
Fターム[4K043FA03]の内容
ストリップ・線材の熱処理 (4,781) | 熱処理プロセスの制御 (734) | 制御対象プロセス量 (421) | 被熱処理物に関するプロセス量 (299) | 温度 (199)
Fターム[4K043FA03]に分類される特許
1 - 20 / 199
連続焼鈍ラインの制御方法および制御装置
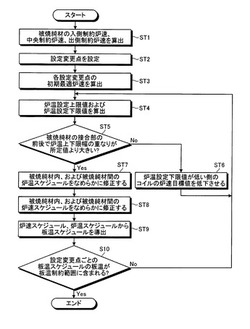
【課題】複数の被焼鈍材の諸元が異なる場合でも、炉温の設定を考慮しつつ炉速を設定して、最適炉速と最適炉温とを関連調和させて設定可能な連続焼鈍ラインの制御方法および制御装置を提供すること。
【解決手段】連続する複数の被焼鈍材のそれぞれに所定間隔ごとに設定変更点を設定する。設定変更点ごとに被焼鈍材の入側制約炉速、中央制約炉速、出側制約炉速を比較し、最も低い炉速を初期最適炉速とする。初期最適炉速と被焼鈍材の諸元からの板温の上下限値から、伝熱モデルにより炉温の設定上下限値を算出し、設定上下限値間の炉温を炉温目標値とする。接合部前後の炉温目標値に基づき初期最適炉速を修正して炉速目標値を導出する。炉速目標値と炉温目標値とから伝熱モデルにより板温値を算出し、板温値が板温上限値と板温下限値との間から外れなくなるまで、炉速目標値および炉温目標値の設定を繰り返し行う。
(もっと読む)
鋼板の製造設備及び製造方法

【課題】鋼帯の表面における模様状欠陥の発生を抑制することが可能な、鋼板の製造設備及び製造方法を提供する。
【解決手段】搬送されてくる鋼帯Cの表面から水分を除去するリンガーロール2と、リンガーロール2よりも鋼帯Cの搬送方向下流に配置され、且つ連続焼鈍炉の入側において鋼帯Cの表面を乾燥させるドライヤー4と、リンガーロール2とドライヤー4との間に配置され、鋼帯Cの表面へ霧状の冷却水を噴霧する噴霧設備6を備える。
(もっと読む)
直火型連続加熱炉の制御方法および制御装置
【課題】鋼板の大きさやライン速度が変化した場合であっても、鋼板の温度を目標温度に精度高く制御すること。
【解決手段】制御装置100は、先行材の大きさと後行材の大きさとに違いがある場合又は後行材のライン速度が先行材のライン速度から変化した場合、大きさおよびライン速度の変化量を入力変数、大きさおよびライン速度の変化に伴う後行材の温度変動量を出力変数とする回帰モデルを利用して、後行材の温度変動量を算出し、算出された後行材の温度変動量に基づいて、先行材の目標温度および直火型連続加熱炉の加熱装置に供給する燃料流量の少なくとも一方を制御する。すなわち、制御装置100は、加熱炉の出側における板温を予測するのではなく、回帰モデルを利用して板温の変動量を直接予測する。
(もっと読む)
線材の軟化装置及び線材の軟化方法
【課題】電線と端子との圧着強度のばらつきを抑制することを目的とする。
【解決手段】軟化装置10は、冷却液22を貯留する冷却液貯留部20と、冷却液貯留部20外に設けられ、線材Wを案内しつつ線材Wに電圧を印加するための第1通電用シーブ30と、冷却液貯留部20内に設けられ、第1通電用シーブ30を経て供給される線材Wを案内しつつ線材Wに通電を行うための第2通電用シーブ30とを備える。また、軟化装置10には、冷却液貯留部20における冷却液22の液面位置を検出する液面位置検出部40が設けられ、この液面位置検出部40の検出結果に基づいて、第1通電用シーブ30と第2通電用シーブ32との間における、線材Wの加熱経路長Sを制御する。
(もっと読む)
鋼板の加熱方法および加熱装置
【課題】鋼板を急速加熱する際、鋼板を拘束するロールの有無に拘わらず発生する絞りを効果的に防止することができる鋼板の加熱方法を提案すると共に、その方法に用いる加熱装置を提供する。
