
Fターム[4K034FB09]の内容
熱処理一般;主に搬送、冷却 (3,884) | 冷却関連装置 (331) | 冷却ノズル (208) | 配置 (48)
Fターム[4K034FB09]に分類される特許
1 - 20 / 48
方向性電磁鋼板の仕上焼鈍設備と仕上焼鈍方法
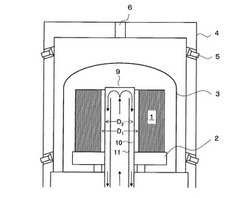
【課題】方向性電磁鋼板をバッチ式の箱型焼鈍炉を用いて仕上焼鈍する際のコイル内温度分布の不均一を改善し、形状不良および鉄損劣化を抑制することができる仕上焼鈍設備と、その設備を用いた仕上焼鈍方法を提案する。
【解決手段】コイル置台上にアップエンドに載置されたコイル内径部に挿入される、上方を閉じた外管とその内部に円筒状の内管を有する2重管構造の冷却管を立設した仕上焼鈍設備を用い、上記2重管構造の冷却管内に冷却ガスを流して外管を冷却しながら仕上焼鈍することで、コイル内周面における、加熱過程での温度上昇を抑制すると共に冷却過程での冷却を促進し、コイル内温度分布の不均一を改善する。
(もっと読む)
噴射ノズル並びに噴射ノズル装置及び噴霧方法

【課題】噴霧量が大きく変化しても鋼板などを安定して均一に冷却でき、かつ鋳片や鋼板などの冷却速度を広い範囲で制御できる噴射ノズルを提供する。
【解決手段】液体を旋回可能な液体流路2と、気体を旋回可能な気体流路7と、前記各流路を通過して合流した液体と気体とを混合するための混合室9と、前記混合室で生成したミストを噴射するための噴射口12とを備えた筒状の噴射ノズル1において、前記気体流路の旋回方向と前記液体流路の旋回方向とを逆方向とする。この噴射ノズルは、ノズル中心軸線に沿って円筒状の液体流路2を設け、この液体流路2に液体旋回部材5が配設されているとともに、液体流路の外周に隔壁8を隔てて気体流路7を設け、この気体流路7に気体を旋回可能な気体流入口7aが形成されていてもよい。
(もっと読む)
熱処理鋼材又は曲げ部材の製造装置及び製造方法
【課題】閉じた横断面形状を有するとともに軸方向へ搬送される鋼材を、長手方向及び/又は周方向への加熱温度の変動を抑制しながら加熱して、熱処理鋼材を製造する。
【解決手段】長手方向の第1の端部17aを先頭として長手方向へ送られる鋼管17の外面17cから離間して第1の位置Aに配置され、鋼管17をAc3点以上に加熱する誘導加熱コイル12aと、第1の位置Aよりも鋼管17の送り方向の下流の第2の位置Bで鋼管17の外面17cに冷却水13bを吹き付けることによって、誘導加熱コイル12aによる鋼管17の加熱位置P1と冷却水13bの鋼管17への吹き付け位置P2との間に赤熱部17dを形成しながら、鋼管17を焼入れる冷却機構13と、赤熱部17dの温度測定機構14と、温度測定機構14の測定結果に基づいて、誘導加熱コイル12aへの電力の投入量をフィードバック制御する投入電力制御機構15とを備える製造装置10である。
(もっと読む)
長尺鋼材の焼入れ方法
【課題】安価な熱処理設備で、長尺の鋼材における周方向の焼入れ硬さの均一化を達成する方法の提供である。
【解決手段】この焼入れ方法は、長尺の鋼材8を加熱する工程と、加熱された鋼材8を搬送しつつ、この鋼材8に冷却剤を噴射して冷却する工程と、を含む。この冷却剤の噴射速度Vが1m/sを超え30m/s以下であり、噴射角度θが5°以上35°以下である。好ましくは、冷却剤の噴射速度Vが1m/sを超え10m/s以下であり、噴射角度θが15°以上35°以下である。好ましくは、冷却剤の噴射速度Vが10m/sを超え20m/s以下であり、噴射角度θが10°以上30°以下である。好ましくは、冷却剤の噴射速度Vが20m/sを超え30m/s以下であり、噴射角度θが5°以上25°以下である。
