
Fターム[4K033TA06]の内容
電磁鋼板の製造 (7,545) | 磁性薄板材料の表面処理 (384) | 歪付与 (69) | レーザ処理による歪付与 (34)
Fターム[4K033TA06]に分類される特許
1 - 20 / 34
三相変圧器用鉄心
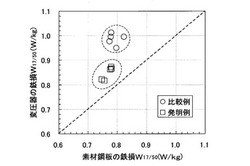
【課題】素材鋼板から積鉄心にしたときの鉄損特性の劣化が小さい方向性電磁鋼板を開発し、もって、BFが小さく鉄損が低い三相変圧器用鉄心を提供する。
【解決手段】Siを1.5〜5.0mass%含有し、二次再結晶粒の平均粒径が30mm以上であり、二次再結晶粒の理想方位{110}<001>からの圧延面法線方向(ND)周りのずれ角αの平均が3.70°以下、理想方位{110}<001>からの圧延直角方向(TD)周りのずれ角βの平均が2.50°以下であり、板厚が0.1〜0.2mmである磁区細分化処理が施されてなる方向性電磁鋼板を積層した三相変圧器用鉄心。
(もっと読む)
鉄損特性に優れる方向性電磁鋼板の製造方法

【課題】製品コイルの全長にわたって低鉄損の方向性電磁鋼板を製造する。
【解決手段】mass%で、C:0.001〜0.10%、Si:1.0〜5.0%、Mn:0.01〜0.5%、sol.Al:0.003〜0.050%、N:0.0010〜0.020%、SおよびSeのうちから選ばれる1種または2種:合計0.005〜0.040%を含有する鋼スラブを熱間圧延し、冷間圧延し、一次再結晶焼鈍し、仕上焼鈍する方向性電磁鋼板の製造方法において、上記一次再結晶焼鈍の昇温過程におけるT1(℃):500+2×(NB−NA)とT2(℃):600+2×(NB−NA)との間の昇温速度S1を80℃/sec以上とし、かつ、温度T2〜750℃の間の平均昇温速度S2を、上記S1の0.1〜0.7倍とする。ここで、上記式中の、NAは冷延後の析出N量、NBは一次再結晶焼鈍後の析出N量。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】製品コイル内の鉄損が均一かつ極めて低い極薄方向性電磁鋼板の製造方法を提案する。
【解決手段】mass%で、C:0.04〜0.12%、Si:1.5〜5.0%、Mn:0.01〜1.0%、sol.Al:0.010〜0.040%、N:0.004〜0.02%、SおよびSeを合計で0.005〜0.05含有する鋼スラブを熱間圧延し、冷間圧延し、一次再結晶焼鈍し、仕上焼鈍する方向性電磁鋼板の製造方法において、前記鋼スラブにおけるsol.AlとNの含有量の比(sol.Al/N)と、二次再結晶焼鈍時の鋼板板厚d(mm)とが、4d+1.52≦sol.Al/N≦4d+2.32の式を満たし、かつ、前記仕上焼鈍の加熱過程で二次再結晶前の鋼板を775〜875℃の温度に40〜200時間保持した後、875〜1050℃の温度域を昇温速度10〜60℃/hrで加熱し、二次再結晶と純化処理を施す。
(もっと読む)
低鉄損方向性電磁鋼板の製造方法
【課題】中間焼鈍において、従来技術よりも効率よく脱炭することができ、薄物でも安定して低鉄損が得られる方向性電磁鋼板の有利な製造方法を提案する。
【解決手段】C:0.02〜0.15%、Si:2.0〜7.0%、Mn:0.005〜0.3%、酸可溶性Al:0.01〜0.05%、N:0.002〜0.012%、SおよびSeのうちから選ばれる1種または2種を合計で0.05%以下を含有する鋼スラブを熱間圧延し、1回以上の中間焼鈍を挟む2回以上の冷間圧延を施して最終板厚とした後、一次再結晶焼鈍を施し、その後、仕上焼鈍を施す一連の工程からなる方向性電磁鋼板の製造方法において、上記いずれかの中間焼鈍において、鋼板表面に鉄系酸化物層を形成し、必要に応じて還元して純鉄層を形成した後、脱炭することを特徴とする方向性電磁鋼板の有利な製造方法。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】歪取り焼鈍を施した場合であっても、より効果的に、鋼板の鉄損を低減させる溝を形成をした方向性電磁鋼板を提供する。
【解決手段】方向性電磁鋼板の圧延方向に対して交差する方向に、レーザまたは電子ビームを、パルス状に照射して線状溝を形成するに際して、鋼板のエッジ部の一端から他端にわたる1条の照射で形成する溝幅を、最終の溝幅よりも小さな溝幅とし、かつ2条以上の照射で、最終溝幅の線状溝とする。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】レーザーまたは電子ビーム照射を用いて、フォルステライト被膜を有する仕上げ焼鈍済みの方向性電磁鋼板に、平坦化焼鈍後に磁区細分化処理を施すに際し、レーザーまたは電子ビーム照射に伴う絶縁被膜の損傷を回避することで、鋼板の鉄損低減、層間抵抗の確保および鋼板外観の維持を実現する方法を提供する。