【解決手段】連続的に搬送される鋼板を加熱する方法において、鋼板面に投影した形状が上流側に凸形状のソレノイド型誘導加熱コイル等を用いて鋼板の板幅中央部を先行して加熱し、加熱時の鋼板の等温線が上流側に凸形状となるよう加熱することで、一つの大きなしわを発生させて絞りを防止する鋼板の加熱方法。
(もっと読む)
高強度ステンレス鋼極細線の製造方法
【課題】引張強さが3500MPa以上の高強度のステンレス鋼極細線を製造することができる高強度ステンレス鋼極細線の製造方法を提供する。
【解決手段】ステンレス鋼素線を、中間伸線加工した後、1000乃至1100℃の高温で高温中間熱処理し、次いで、前記素線に対し、中間伸線加工と400乃至550℃の低温での低温中間熱処理とを施し、その後、前記素線に対し、仕上伸線加工と400乃至550℃の低温での低温仕上熱処理とを、1又は複数回繰り返す。最終高温中間熱処理から低温中間熱処理までの中間伸線加工における真歪みε1が4.2以上、低温中間熱処理から最終低温仕上熱処理までの仕上伸線加工における真歪みε2が1.4以上、ε1+ε2が6.8以上である。
(もっと読む)
高炭素鋼線材および高炭素鋼線材の製造方法
【課題】製造時の球状化処理時間の短縮化が図れるうえに、十分に硬さを低減することができる高炭素鋼線材および高炭素鋼線材の製造方法を提供することを課題とする。
【解決手段】質量%で、C:0.95〜1.10%、Si:0.15〜0.70%、Mn:1.15%以下(0%を含まない)、Cr:0.90〜1.60%、P:0.050%以下、S:0.050%以下、Al:0.100%以下、Ti:0.015%以下、N:0.025%以下、O:0.0025%以下を含有し、残部が鉄および不可避的不純物からなり、フェライト結晶粒径が20.0μm以下であって、且つ、炭化物中のCr濃度が、質量%で6.0%以上である。
(もっと読む)
冷延鋼板の製造条件決定方法、製造条件決定装置および製造条件決定プログラム
【課題】実験による試行錯誤をすることなく、所望の機械的特性を有する冷延鋼板の製造条件を決定することができる冷延鋼板の製造条件決定方法、製造条件決定装置および製造条件決定プログラムを提供する。
【解決手段】製造条件決定方法は、所望の機械的特性を得るための目標フェライト分率等を決定する目標組織決定工程と、製造条件入力工程と、連続焼鈍時間算出工程と、オーステナイト粒径算出工程と、フェライト分率算出工程と、マルテンサイト硬さ算出工程と、目標フェライト分率等とフェライト分率等との差が予め定めた所定の閾値を超えるか否かを判定する組織比較判定工程と、判定結果に従って製造条件入力工程で入力された加熱温度、焼入れ温度および焼戻し温度を補正する製造条件補正工程とを含み、補正が終了するまでオーステナイト粒径、フェライト分率およびマルテンサイト硬さの算出処理を繰り返し行うことを特徴とする。
(もっと読む)
高強度冷延鋼板の製造方法及び製造装置
【課題】鋼板の板幅方向に筋状の変形が発生することを抑制すること。
【解決手段】ガスジェット冷却帯側から搬送されてきた鋼板Sは、水槽2内の冷却水5に浸漬される前に冷却設備4a,4bのスプレーノズル6から噴射される冷却水7によって冷却される。このとき、スプレーノズル6は、板幅方向両端部から板幅方向中心部に向かって配置数が減少するように配置されているので、鋼板Sの等温線の分布状態は冷却水5の水面に対して凸の円弧形状になる。換言すれば、鋼板Sの板幅方向には板幅方向両端部から板幅方向中心部に向かって温度が高くなる温度分布が形成される。
(もっと読む)
冷却ロール装置
【課題】従来の冷却ロール装置は、熱交換器での冷媒の冷却量を制御することにより冷却ロールの金属帯の冷却能力が制御されるので、冷却対象である金属帯が変更された場合に、金属帯の冷却不足が生じる可能性がある。
