
Fターム[4L036PA09]の内容
糸、糸又はロープの機械的な仕上げ (18,618) | 処理 (5,748) | 緊張 (85)
Fターム[4L036PA09]に分類される特許
61 - 80 / 85
糸状部材の供給装置及び開繊装置

【課題】 繊維束を含む糸状部材を電気的センサーを用いることなく一定の張力を与えて送り出す糸状部材の供給装置を提供することにある。
【解決手段】 繊維束2の走行方向に揺動自在に軸支されたアーム9を設け、このアーム9の揺動で、繊維束2を挟持する一対の回転ローラ7とベルト18(摩擦駆動面)の圧接力を変化させて、繊維束2の撓みが小さいときは圧接力を強くし、この反対に撓みが大きいときは圧接力を小さくして、繊維束を一定の張力で走行させる。
(もっと読む)
ポリベンザゾール繊維及びその製造方法
【課題】ポリベンザゾール繊維内部の残存イオンのしみ出しが極めて少なく、電子材料分野においても好適なポリベンザゾール繊維を提供する。
【解決手段】小角X線散乱子午線上に、長周期にして3nm以上12nm以下の位置に2点干渉を有することを特徴とするポリベンザゾール繊維であり、さらには、干渉点の高次成分が1〜3次まで確認できることを特徴とするポリベンザゾール繊維。また、繊維内部に残留イオンを含有するポリベンザゾール繊維を、30〜100℃の温水中に緊張下で保持し、繊維内部の残留イオンを結晶化させ、かつポリベンザゾールの分子軸に沿って配向させることを特徴とするポリベンザゾール繊維の製造方法である。
(もっと読む)
熱伝導性セルロース繊維
【課題】 高い熱伝導性を有するセルロース繊維を提供すること。
【解決手段】 本発明の熱伝導性セルロース繊維は、100Kにおける繊維方向の熱伝導率が40mW/cm・K以上であることを特徴とするものである。250Kにおける繊維方向の熱拡散率が1.3mm2/s以上であるセルロース繊維、25℃における繊維方向の引張弾性率が100GPa以上であるセルロース繊維は、いずれも本発明の好ましい実施態様である。上記繊維におけるセルロースの重合度は1600以上であることが好ましい。
(もっと読む)
炭素繊維束への樹脂含浸方法

【課題】
炭素繊維束の走行位置安定化、開繊性を向上させた後に樹脂含浸させて、毛羽の少ない品位の良い、特にFAW55g/m2以下の薄肉プリプレグを安定して生産する。
【解決手段】
炭素繊維束パッケージから解舒された炭素繊維束を、糸道ガイドに接触させた後、開繊バーを経て樹脂含浸槽に導き、炭素繊維束に樹脂を含浸せしめるに際し、炭素繊維束パッケージから解舒された炭素繊維束を、炭素繊維束の走行位置を規定する位置規定ガイドに接触させた後、走行する炭素繊維束を、開繊バーとして、表面の最大高さRmaxが2〜20μmの範囲内であり、隣り合うバーの面間距離を10〜100mmの範囲内に保った複数本の固定梨地バーを用いて、固定梨地バーに対する炭素繊維束の各接触角の合計を0.3π〜2.5πradの範囲内に保つことを特徴とする炭素繊維束への樹脂含浸方法。
(もっと読む)
電気的伝導性弾性複合糸、それを製造する方法、及びそれを含む物品
少なくとも1層の伝導性外被繊維により取り囲まれた弾性部材を含む電気的伝導性で弾性の複合糸。その弾性部材は、予め設定された、緩められた単位長さLと、予め設定された引っ張られた(N×L)の長さを有し、Nは好ましくは約1.0〜約8.0の範囲の数である。伝導性外被繊維は、複合糸に負わされた引き伸ばし応力のすべてが実質的に弾性部材によって生じるように、前記弾性部材の引っ張られた長さより長い長さを有する。弾性の複合糸は、弾性部材と伝導性外被繊維を取り巻く、任意の応力を生じる部材をさらに含むことができる。応力を生じる部材の長さは、複合糸に負わされた引き伸ばし応力の部分が応力を生じる部材によって生じるように、伝導性外被繊維の長さよりも短く、前記弾性部材の引っ張られた(N×L)の長さより長いか、または等しい。 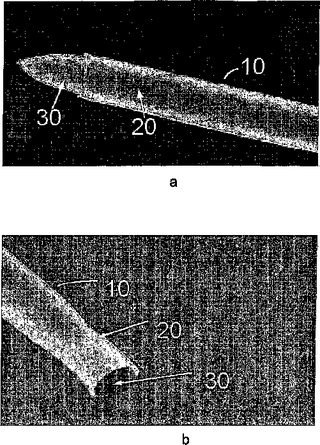 (もっと読む)