【解決手段】平坦化焼鈍処理を施す際に、リン酸塩およびシリカを主体とする絶縁コーティング処理を施すものとし、その際、上記処理温度を850℃以上、かつ焼鈍炉内における鋼板に対する付与張力を10MPa以下とし、その後、該鋼板の圧延方向と交差する向きにレーザーまたは電子ビームを照射する磁区細分化処理を施す。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】実機トランスに組上げた場合に、優れた鉄損特性、騒音特性を有する方向性電磁鋼板を提供する。
【解決手段】最終仕上げ焼鈍後または張力コーティング処理後に、電子ビーム照射による磁区細分化処理を行う場合に、電子ビームの出力に応じて、一点当たりの滞留時間tと点間隔Xとの関係を次の範囲に制御する。(1)ビーム出力が600W未満の場合には、0.05≦2(Da・t)1/2/X≦1.5(2)ビーム出力が600〜1200Wの場合には、0.03≦2(Da・t)1/2/X≦0.8(3)ビーム出力が1200W超の場合には、0.01≦2(Da・t)1/2/X≦0.2但し、Da:熱拡散率(22.7×10-6m2/s at 300K in Fe)、t:一点当たりの滞留時間(s)、X:点間隔(mm)
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】磁気特性に優れた方向性電磁鋼板およびその製造方法を提供する。
【解決手段】mass%で、C:0.002〜0.100%、Si:2.0〜8.0%、Mn:0.005〜1.00%、Al:0.010%以下、N:0.005%以下、S:0.005%以下、Se:0.005%以下で含有し、さらにNb:0.001〜0.015%を含み、残部はFeおよび不可避的不純物からなる成分組成を有するスラブに対して熱間圧延し、次いで、1回もしくは中間焼鈍を挟む2回以上の冷間圧延を施し再結晶焼鈍を施す。次いで、仕上焼鈍後、仕上焼鈍温度から600℃まで0.3℃/分以下の平均冷却速度で冷却する。このように製造される方向性電磁鋼板は、固溶Nb量が0.0006%以下となる。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】 レーザ光を照射することにより方向性電磁鋼板の表面に溝を形成して当該方向性電磁鋼板における磁区を制御するに際し、当該溝の縁の部分に形成される溶融物の高さを低減すると共に、当該方向性電磁鋼板に対する当該レーザ光の焦点位置の変動によって生じる当該溝の深さの変動を低減する。
【解決手段】 仕上焼鈍後の方向性電磁鋼板100、又は、仕上焼鈍後に表面に絶縁皮膜が形成された方向性電磁鋼板100の表面に、噴流水柱C内に閉じ込められた状態でレーザ光Lを照射して、幅Wが5[μm]以上200[μm]以下であり、深さDが方向性電磁鋼板100の板厚の4[%]以上15[%]以下であり、長手方向が方向性電磁鋼板100の圧延方向に対し±15[°]以内の方向にある複数の溝101を、方向性電磁鋼板100の圧延方向において2[mm]以上15[mm]以下の間隔Iで形成するようにした。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】パルスレーザを表面に照射して該表面上に点列状の照射痕を形成することにより鉄損を低減させる方向性電磁鋼板の製造方法において、該鋼板を用いて作製した変圧器鉄心を励磁する際に発生する騒音を低減する方途を提供する。
【解決手段】二次再結晶焼鈍後の方向性電磁鋼板の表面に、パルス状のレーザを圧延方向と交差する方向に走査し、鋼板の表面に照射痕を交差方向に伸びる点列状に形成して磁区細分化処理を施すに当たり、照射痕相互の間隔を、従来技術のように等間隔とはせずに、変化させて不等とする。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】磁区細分化処理により低鉄損を実現した方向性電磁鋼板において、変圧器鉄心等に積層して使用した場合に鉄心が発生する騒音を低減させる方途について提案する。
【解決手段】鋼板表面における被膜のクラック総長さが10000μm2当たり20μm以下である方向性電磁鋼板に、該鋼板の圧延方向と交差する方向へ線状に導入する熱歪みによる、磁区細分化を、前記圧延方向に所定間隔の下に施して、鋼板の反りを前記圧延方向長さ500mm当たり3mm以下とする。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】電子ビームやレーザー照射での反りを解消した場合においても、磁気特性の改善効果を十二分に享受し得る方途について提供する。
【解決手段】仕上げ焼鈍済みの方向性電磁鋼板に、該鋼板の圧延方向と交差する向きに電子ビームやレーザーを照射する、磁区細分化処理を施すに当り、前記電子ビームやレーザーの照射直前の鋼板に反りを付与し、該反りの凸面側に電子ビームやレーザーを照射して該鋼板を平坦に矯正する。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】実機トランスに組上げた場合に、優れた低騒音性を発現する電子ビーム照射による磁区細分化処理を行った方向性電磁鋼板を提供する。