【解決手段】本発明による冷却ロール装置では、入側冷媒流路2は、第1供給流路21、第1供給制御バルブ22、第2供給流路23、及び第2供給制御バルブ24を有している。第1供給制御バルブ22が開かれると、第1供給流路21から冷却ロール1に工業用水8aが直接供給され、第2供給制御バルブ24が開かれると、出側冷媒流路3を流れる排出冷媒7との間で熱交換が行われることで加温された加温冷媒8bが冷却ロール1に供給される。
(もっと読む)
連続焼鈍ラインの制御方法及び制御装置
【課題】バックリングによる金属ストリップの破断を抑制すること。
【解決手段】連続焼鈍ライン1の制御方法において、連続焼鈍ライン1を移動する金属ストリップのバックリングを検出する検出ステップと、検出ステップによって金属ストリップのバックリングが検出された場合、バックリングの検出位置における金属ストリップの張力と温度との少なくとも一方を低減する制御ステップとを含む。
(もっと読む)
乾式伸線性に優れた高炭素鋼線材およびその製造方法
【課題】乾式伸線工程の生産性を著しく向上させた、優れた伸線性を有する高炭素鋼線材およびその製造方法を提供することを目的とする。
【解決手段】乾式伸線に供される特定組成の高炭素鋼線材をパーライト組織とし、このパーライト組織における、平均ノジュール径D、平均ラメラ間隔L、更に平均コロニー径Dcを特定範囲とするとともに、平均コロニー径Dcと前記平均ラメラ間隔Lとの関係も特定範囲とし、乾式伸線性を優れさせる。
(もっと読む)
鋼帯の連続焼鈍方法、溶融亜鉛めっき方法
【課題】焼鈍時に鋼中のSi、Mn等の易酸化性元素が鋼帯表面に濃化して易酸化性元素の酸化物が形成するのを防止する。
【解決手段】加熱帯、均熱帯及び冷却帯を備え、炉内ガスの一部を炉外に設けたリファイナに導入して露点を低下し、露点を低下したガスを炉内に戻す縦型焼鈍炉を用い、均熱帯と冷却帯の連結部を炉上部に配置し、均熱帯と冷却帯の連結部近傍の冷却帯及び均熱帯上部にリファイナに導入する炉内ガスの吸引口を設け、均熱帯と冷却帯の連結部及び均熱帯下部にリファイナから戻るがスの吐出口を設け、均熱帯と冷却帯の連結部近傍の冷却帯の吸引ガス量Qo1、均熱帯上部の吸引ガス量Qo2、均熱帯と冷却帯の連結部の吐出ガス量Qi1、均熱帯下部の吐出ガス量Qi2、冷却帯以降の雰囲気ガスの供給量Qf1、均熱帯の雰囲気ガスの供給量Qf2、均熱帯内容積Vs、均熱帯平均炉温Tsが0.3×Qf1<Qo1等の関係を満たすようにする。
(もっと読む)
硬引き線、ばね、及び硬引き線の製造方法
【課題】オイルテンパー線と遜色ない耐へたり性や疲労強度を有する硬引き線及びその製造方法並びにばねを提供する。
【解決手段】質量%で、C:0.50〜0.70%、Si:1.00〜2.50%、Mn:0.50〜1.00%、Cr:0.50〜2.00%を含有し、残部がFe及び不可避的不純物からなる硬引き線である。この硬引き線は、その横断面の伸線後ブロック径の最大値が円相当径で2.0μm以下である。さらに硬引き線の化学成分として、質量%で、V:0.05〜0.50%、Co:0.02〜1.00%、Ni:0.02〜1.00%、及びMo:0.05〜0.50%よりなる群から選択された少なくとも一種を含んでもよい。
(もっと読む)
金属帯の冷却方法および冷却装置
【課題】金属帯を均一に冷却し、これにより、形状不良を発生させることなく、板幅方向の機械特性を均一にして金属帯を製造する冷却方法を提供する。
【解決手段】冷却水を噴射することによって金属帯を冷却する水冷装置を用いて、金属帯の表面における冷却水の水量密度を制御しながら、金属帯を冷却する際に、膜沸騰と遷移沸騰の境界条件における前記金属帯の温度および水量密度の関係を予め求めておき、前記金属帯が、当該関係に基づいて該金属帯の温度に応じて与えられる水量密度を上限とした水量密度で冷却されるように、水量密度を制御する。