(もっと読む)
脱スケール加工が可能な弾性複合獣毛繊維紡績糸およびそれを用いた防縮加工方法
【課題】 布帛となった後伸縮挙動を受けてもフェルト化しない、獣毛含有弾性複合紡績糸を安価に提供する。
【解決手段】 芯に架橋型ポリオレフィン系弾性糸、鞘に獣毛繊維又は30重量%以上の獣毛を含む混繊繊維より構成されることを特徴とする弾性複合紡績糸。
(もっと読む)
ポリエステルタイヤキャッププライコードおよびその製造方法
【課題】高弾性率を有し、ゴム配合物中に埋め込まれた状態で長時間高温に曝露された場合や高温雰囲気下の耐熱接着性が著しく改良、更に耐疲労性およびタイヤ成形加工性の観点でコード硬さが実用上問題ないレベルに柔軟化されたポリエステルタイヤキャッププライコードおよびその製造方法を提供する。
【解決手段】製糸段階または撚糸コード段階において予めエポキシ化合物が付与され、接着活性化処理されたポリエステル繊維材料にゴムとの接着性を付与するに際して、(A)ブロックドイソシアネート水溶液、(B)エポキシ樹脂の分散液および(C)レゾルシン−ホルムアルデヒド−ラテックス(RFL)混合液の3者を含有する処理液により、1段または2段以上の多段処理で、該ポリエステル繊維材料を処理した後、0.2cN/dtex以上に調整されたノルマライジング張力下で熱処理を施すことを特徴とするポリエステルタイヤキャッププライコードの製造方法。
(もっと読む)
ゴム補強用ポリエステルコードおよびその製造方法
【課題】本発明は、高弾性率を有し、ゴム配合物中に埋め込まれた状態で長時間高温に曝露された場合や高温雰囲気下の耐熱接着性が著しく改良され、更に耐疲労性およびゴム補強製品の成形加工性の観点でコード硬さが実用上問題ないレベルに柔軟化されたゴム補強用ポリエステルコードおよびその製造方法に関する。
【解決手段】製糸段階または撚糸コード段階において予めエポキシ化合物が付与され、接着活性化処理されたポリエステル繊維材料にゴムとの接着性を付与するに際して、(A)ブロックドイソシアネート水溶液、(B)エポキシ樹脂の分散液および(C)レゾルシン−ホルムアルデヒド−ラテックス(RFL)混合液の3者を含有する処理液により、1段または2段以上の多段処理で、該ポリエステル繊維材料を処理した後、0.2cN/dtex以上に調整されたノルマライジング張力下で熱処理を施すことを特徴とするゴム補強用ポリエステルコードの製造方法。
(もっと読む)
コード処理機のオーブン装置
【課題】 伝動ベルト用心線であるコードを接着処理液に浸漬した後に乾燥処理するオーブン装置において、コンパクトで熱効率の良い構成を提供する。
【解決手段】 オーブン本体11は細長い形状とされ、その長手方向一端側及び他端側には、熱風を滞留させる入気側チャンバー12及び排気側チャンバー13をそれぞれ備える。また、未加熱処理のコード2を前記オーブン本体11内に入れて、リターンロール23・24により折り返させながら本体11の長手方向に沿って走行させ、その後、装置外へ排出させるコード走行部14と、を備える。前記入気側チャンバー12に上側から供給されて滞留した熱風(白抜き矢印)は、その流れ方向を変えて本体11の長手方向に沿って流れ、前記本体11内を走行する前記コード2と平行に流動した後、前記排気側チャンバー13に滞留させ、更に流れ方向を上向きに変えて排気側へ流れる。
(もっと読む)
トウの開繊設備及びトウの開繊方法、並びに吸収性物品
【課題】開繊形状が断面略扁平状である場合において、均一に開繊することができるトウの開繊設備とする。