【解決手段】鋼板の歪導入側のフォルステライト被膜の膜厚Waと歪非導入側のフォルステライト被膜の膜厚Wbの比(Wa/Wb)が0.5以上で、かつ歪導入側の鋼板面における磁区不連続部の平均幅が150〜300μm、歪非導入側の鋼板面における磁区不連続部の平均幅が250〜500μmとする。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】鉄損劣化要因を排除した磁区細分化処理が施された、低鉄損の方向性電磁鋼板を提供する。
【解決手段】鋼板表面にフォルステライト被膜を有し、該被膜中および該被膜と鋼板との界面のいずれか少なくとも一方に、Seの濃化部を有し、該濃化部の存在割合が面積率で鋼板表面10000μm2当たり2%以上である方向性電磁鋼板に、電子ビーム照射による磁区細分化処理を施す。
(もっと読む)
方向性電磁鋼板
【課題】磁区細分化処理により鉄損を低減させた方向性電磁鋼板について、変圧器鉄心に積層して使用した場合に発生する騒音を効果的に低減することが可能な方向性電磁鋼板を提供する。
【解決手段】処理痕跡のない歪みを導入して磁区構造を変化させた方向性電磁鋼板において、磁束密度B8を1.92T以上とした上で、歪み導入処理前の平均磁区幅W0に対する歪み導入処理後の処理面の平均磁区幅Waの比をWa/W0<0.4とし、かつ非処理面の平均磁区幅Wbに対する該Waの比をWa/Wb>0.7とし、さらに歪み導入処理による処理面の磁区不連続部の平均幅Wcに対する非処理面の磁区不連続部の平均幅Wdの比をWd/Wc>0.8、かつWc<0.35mmとする。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】レーザー照射による磁区細分化技術に工夫を加えることにより、鉄損を効果的に低減させ得る方向性電磁鋼板の製造方法を提供する。
【解決手段】方向性電磁鋼板の製造工程中、最終仕上げ焼鈍工程において、鋼板表面に形成されるフォルステライト被膜の目付量を4.0 g/m2以上、平均粒径を0.9μm 以下とし、かつ磁束密度B8を1.91T以上とした方向性電磁鋼板に対して、
波長が0.2μm以上、0.9μm以下のレーザー光を、鋼板の圧延方向と交差する方向に線状に繰り返して照射する。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】近年の低鉄損化の要求に応えた方向性電磁鋼板を提供する。
【解決手段】レーザー照射により磁区細分化を行う、磁束密度B8が1.91T以上の方向性電磁鋼板において、フォルステライト被膜中のN含有量を3.0質量%以下に抑制する。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】レーザー照射面での反りの問題および平坦化焼鈍における張力付与膜の部分破壊の問題を同時に解消し、磁区細分化効果並びに張力付与効果を十二分に享受し得る方途について提供する。
【解決手段】コイル状に巻き取った方向性電磁鋼板に仕上げ焼鈍を施し、次いで平坦化焼鈍を施してから、該鋼板の圧延方向と交差する向きにレーザーを照射する、磁区細分化処理を施すに当り、前記平坦化焼鈍後の鋼板に前記コイル由来の反りを残存させ、該反りの凸面側にレーザーを照射して該鋼板を平坦に矯正する。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】実機トランスに組上げた場合に、優れた低騒音性および低鉄損特性を発現するレ
ーザー照射または電子ビーム照射による磁区細分化処理を行った方向性電磁鋼板を提供す
る。
【解決手段】フォルステライト被膜および張力コーティングにより、鋼板に付与する合計
張力が、圧延方向で10.0MPa以上、圧延方向に対して直角方向で5.0MPa以上で、かつこれ
らの合計張力が、次式の関係を満足する。
1.0 ≦ A/B ≦ 5.0
A: 圧延方向のフォルステライト被膜および張力コーティングによる合計張力
B: 圧延方向に対して直角方向のフォルステライト被膜および張力コーティングに
よる合計張力
(もっと読む)
方向性電磁鋼板の製造方法
【課題】2回以上の冷延を利用して製造する方向性電磁鋼板において、オーステナイト−フェライト変態を利用して二次再結晶後に優れた磁気特性を発現させる。
【解決手段】所定の成分組成になる鋼スラブを素材とし、2回以上の冷延を利用して方向性電磁鋼板を製造するに際し、最終冷間圧延を除くいずれかの冷間圧延に先立って、500℃以上750℃以下の温度範囲で、10分以上480時間以下の熱処理を行う。
(もっと読む)
1 - 20 / 34
[ Back to top ]