(もっと読む)
回転冷却装置
【課題】冷却位置や時間を調整し易く、しかも冷却装置の小型化が可能な回転冷却装置を提供する。
【解決手段】回転駆動される回転軸部61cと、回転軸部61cに支持されて回転軸部61cと共に回転可能な回転テーブル61と、回転テーブル61に設けられて複数のワークWをそれぞれ支持する複数の受承部61hと、回転テーブル61の複数の受承部61hの近傍位置毎に設けられ、受承部61hに支持されたワークWに冷却液を吹き付ける冷却具62と、複数の冷却具62毎に冷却液を供給可能な複数の供給経路614,615,616と、複数の供給経路614,615,616毎に開閉制御可能に設けられた複数の開閉弁611b,612b,613bと、を備えている。
(もっと読む)
熱処理方法
【課題】被処理物の組織の不均一化及び曲りを抑制できる熱処理方法の提供。
【解決手段】焼入れ温度に保持された被処理物を、該被処理物の組織がマルテンサイト組織に変態し始める変態点Msの近傍であって該変態点Msより高い目標温度Taまで、ミスト状の冷却液を供給してミスト冷却する第1工程S1と、第1工程S1の後の被処理物を、ミスト状の冷却液の供給を停止して所定時間保持する第2工程S3と、第2工程S3の後の被処理物を、変態点Ms以下の温度まで冷却する第3工程S4とを有するという熱処理方法を採用する。
(もっと読む)
長尺鋼材の焼戻し後の連続冷却方法およびその装置
【課題】 長尺鋼材の熱処理の焼戻し後に焼戻し温度から冷却する際、冷却による長尺鋼材の曲がりを防止し靱性などに優れた長尺鋼材を製造する方法および装置を提供する。
【解決手段】 棒鋼又は鋼管からなる長尺鋼材の熱処理の焼戻し処理後の冷却において、冷却ゾーン4の長尺鋼材2の上下に複数の水冷ノズル6を配置し、水冷ノズル6の向きを長尺鋼材2に対して20°以上45°以下の角度とし、水冷ノズル6は熱処理の水冷開始温度から250℃(好ましくは100℃)まで長尺鋼材2の赤熱部3の表面を冷却し得る水量を備え、冷却速度を400℃/秒以上としている。この装置により長尺鋼材2の冷却ゾーン4の上下に切れ目なく配置の水冷ノズル6から水流角度20°以上45°以下で長尺鋼材2に噴射し、鋼材表面の冷却速度を400℃/秒以上として長尺鋼材2を熱処理温度から250℃(好ましくは100℃)まで冷却する。
(もっと読む)
ミスト冷却装置、熱処理装置及びミスト冷却方法
【課題】被処理物を広い範囲の冷却速度で冷却できるミスト冷却装置、熱処理装置及び冷却方法を提供すること。
【解決手段】本発明は、加熱された被処理物Mに冷却用ミストを噴射して冷却するミスト冷却装置3であって、冷却用ミストを噴射する第1ノズル35と、該第1ノズル35から噴射される冷却用ミストの粒径より小さい粒径の冷却用ミストを噴射する第2ノズル45とを有する、という構成を採用する。
(もっと読む)
霧状スプレーによって材料を冷却するための方法及び装置
本発明は、材料を焼き戻すための方法及び装置に関する。
本発明によれば、1つ以上の液体が少なくとも1つの噴霧器によって液滴に霧化され、液滴の少なくとも一部が高温材料の表面と衝突して気化し、これによって熱エネルギーが高温材料の表面層から除去されるよう、これらの液滴が高温材料の表面に向かって誘導される。衝突部材を使用して、液滴のサイズをさらに小さくすることができる。液滴は、別個の誘導用ガス流によって表面に誘導することができる。
(もっと読む)
鋼管の熱処理方法及び熱処理設備
