
Fターム[4K043DA04]の内容
ストリップ・線材の熱処理 (4,781) | 熱処理の目的 (331) | 焼戻 (27)
Fターム[4K043DA04]に分類される特許
1 - 20 / 27
冷延鋼板の製造条件決定方法、製造条件決定装置および製造条件決定プログラム
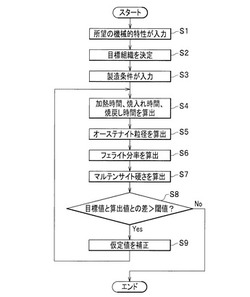
【課題】実験による試行錯誤をすることなく、所望の機械的特性を有する冷延鋼板の製造条件を決定することができる冷延鋼板の製造条件決定方法、製造条件決定装置および製造条件決定プログラムを提供する。
【解決手段】製造条件決定方法は、所望の機械的特性を得るための目標フェライト分率等を決定する目標組織決定工程と、製造条件入力工程と、連続焼鈍時間算出工程と、オーステナイト粒径算出工程と、フェライト分率算出工程と、マルテンサイト硬さ算出工程と、目標フェライト分率等とフェライト分率等との差が予め定めた所定の閾値を超えるか否かを判定する組織比較判定工程と、判定結果に従って製造条件入力工程で入力された加熱温度、焼入れ温度および焼戻し温度を補正する製造条件補正工程とを含み、補正が終了するまでオーステナイト粒径、フェライト分率およびマルテンサイト硬さの算出処理を繰り返し行うことを特徴とする。
(もっと読む)
耐へたり性と耐久性に優れたバネ及びその製造方法
【課題】 自動車のパワートレインに使用する高い耐へたり性と耐久性とを備えた高強度バネを提供する。
【解決手段】 Cを0.50〜0.70質量%、Siを1.80〜2.20質量%、Mnを0.50〜0.80質量%、Crを0.50〜0.80質量%、及びVを0.10〜0.20質量%含み、残部が不可避不純物を除いてFeからなり、引張強度が2200MPa級、旧オーステナイト結晶粒の粒度番号が12〜13のオイルテンパー線をコイリングして得られる高強度バネであって、窒化処理により設けられた窒化層を最表面部に有し、最表面部の残留圧縮応力が700〜900MPaであって、且つ内部硬度がHv600〜700kg/mm2である。
(もっと読む)
高強度鋼板およびその製造方法
【課題】Si含有量が多い場合でも、優れた化成処理性及び電着塗装後の耐食性を有する高強度鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.4〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に、連続焼鈍を施す際に、加熱過程では、加熱炉内温度:600℃以上A℃以下(A:650≦A≦780)の温度域を雰囲気中中の露点:−40℃以下、かつ、昇温速度:7℃/s以上で、加熱炉内温度:A℃超えB℃以下(B:800≦B≦900)の温度域を雰囲気中中の露点:−10℃以上で行う。
(もっと読む)
高強度鋼板およびその製造方法
【課題】Si含有量が多い場合でも、優れた化成処理性及び電着塗装後の耐食性を有する高強度鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.4〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に、連続焼鈍を施す際に、加熱過程では、加熱炉内温度:600℃以上750℃以下の温度域を昇温速度:7℃/s以上とする。
(もっと読む)
耐久性及び耐へたり性に優れたバネ用鋼線及びこれを用いたバネ
【課題】 高価な材料を使用することなく耐久性及び耐へたり性に優れたバネ用鋼線及びこれを用いたバネを提供する。
【解決手段】 Cを0.63〜0.68質量%、Siを1.20〜1.60質量%、Mnを0.50〜0.80質量%、Crを0.50〜0.80質量%、及びVを0.10〜0.20質量%含有し、残部がFeのバネ用鋼線であって、その断面の旧オーステナイト粒径の粒度番号が12.5以上13.5以下であり、且つその透過型電子顕微鏡写真において円相当で直径0.1μm以上の大きさを有する炭化物の密度が5個/μm2以下である。これを用いたバネは、120℃で48時間に亘ってせん断応力800〜1000MPaの負荷をかけた後の残留せん断歪が0.055%以下であり、所定の振幅応力を3.0×107回繰り返しかけても折損しない。