【解決手段】筒体内を通るトウにエアーを当てて拡幅する手段120と、トウを上流・下流の関係にあるニップロール126A,126B間に順に通して緊張させることで解す解繊機構と、筒体内を通るトウにエアーを絡めて拡厚する手段110と、備えて、トウを断面略扁平状に開繊する設備とする。拡幅手段120を複数とし、これら拡幅手段120の少なくとも1つを上流のニップロール126A間と下流のニップロール126B間との間のトウに作用するように備える。
(もっと読む)
複合弾性糸のエアジェット製造方法
(a)単段または2段延伸で加熱(最高加熱温度220℃)しながらエラストマー糸(例えば、スパンデックス)を2.0倍(100%)〜10.5倍(950%)だけ延伸する工程(引っ張る工程)と、(b)比較的非弾性の糸成分とエアジェット交絡して複合弾性糸を生み出す工程と、次に(c)複合弾性糸をインライン熱処理(最高加熱温度240℃)する工程とによって700m/分までの速度で複合弾性糸を製造するための連続方法。最初の延伸段階はまた周囲温度で実施されてもよい。生じた複合弾性糸は、特に靴下に適した改善された編目クラリティーを有し、その特性は、標準スパンデックス糸ではこれまで可能でなかった布特性を編布および織布に与えるために調整することができる。 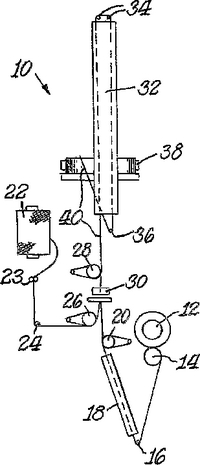 (もっと読む)
(もっと読む)
斑加工原糸、その処理方法、及び編織物
【課題】 特殊な外観を与えることができることができるようにする。
【解決手段】 本発明の斑加工原糸Spは、表層と芯とで組成及び/又は構造の異なる原糸Sにおける表層を機械的に削除又は摺擦したことを特徴としている。また、この斑加工原糸Spの処理方法は、原糸Sを連続送給しつつ、その送給路上において原糸Sに回転研削工具4を接触させることにより、原糸Sの表層を機械的に削除又は摺擦したことを特徴としている。回転研削工具4は、その外周に周方向へ並んだ凹凸を有するロール状に形成されている。
(もっと読む)
巻糸パッケージの糸解舒方法およびその装置
【課題】耳高パッケージの糸を解舒するのに、綾崩れ(棒巻き及び/又はラッチング)による解舒不良を発生させることのない糸解舒方法及び装置を提供する。
【解決手段】糸巻きパッケージ1の周面に接触して回転させるフリクションローラ3と、フリクションローラ3の回転により、パッケージ1より解舒されて引き出される弾性糸5を、パッケージの径方向に案内する糸ガイドローラ4と、を備え、耳高のパッケージ1に、その両軸端部1a・1aの内側で外径が略一定となる中央部1bでのみ、フリクションローラ3が接触するように、フリクションローラ3には、中央部1bに接触させる部位として、その軸方向の一部に、円筒体10よりも相対的に大径となる摩擦ベルト11が、円筒体10の径方向外側に設けられている。
(もっと読む)
ゴム帯製造方法及び製造装置
【課題】 丸ゴム糸を接着してゴム帯とするゴム帯製造方法を提供する。
【解決手段】 酸液にラテックス配合物を押出して複数の丸ゴム糸2を連続形成した後、直ぐに前記複数の丸ゴム糸2を、一方向に並列させ、隣接する丸ゴム糸2の側面同士を当接させて接着する工程を含むゴム帯製造方法とした。
上記方法は、横向きの腕部6aを有する案内具6を配し、複数の丸ゴム糸2を、送り方向に引張した状態で腕部6aに接触して通すことにより、隣接する丸糸ゴム2の側面同士を当接させて接着するのがよい。
(もっと読む)
ステープルヤーン製造方法
本発明は、ステープル繊維ヤーン、そのヤーンを製造するための装置、およびフィラメントヤーンを延伸破断させてステープルヤーンを製造するための方法である。その方法により、大きな繊度のトウ製品よりも小さなロットサイズの製品を複数製造することが可能となる。その方法には、延伸ゾーン、張力調節ゾーン、延伸破断ゾーン、および圧密化ゾーンが含まれていて、ステープルファイバーのヤーンを形成する。 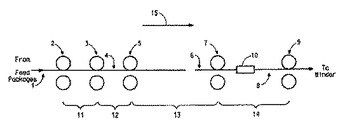 (もっと読む)