(もっと読む)
高強度鋼板およびその製造方法
【課題】Si含有量が多い場合でも、優れた化成処理性及び電着塗装後の耐食性を有する高強度鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.4〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に、連続焼鈍を施す際に、加熱過程では、加熱炉内温度:600℃以上A℃以下(A:650≦A≦780)の温度域を雰囲気中中の露点:−40℃以下、かつ、昇温速度:7℃/s以上で、加熱炉内温度:A℃超えB℃以下(B:800≦B≦900)の温度域を雰囲気中中の露点:−10℃以上で行う。
(もっと読む)
伸線性に優れた高強度ばね用鋼線材およびその製造方法、並びに高強度ばね
【課題】硬さの上昇に伴う変形抵抗の増大を防止し、生産性を阻害する熱処理を省略、若しくは短時間への熱処理へと簡略化しても良好な伸線加工性等を発揮することのできる高強度ばね用鋼線材、およびこのような高強度ばね用鋼線材を製造するための有用な方法、並びに高強度ばね用鋼線材を素材として得られる高強度ばね等を提供する。
【解決手段】本発明の高強度ばね用鋼線材は、熱間圧延後の鋼線材であり、所定の化学成分組成を有し、パーライトを主体とする組織であり、且つパーライトノジュール粒度番号の平均値Paveおよびその標準偏差Pσが、夫々下記(1)式、(2)式を満足する。
9.5≦Pave≦12.0 …(1)
0.2≦Pσ≦0.7 …(2)
(もっと読む)
熱延鋼帯の製造方法及び熱延鋼帯の冷却設備
【課題】コイルの潰れ発生を抑制することができる熱延鋼帯の製造方法を提供する。
【解決手段】仕上げ圧延された直後の熱延鋼帯を50℃/秒以上の冷却速度で急速に冷却する急速冷却工程と、急速冷却工程の後に、熱延鋼帯を緩やかな温度勾配で目標巻取温度まで冷却する緩冷却工程(第1及び第2緩冷却工程)と、この緩冷却工程の後に、コイラーに巻き取られた前記コイルを所定時間の間、冷却保持するコイル冷却工程とを備えている。
(もっと読む)
ゴム物品補強用鋼線の製造方法並びにゴム物品補強用スチールコード及び空気入りタイヤ
【課題】高炭素鋼の線材を用いてスチールワイヤを製造する際に、最終伸線工程に工夫を加えることにより、高強度でかつ延性にも優れるスチールワイヤを得ることのできるゴム補強用鋼線の製造方法を提供する。
【解決手段】めっき処理後の高炭素鋼線に湿式伸線による最終伸線を行うゴム物品補強用鋼線の製造方法において、湿式伸線を太線の伸線機で行い、この最終伸線の中段以降で、鋼線の減面率を順次に減少させて鋼線の伸線加工時の温度上昇を抑制する。
(もっと読む)
連続焼鈍炉を用いた鋼板の連続焼鈍方法
【課題】連続焼鈍炉を用いた鋼板の連続焼鈍方法において、C :0.0014〜0.0025%、Si≦0.5%、Mn:0.03〜1.0%、P:0.01〜0.15%、S≦0.015%、Al:0.005〜0.1%、N≦0.0040%を含有するP添加極低炭BH鋼に発生するスリ疵を消滅させることのできる連続焼鈍方法を提供する。
【解決手段】加熱帯、均熱帯、1次冷却帯、過時効帯、2次冷却帯をこの順序で有する連続焼鈍炉において、低炭アルミキルド鋼とP添加極低炭BH鋼2種を含む複数品種の鋼板を連続して焼鈍し、過時効帯の出側温度は、低炭アルミキルド鋼焼鈍時においては250〜300℃の範囲とし、P添加極低炭BH鋼焼鈍時においては300℃を超える温度とすることを特徴とする鋼板の連続焼鈍方法。
(もっと読む)
1 - 20 / 199
[ Back to top ]