(もっと読む)
中〜高炭素鋼線材の連続加工熱処理ライン

【課題】 3方ロールの圧延機や4方ロールの圧延機で製造している中〜高炭素鋼線材よりも、さらなる高強度・高靭性の中〜高炭素鋼線材を製造することができる中〜高炭素鋼線材の加工熱処理ラインを提供すること
【解決手段】 中〜高炭素鋼線材の連続加工熱処理ラインにおいて、素線鋼材を圧延温度に加熱する第1の加熱装置の下流にトータル減面率50%以上を可能とする2方ロール圧延機群および圧延直後5秒以内に冷却を開始する圧延直後冷却装置、鋼材全断面をMf点温度以下に冷却する焼入れ冷却ジャケット、焼き戻し温度に加熱する第2の加熱装置、インデント加工用ロールダイスもしくは寸法調整のためのスキンパスロールダイスと、焼き戻し冷却ジャケットとを順に設置したことを特徴とする中〜高炭素鋼線材の連続加工熱処理ライン。
(もっと読む)
薄くポリマーコーティングされたマルテンサイト系ワイヤ
マルテンサイト、焼戻しマルテンサイト、ベイナイトまたはソルバイト構造を有する細長い鋼製エレメント(12)は、細長い鋼製エレメント(14)のすぐ上に厚さ20μm未満のポリマーコーティング(16)が施されている。摩擦係数および耐蝕性は、両方ともに、より低いコストのポリマーコーティングによって改善されている。 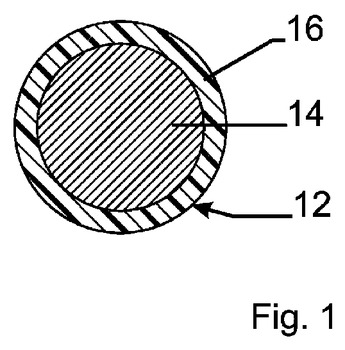 (もっと読む)
(もっと読む)
高強度鋼板の製造方法
【課題】従来の方法では不可能であった、断面変化連結部の前後においても所望の機械的特性を得ることが可能な引張強度が980MPa以上の高強度鋼板を製造するための有用な方法を提供する。
【解決手段】所定の複合組織を有する高強度鋼板を連続焼鈍ラインで製造するに際して、均熱温度(Tss)、焼入れ前温度(Tq)、再加熱温度(TRH)および通板速度Vを、各鋼板の断面積に応じて夫々予め設定しておき、鋼板断面積が異なる鋼板の連結部が連続ラインの焼入れ領域を通過するときに、設定条件の変更を開始し、所定時間かけて上流側の鋼板の設定条件に移行する。
(もっと読む)
各種高強度鋼の生産に適するフレキシブルな帯鋼処理ライン
順次に設けられたアンコイリング及び洗浄ステーション、加熱ステーション、均熱ステーション、徐冷ステーションの後、ハイ水素ジェット冷却ステーションと水焼入れ冷却ステーションが並行に設けられ、ハイ水素ジェット冷却ステーションの後に、再加熱ステーション、オーバーエージングステーション、最終冷却ステーション、テンパーステーション、フィニッシュステーション、塗油ステーション及び巻取りステーションが順次に設けられ、水焼入れ冷却ステーションの後に、酸洗ステーション及び電気めっきステーションが順次に設けられ、溶融亜鉛めっきステーションは再加熱ステーションの後に接続され、めっき層合金化焼鈍しステーションは溶融亜鉛めっきステーションの後に接続されるとともに、接続通路を介して前記の最終冷却ステーションに接続され、前記の酸洗ステーション及び電気めっきステーションは、それぞれ接続通路を介して再加熱ステーションに連通され、前記の電気めっきステーションは、接続通路を介してアンコイリング及び洗浄ステーションに直接に連通され、前記の水焼入れ冷却ステーションは、固定されたバイパスを介して徐冷ステーションに連通され、前記の再加熱ステーションの後には、移動可能なバイパスを介してオーバーエージングステーションが連通される。本発明によれば、各種高強度鋼の生産を、一つの装置に統合させて、フレキシブルな生産を実現した。  (もっと読む)
(もっと読む)
オイルテンパー線とその製造方法、及びばね
【課題】窒化処理後に高い疲労強度と靭性とを兼備したオイルテンパー線とその製造方法並びにそのオイルテンパー線を用いたばねを提供する。