(もっと読む)
ゴム補強用ポリエステル繊維の製造方法
【課題】高強度かつ寸法安定性に優れながら、ゴム中での耐疲労性に優れたポリエステル繊維を提供すること。
【解決手段】エチレンテレフタレートを主たる繰り返し単位とするポリエステルからなる糸条を2500〜5000m/分の引取速度で紡糸し、該糸条の最大延伸倍率の75〜95%の範囲となるように2段以上の延伸処理し、その後1〜10%の緊張率にて150℃以上かつ最高延伸温度以下の温度範囲で緊張熱処理し、弛緩させることなく5000〜8000m/分で巻き取ることを特徴とする製造方法。さらには、最終段の延伸温度が150〜250℃の範囲であり、最終段以外の延伸温度が50〜150℃の範囲であることや、緊張熱処理が、直径100〜300mmの2本の金属ロール間を3〜30回巻きつけて処理するものであることが好ましい。
(もっと読む)
延伸方法及び延伸装置
<課題>従来の合成繊維の延伸装置は、120本以上の繊維東を延伸しようとすると、特に中心部の繊維が充分に加熱軟化されず、そのため繊維の白化や糸切れが発生した。<解決手段>合成繊維の繊維束を第1ローラに供給した後、該第1ローラより大きい周速度で回転する第2ローラに供給して前記繊維束を延伸させる際に、該繊維束を該第1ローラと該第2ローラとの間に配置した中空箱状の加熱槽の内部に導入して加熱軟化させる合成繊維の延伸方法において、上記加熱槽内で、上記繊維束を帯状にその幅を広げると共に、該繊維束を接触加熱により加熱する合成繊維の延伸方法。  (もっと読む)
(もっと読む)
頭飾用再生コラーゲン繊維の製造方法及び連続乾燥装置
製造工程において毛羽(糸切れ)の発生を防ぎ、カールセット性に優れ且つハックリングロスの少ない頭飾用再生コラーゲン繊維を製造する方法及びその連続乾燥装置を提供する。
上記再生コラーゲン繊維は、乾燥室に導入する繊維束に撚りを入れ、乾燥中の繊維束の張力が0.01〜0.08g重/dtexの範囲内となるように制御して連続乾燥して製造される。
上記装置は、出入口の駆動ロール、出口駆動ロールの乾燥室側の張力検出器、張力を所望値とするための駆動ロール回転速度制御機構、入口から出口間に所定間隔で設置されたフリーロールからなる。 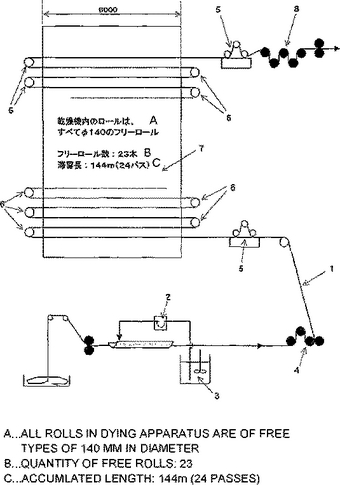 (もっと読む)
(もっと読む)
トウの加工設備及び体液吸収性物品
【課題】トウを均一に拡幅することができるトウの加工設備とする。
【解決手段】第1ニップロール11と第2ニップロール12との周速差によってトウTを伸張し、第2ニップロール12と第3ニップロール13との周速差によってトウTを収縮する開繊装置18を設置する。また、この開繊装置18で開繊したトウTを、水平方向を向く開口56を通して吸引し、エアによって拡幅する拡幅箱55を設置する。そして、トウTが、第1ニップロール11から開口56まで、この開口56の水平ライン上を流れるようにし、しかも、第2ニップロール12の周面に溝15を形成して、開繊装置18を流れるトウTの上面及び下面に作用する伸縮力が、実質的に等しくなるようする。
(もっと読む)
機能性弾性複合ヤーン、それを作る方法およびそれを含む物品
機能性弾性複合ヤーンは、少なくとも1つの機能性被覆フィラメントによって取り囲まれた弾性部材を含む。機能性被覆フィラメントは、実質的に複合ヤーン上にかけられた伸び応力のすべてが弾性部材によって支えられるように、弾性部材の引っ張られた長さよりも大きい長さを有する。弾性複合ヤーンはさらに、弾性部材と機能性被覆フィラメントを取り囲む任意の応力支持部材を含む。 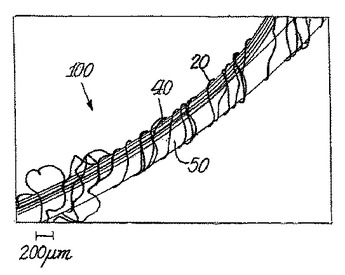 (もっと読む)
(もっと読む)
61 - 80 / 85
[ Back to top ]