
Fターム[4K042DE05]の内容
Fターム[4K042DE05]に分類される特許
221 - 224 / 224
超合金部材内の残留応力を最小限に抑える方法、超合金部材の修理方法、および超合金部材
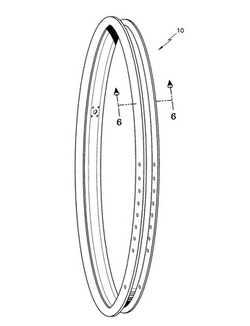
【課題】 鉄−ニッケル−コバルト基超合金ガスタービンエンジン部材を修理するためのシステムおよび方法が提供される。
【解決手段】 方法は、部材10を約2000°F±25°Fに加熱し、部材を約1時間約2000°F±25°Fに保持し、部材を空気中での冷却と同等の速度で約700°Fより下に冷却することにより、部材を溶体化熱処理し; 部材を約1325°F±25°Fに加熱し、部材を約8時間約1325°F±25°Fに保持し、部材を約100°F/時の最大速度で約1150°F±25°Fに冷却し、部材を約8時間約1150°F±25°Fに保持し、部材を所定の冷却速度で冷却することにより、部材を析出熱処理することで、溶接修理された鉄−ニッケル−コバルト基超合金部材内の溶接後残留応力を最小限に抑える。十分に機械加工されかつ溶接修理された部材の寸法は、特注設計の炉器具によって溶体化熱処理および析出熱処理中、維持される。
(もっと読む)
冷間加工性と焼き入れ性に優れた電縫鋼管とその製造方法
【課題】 自動車および機械構造用中・高炭素鋼管には、加工性と加工後の焼き入れによって十分な強度(硬さ)を確保することが要求されている。本発明では球状化熱処理により優れた加工性と優れた焼き入れ性を有する電縫鋼管とその製造方法を提供することを目的としている。
【解決手段】 質量%でC:0.25〜0.50%、Si:0.35%以下、Mn:0.60〜1.50%、S:0.0025以下、P:0.010%以下を含み、その管軸方向に垂直な断面において最大長さが2μm以下のセメンタイトが全セメンタイトに対して面積率で60%以上であり、さらにフェライトの結晶粒の円相当直径が5μm以上であることを特徴とする冷間加工性と焼入れ性に優れた電縫鋼管。
(もっと読む)
冷間仕上げ継目無鋼管
本発明の冷間仕上げ継目無鋼管によれば、冷間加工後の矯正加工によって発生する残留応力を制御し、クランプトン(Crampton)法で測定した残留応力Fを30MPa以上であり、かつそのばらつきが30MPa以下とする。さらに必要に応じて、球状化炭化物の平均粒径を規定することによって、鋼管内外面の旋削加工時に発生する残留歪による寸法変形が少なく、軸受用部品の最終加工において精密な真円度および優れた被削性を確保することができる。これにより、軸受用部品のコスト削減に寄与すると同時に、高い寸法精度で、旋削加工や熱処理等の最終加工における変形の少ない軸受用部品を提供できる。 (もっと読む)
金属の耐食性を改良する方法
金属、特に鋼及び高ニッケル含有合金の耐食性を改良する方法が提供される。本方法は、金属部品を1以上の極低温処理に供し、場合によってはその後1以上の熱処理に供することを含む。極低温処理は、好ましくは-90℃〜-195℃の間、最も好ましくは-180℃〜-195℃の間の温度を用いる。熱処理は、好ましくは120℃〜175℃の間の温度を用いる。本方法は、金属部品及び構成要素の処理に用いることができる。本方法により製造される熱交換器配管、冷却器配管、配管、特に化学プロセス配管、ポンプ、反応器容器及び貯蔵タンクも提供される。 (もっと読む)
221 - 224 / 224
[ Back to top ]