【解決手段】焼戻しマルテンサイト組織を有するオイルテンパー線である。このオイルテンパー線に450℃で2時間のガス軟窒化処理を行った場合、線表面部に形成される窒化層の格子定数が2.881Å以上、2.890Å以下となり、450℃で2時間の加熱を行った場合、引張強度が1975MPa以上、降伏応力が1769MPa以上、絞り値が40%超、となる。このオイルテンパー線は、伸線加工後の鋼線に焼入れ工程と2段階の焼戻し工程とを行うことにより得られる。
(もっと読む)
高強度冷延鋼板の製造方法
【課題】Si含有量が比較的多い場合でも優れた化成処理性及び電着塗装後の耐食性を有する高強度冷延鋼板の製造方法を提供する。
【解決手段】Si:0.8〜2.0mass%、Mn:1.0〜3.0mass%を含有する冷延鋼板に対して、まず、N2-H2炉内雰囲気、PH2O/PH2:1.0×10-3以下で焼鈍を行う。次いで、焼き入れ、焼き戻しを行い、その後、電流密度が1A/dm2以上の交番電解で酸洗処理する。このような一連の工程を経ることにより、TS≧590Mpaの強度を有する、化成処理性および電着塗装後耐食性に優れた高強度冷延鋼板が得られる。
(もっと読む)
連続焼鈍炉の雰囲気ガス置換方法および連続焼鈍炉
【課題】ストリップを連続焼鈍する際の炉内雰囲気ガスの置換が行える方法及び連続焼鈍炉の提供。
【解決手段】連続焼鈍炉の各炉帯に、炉内雰囲気置換用のパージガス吹き込み口2と炉内ガス排出口3とを設け、前記パージガス吹き込み口2から炉内へパージガスを吹き込みつつ、前記排出口3から炉内雰囲気ガスを炉外へ放散するとともに、ガスジェット冷却設備の循環ファンを運転しつつ炉内雰囲気のガス置換を行い、更に、効率良く置換を行う場合は、ガスジェット冷却設備の循環ダクト5にパージガス吹き込み口を設けて、パージガスを循環ダクトへ5吹き込む。複数の炉帯から構成され、その一部炉帯にガスジェット冷却設備を備え、各炉帯の下方に炉内雰囲気置換用のパージガス吹き込み口2を、さらに各炉帯の上方に炉内ガス排出口3とが設けられているとともに、前記ガスジェット冷却設備の循環ダクト5に、パージガス吹き込み口を設けている連続焼鈍炉。
(もっと読む)
ばね鋼線の製造方法及び製造装置
【課題】一度形成された酸化被膜が剥離することが少ないばね鋼線の製造装置を提供すること。
【解決手段】第1加熱コイル31で第1加熱工程を実施し、この第1加熱工程で加熱された線材1をそれより高い温度で第2加熱コイル32により再度加熱する第2加熱工程を実施する。第2加熱コイル31と冷却装置4との間のインライン上を通過する線材1にガス供給装置8から水蒸気と二酸化炭素とを略同時に投入する。これにより、酸化被膜の線材の母材からの剥離が少なくなる。
(もっと読む)
オイルテンパー線及びオイルテンパー線の製造方法
【課題】窒化処理した場合でも疲労強度と靭性をバランスよく備えるオイルテンパー線を提供する。
【解決手段】質量%でC:0.60〜0.70%、Si:1.0〜2.5%、Mn:0.20〜0.80%、Cr:1.0〜2.5%、V:0.05〜0.50%、を含有し、残部がFeおよび不可避不純物からなり、焼入れ焼戻し後、窒化相当熱処理(420〜480℃で2〜4時間加熱)した後のセメンタイト系炭化物中のCr濃度が2〜6Wt%である。
(もっと読む)
高強度ばね用鋼線及び高強度ばね並びにそれらの製造方法
【課題】腐食疲労特性に優れた高強度ばね及び高強度ばね用鋼線、並びにそれらの製造方法を提供する。
【解決手段】質量%で、C:0.35〜0.50%、Si:1.00〜3.00%、Mn:0.10〜2.00%を含有し、P:0.015%以下、S:0.015%以下に制限し、残部がFe及び不可避的不純物からなり、50℃から600℃までの温度範囲を0.25℃/sで昇温して示差走査熱量を測定した際に、発熱反応のピークが450℃以上のみに存在することを特徴とする高強度ばね用鋼線、高強度ばね。焼戻し温度T[K]、焼戻し時間t[s]及びSiの含有量Si%[質量%]が下記を満足する条件で、焼戻し処理を行うことを特徴とする高強度ばねの製造方法。16000≦(T−40×〔Si%〕)×(31.7+logt)≦23000。