【課題】鋼管の全体を反りなどの変形を生じさせることなく均一に熱処理することができ、鋼管の内部への冷却水の浸入によるトラブル発生のおそれもない鋼管の熱処理方法及び熱処理設備を提供する。
【解決手段】下り勾配を持たせて配置された多数のローラ2によって鋼管Pを回転させながら、インダクションヒータ3と保持炉4と冷却装置5との内部を順次移動させ、昇温、保持、急冷の熱処理を施す。搬送経路1に3〜6°の下り勾配を持たせたことにより、鋼管Pの内部への冷却水の浸入が抑制され、均一な熱処理が可能となる。
(もっと読む)
真空熱処理炉及び熱処理対象物支持装置
【課題】処理室内に設置した熱処理対象物を冷却するにあたり、前記処理対象物の冷却の不均一を抑制すること。
【解決手段】真空熱処理炉10は、処理室13と、支持部と、回転部16とを含む。処理室13は、熱処理対象物11を加熱し、加熱した熱処理対象物11を冷却ガス12でガス冷却する。支持部は、処理室13内に設けられて、熱処理対象物11の長手方向が処理室13への冷却ガス12の入口から出口に向かうように、熱処理対象物11を支持するものであり、支持部材19と、環状部材20と、取り付け治具21とで構成される。回転部16は、熱処理対象物11と当接しており、自身が回転することで熱処理対象物11を回転させる。
(もっと読む)
熱処理装置
【課題】熱処理室の径方向の寸法を小さくすることによって装置の小型化を実現すると共に、熱処理室内でのガスのスムーズな流れを確保することにより被処理物を均一に熱処理する。また被処理物に熱処理を施すガスの圧力損失を小さくすることによって高性能なファンを不要とし、装置コスト、運転コストを削減する。
【解決手段】被処理物を熱処理室に搬入または搬出するため若しくは点検を行うための扉を有する熱処理装置において、上記扉に上記被処理物を冷却するファンと、ファンにより流れを与えられたガスと熱処理室の外部から熱処理室の内部に導かれる冷媒とを熱交換する熱交換器12と、熱交換器12のガスの流入面に設けられると共にガスを分散させた状態で熱交換器12にガスを送り込むガス分散部16とを設ける。
(もっと読む)
熱処理装置
【課題】熱処理室の径方向の寸法を小さくすることによって装置の小型化を実現すると共に、熱処理室内でのガスのスムーズな流れを確保することにより被処理物を均一に熱処理する。また被処理物に熱処理を施すガスの圧力損失を小さくすることによって高性能なファンを不要とし、装置コスト、運転コストを削減する。
【解決手段】被処理物Xを熱処理室2に搬入または搬出するため若しくは点検を行うための扉5を有する熱処理装置において、上記扉5に上記被処理物Xを冷却するファン13を設け、ガスを被処理物X全体に吹き付けるガス吐出枝管30を備える。
(もっと読む)
丸棒用冷却装置
【課題】冷却対象を丸棒とした場合に、丸棒2を均一に冷却することが簡単に行うことができるようにする。
【解決手段】冷却対象である丸棒2が内部に配置される筒体3と、筒体3内に周方向の同一断面当たり2個以上の冷却ノズル4とを備え、冷却ノズル4は、当該冷却ノズル4から噴射された冷却媒体が筒体3の内壁に当たるように配置されている。冷却ノズル4は、筒体3の周方向に等間隔で配置されている。冷却ノズル4の水平角度及び筒体3内に配置する同一断面の冷却ノズル4の個数を丸棒2の半径及び筒体3の半径より設定する。
(もっと読む)
棒状または管状の金属材の冷却装置および冷却方法
【課題】支持台上に載置された棒状または管状の金属材に水スプレーを吹付けて均一に冷却するとともに、熱処理後の曲りを低減することができる冷却装置および冷却方法を提供する。
