空或いは不活性ガス雰囲気下において、1000℃以上1390℃以下の温度で二次焼成する。或いは、SiO粉末を加圧成形した後、真空或いは不活性ガス雰囲気下において、1000℃以上1390℃以下の温度で焼成する。
(もっと読む)
耐熱合金の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具
【課題】 耐熱合金の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】超硬基体の表面に、あるいは、高速度工具鋼基体の表面に、(a)いずれも(Cr,Al,B)Nからなる上部層と下部層で構成し、前記上部層は0.5〜1.5μm、前記下部層は2〜6μmの平均層厚をそれぞれ有し、(b)上記上部層は、いずれも一層平均層厚がそれぞれ5〜20nm(ナノメ−タ−)の薄層Aと薄層Bの交互積層構造を有し、上記薄層Aは特定の組成式:[Cr1-(E+F)AlEBF]Nを満足する(Cr,Al,B)N層、上記薄層Bは特定の組成式:[Cr1-(M+N)AlMBN]Nを満足する(Cr,Al,B)N層、からなり、(c)上記下部層は、単一相構造を有し特定の組成式:[Cr1-(X+Y)AlXBY]Nを満足する(Cr,Al,B)N層、からなる硬質被覆層を蒸着形成してなる。
(もっと読む)
被覆超硬合金製ブローチ
【課題】ブローチに適用する超硬合金を最適化することによって、ブローチの精度を長期間維持できる被覆超硬ブローチを提供することを課題とする。
【解決手段】シェル型の被覆超硬合金製ブローチにおいて、該シェルに用いる超硬合金は、WCの平均粒径が1.2μm以下、保磁力が20kA/m以上40kA/m未満、飽和磁化値をRとし、202×Co重量%/100の値をSとした時、飽和磁化比R/Sが、0.65≦R/S≦0.95、更に、該被覆は、金属成分として少なくともAlとCrを含有する窒化物、酸化物、硼化物、硫化物、炭化物のいずれか1種以上の固溶体又は混合物から構成されていることを特徴とする被覆超硬合金製ブローチである。
(もっと読む)
硬質被覆層がすぐれた高温強度を有する表面被覆超硬合金製切削工具
【課題】硬質被覆層がすぐれた高温強度を有する表面被覆超硬合金製切削工具を提供する。
【解決手段】表面被覆超硬合金製切削工具を構成するWC基超硬合金またはTiCN基サーメットからなる基体の表面に蒸着形成される硬質被覆層を、組成式:(Al1-X TiX )N(ただし、原子比で、Xは0.30〜0.55を示す)を満足し、かつ、電界放出型走査電子顕微鏡を用い、表面研磨面の測定範囲内に存在する立方晶結晶格子を有する結晶粒個々に電子線を照射して、前記表面研磨面の法線に対して、前記結晶粒の結晶面である{100}面の法線がなす傾斜角を測定し、特定な傾斜角度数分布グラフを示し、かつ2〜15μmの平均層厚を有する改質(Al,Ti)N層、で構成する。
(もっと読む)
銀鏡およびその製造方法
本発明は、環境に有害な物質を使用せず、より単純な膜構成で、高温高湿環境下での実用的な耐久性に優れ、しかも可視領域で98%以上の分光反射率を有する銀鏡を提供することを課題とする。 本発明は、例えば図1に示すように、基体1上に少なくとも反射膜として銀膜3が形成されてなる銀鏡において、前記銀膜3の両面に直接酸化アルミニウムを主体とする膜2、4が形成された構造を有することを特徴とする。また、前記銀膜3の両面側に形成された酸化アルミニウムを主体とする膜2、4が、いずれも膜密度がバルク比0.95以上(好ましくはバルク比0.97以上)の膜であることを特徴とする。 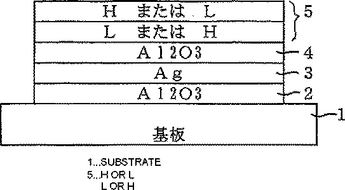 (もっと読む)
(もっと読む)
切削工具用硬質皮膜の製造方法
【課題】高速・高能率切削が可能な、TiAlNよりも耐摩耗性に優れた切削工具用硬質皮膜を得るための有用な製造方法を提供する。
【解決手段】所定の組成および結晶構造を有する硬質皮膜を製造するための方法であって、ターゲットを構成する金属の蒸発およびイオン化をアーク放電にて行うアークイオンプレーティング法において、該ターゲットの蒸発面にほぼ直交して前方に発散ないし平行に進行する磁力線を形成し、この磁力線によって被処理体近傍における成膜ガスのプラズマ化を促進すると共に、前記被処理体に印加するバイアス電位をアース電位に対して−50V〜−300Vとして成膜する。
(もっと読む)
合金鋼の高速ドライ歯切加工で硬質被覆層がすぐれた潤滑性を発揮する表面被覆高速度工具鋼製歯切工具
【課題】高速ドライ歯切加工で硬質被覆層がすぐれた潤滑性を発揮する表面被覆高速度工具鋼製歯切工具を提供する。
【解決手段】歯切工具が、高速度工具鋼基体の表面に、(a)(Ti,Al,V)Nからなる上部層と下部層で構成し、前記上部層は0.5〜1.5μm、前記下部層は2〜6μmの層厚をそれぞれ有し、(b)上記上部層は、いずれも5〜20nmの層厚を有する薄層Aと薄層Bの交互積層構造を有し、上記薄層Aは、組成式:(Ti1-(A+B)AlAVB)N(ただし、原子比で、Aは0.01〜0.10、Bは0.50〜0.70を示す)を満足する(Ti,Al,V)N層、上記薄層Bは、組成式:(Ti1-(C+D)AlCVD)Nを満足する(Ti,Al,V)N層、からなり、(c)上記下部層は、単一相構造を有し、組成式:(Ti1-(E+F)AlEVF)Nを満足する(Ti,Al,V)N層、からなる硬質被覆層を蒸着形成してなる。
(もっと読む)
761 - 780 / 914
[ Back to top ]