(もっと読む)
放射温度計の故障監視方法
【課題】焼鈍炉に設置されている放射温度計の故障監視を高精度に行うことが可能な放射温度計の故障監視方法を提供する。
【解決手段】複数のゾーンに区分された焼鈍炉における特定ゾーンの入側鋼板温度と出側鋼板温度とを計測する放射温度計の故障監視を行う方法であって、前記特定ゾーン内の温度計測値を、前記特定ゾーンの後段側に隣接するゾーン内の温度計測値に基づいて補正を行う温度補正ステップと、この補正された温度と、前記特定ゾーンの入側鋼板温度の実測値とに基づいて、前記特定ゾーンの出側鋼板温度の予測値を算出する予測温度算出ステップと、この算出された前記特定ゾーンの出側鋼板温度の予測値と、前記特定ゾーンの出側鋼板温度を計測する放射温度計による実測値とを比較して、放射温度計の良否判定を行う判定ステップとを有する。
(もっと読む)
オイルテンパー線およびその製造方法
【課題】オイルテンパー線の材料に起因するノイズ信号を低減し、および/または、スケールの剥離に依存するノイズ信号を低減することで、既存の探傷器を用いて30μm程度の微小な疵の検出を可能にしたオイルテンパー線およびその製造方法を提供する。
【解決手段】鋼線表面にスケールを有するオイルテンパー線であって、鋼線の金属組織が、焼戻しマルテンサイトと、焼戻しマルテンサイト中に分布したCoを含有する球状化セメンタイトとを含み、鋼線の保磁力が38.0Oe以上であることを特徴とするオイルテンパー線である。
(もっと読む)
耐へたり性に優れた高強度ばね用鋼線
【課題】高負荷応力下での使用においても、ばねの変形が小さく、近年の高強度化要求に対応できる程度に耐へたり性に優れたばね用鋼線を提供する。
【解決手段】本発明のばね用鋼線は、円相当直径で10〜100nmの球状セメンタイトが30個/μm2以上であり、且つセメンタイ中におけるCr濃度が20%以上(質量%の意味、以下同じ)、V濃度が2%以上のものであり、必要によりC:0.5〜0.7%、Si:1.5〜2.5%、Mn:0.2〜1.0%、Cr:1.0〜3.0%、V:0.05〜0.5%を夫々含有すると共に、Al:0.005%以下(0%を含まない)に抑制し、残部Feおよび不可避不純物のものとする。
(もっと読む)
鋼帯の連続溶融メッキ及び連続熱処理設備
【課題】本発明は、例えば鋼帯の連続溶融亜鉛メッキ・熱処理設備または鋼帯の連続焼鈍設備の後段で連続熱処理を行う設備で、複数の保熱帯を配置する場合に、保熱帯の温度調整装置の設置に伴う設備費負担増と、設置スペース増を抑制できる鋼帯の連続溶融亜鉛メッキ・熱処理設備、鋼帯の連続熱処理設備を提供する。
【解決手段】例えば、鋼帯1に溶融亜鉛メッキを施した後に、合金化及び/または焼入れ処理する機能を有する一次加熱帯5、一次保熱帯6、一次冷却帯7、8を配置し、この一次冷却帯の後に、焼戻し処理する機能を有する二次加熱帯9と二次保熱帯10、二次冷却帯11を配置した、連続溶融亜鉛メッキ・熱処理設備で、一次保熱帯6と二次保熱帯10の温度調整装置20を共用し切替え使用可能に配置する。
(もっと読む)
オイルテンパー線およびその製造方法
【課題】 窒化処理後に高い疲労強度と靭性とを兼備したオイルテンパー線とその製造方法並びにそのオイルテンパー線を用いたばねを提供する。
【解決手段】 焼戻しマルテンサイト組織を有するオイルテンパー線である。このオイルテンパー線に窒化処理を行った場合、線表面部に形成される窒化層の格子定数が2.870Å以上、2.890Å以下となる。このオイルテンパー線は、伸線加工後の鋼線に焼入れ工程と焼戻し工程とを行うことにより得られる。その際、焼入れ工程は、雰囲気加熱で温度を850〜950℃、時間を30sec超〜150secとして加熱した後に行い、焼戻し工程は、400〜600℃で行う。
(もっと読む)
1 - 20 / 27
[ Back to top ]