【解決手段】支持台上に載置された棒状または管状の金属材に水スプレーを吹付けて冷却する冷却装置であって、前記水スプレーを吹付けるノズルは、前記棒状または管状の金属材の上下に非対称に配置されていることを特徴とする棒状または管状の金属材の冷却装置および冷却方法。
(もっと読む)
棒鋼の製造設備
【課題】従来冷間加工前にオフラインで施されていた熱処理を省略することができる棒鋼の製造設備を提供する。
【解決手段】加熱炉及び/又は誘導加熱炉の後段に、粗圧延機、中間圧延機、仕上圧延機及び切断機を有する棒鋼の製造設備であって、前記各種圧延機の入り側または出側もしくは前記粗圧延機または前記中間圧延機内のスタンド間の位置において一ヶ所または二ヶ所以上に誘導加熱装置を有するとともに、前記切断機の出側に切断後の棒鋼を急速冷却する水冷設備を有することを特徴とする棒鋼の製造設備。
(もっと読む)
ワークの熱処理装置およびワークの熱処理方法
【課題】ワークの変形を抑えつつ材料特性を高めることができる、ワークの熱処理装置およびワークの熱処理方法を提供する。
【解決手段】第1パレットP1に載置された状態で加熱されたワークWを焼入れブース3内でエアにより焼入れする焼入れ工程において、ワークWは第1パレットP1から当該第1パレットP1とは別の第2パレットP2に載せ替えられる。
(もっと読む)
鋼板の冷却方法および装置
【課題】弱冷での板面内の冷却ムラを防止する鋼板の冷却方法及び装置を提供する。
【解決手段】上下に配置したノズル群22、21からの水吹き付けにより冷却する鋼板の冷却方法であって、前記上下のノズル群を鋼板搬送方向に複数のゾーンZ1、Z2、Z3に分割してゾーンごとおよび上下ごとに独立の水量オンオフ制御を可能とし、最弱冷するときは最上流側のゾーンの下ノズル群のみオンに設定し、より強く冷却するときは、下ノズル群のみオンに設定するゾーンを、必要となる冷却強さの昇順に順次最下流側まで増やし、さらなる冷却強さの昇順に最上流側のゾーンから順次上ノズル群をオンに設定して、冷却を行う。
(もっと読む)
鋼線材のインライン熱処理方法およびその装置
【課題】内部に強噴流を生じさせた冷却槽内でルーズコイルの冷却を行う際に、強冷却による熱処理を可能とするとともに、加熱されたルーズコイルを、冷却する線材の熱処理方法において発生する、熱処理された線材の場所による強度ばらつきを低減し、高強度の鋼線材を得る。
【解決手段】整流板を冷却槽内の液面近傍に配置することにより、溶融塩が流動する冷却槽底部から噴出させた溶融塩を槽外部に噴出させることなく、また、噴流の流速分布を制御することにより、鋼線材ルーズコイルを浸漬冷却して高強度かつ均一な材質の鋼線材を得る。
(もっと読む)
鋼材の冷却方法及び装置
【課題】限られた個数のノズル、限られた段数の冷却ヘッダー管であっても、鋼材の幅方向の冷却ムラの抑制を可能にする。
【解決手段】鋼材の搬送経路に沿って、パスラインを挟んで設けられ、パスライン上を搬送される鋼材を冷却する、少なくとも1個の冷却ノズル6を備えた少なくとも1本の冷却ヘッダー管1と、鋼材の搬送方向と直交する断面において、冷却ノズル6から噴射する冷却媒体の鋼材と平行な方向の到達位置が変化可能なように、例えば冷却ヘッダー管を、所定の角度だけ正逆回動させる装置を備えた冷却装置を用い、前記冷却ヘッダー管1を、所定の角度だけ正逆回動しつつ冷却する。
【効果】TMCP(熱加工制御)型極厚H形鋼などの鋼材を、冷却ノズルで冷却する際に、高額の設備投資を行わずに、鋼材の寸法が変化しても、冷却ムラを抑制して、性能の断面内ばらつきを抑制できる。
(もっと読む)
1 - 20 / 48
[ Back to top ]