
Fターム[4L050AA14]の内容
Fターム[4L050AA14]の下位に属するFターム
エアジェット織機 (80)
ウォータージェット織機 (35)
Fターム[4L050AA14]に分類される特許
1 - 20 / 43
織機における緯糸貯留装置
【課題】単一の回転ドラムに貯留する複数の緯糸の各貯留量を同一にできる緯糸貯留装置を提供する。
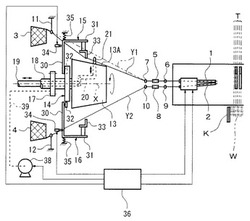
【解決手段】緯糸Y1は緯糸案内レバー15の糸押さえ33により緯糸係止ピン21に係止されて巻付けが開始される。緯糸Y1は設定された回転ドラム13の回転数により1ピック分の長さを巻付けられ、貯留される。緯糸Y2が緯入れされる場合は、制御部36から電動モータ38へ緯糸Y1と異なる回転数信号が発信され、巻付け初期には回転ドラム13の低速回転数で巻付けられ、その後は回転ドラム13の高速回転数で巻付けられ、貯留される。従って、緯糸Y2は緯糸Y1と異なる回転ドラム13の回転数で巻付けられることにより、緯糸Y2の配置に起因する巻付け長さの差が補われて巻付け、貯留される。このため、緯糸貯留装置は単一の回転ドラム13においても、緯糸Y1及び緯糸Y2を同一の長さに巻付け、貯留することができる。
(もっと読む)
織機における緯糸貯留装置

【課題】緯糸を回転ドラムの緯糸係止ピンに確実に係止できる緯糸貯留装置を提供する。
【解決手段】緯糸Y1の緯入れ開始に先立ち、緯糸係止ピン21が回転ドラム13の外周面13A上に進出し、ソレノイド機構34が緯糸案内レバー15の規制を解除する。緯糸案内レバー15はスプリング35により回転ドラム13の軸心Xに向けて移動され、糸押さえ33が緯糸Y1を回転ドラム13側に移行する。カムフォロア32はカム14の導入開口カム部から溝カム部に導入され、緯糸案内レバー15の位置が保持される。緯糸Y1が一定量巻付け、貯留された時点で、緯入れノズル1によって緯入れが開始される。回転ドラム13への緯糸Y1の巻付け貯留は、継続して行なわれ、緯糸Y1の緯入れが終了する前に停止される。従って、緯糸Y1の案内がカム14によって行なわれるため、緯糸Y1を緯糸係止ピン21へ確実に係止させることができる。
(もっと読む)
ヤーンガイド及び緯糸供給装置
【課題】給糸体から解除される緯糸によって形成されるバルーンがヤーンガイドのガイド穴縁部に接触する接触圧にばらつきが生じることを抑制する。
【解決手段】ヤーンガイドは、第一給糸体及び第二給糸体を保持可能な給糸体ホルダと緯糸測長貯留装置との間の定位置に配置される。ヤーンガイドは、互いに傾斜する第一平面及び第二平面を有するプレート本体と、第一平面に形成されて第一給糸体からの緯糸を挿通するための第一ガイド穴と、第二平面に形成されて第二給糸体からの緯糸を挿通するための第二ガイド穴と、第一ガイド穴と第二ガイド穴とを接続するようにプレート本体に形成された接続通路と、を備え、第一平面は第一給糸体の軸方向と直交し、第二平面は第二給糸体の軸方向と直交するように、プレート本体における第一平面と第二平面とがなす傾斜角度が調節される。
(もっと読む)
3次元製織のための織機およびその製織方法
【課題】3次元生地の製造のための織機と、製織方法を提供する。
【解決手段】横糸が横入れされるとき、あらかじめ所望の二次元の行路が与えられており、たて糸12の位置は、横糸経路23に適合している。横糸経路は、たて糸の間のひ口に延びる筬羽44によって定められ、筬羽は共通のバー45に配置されて互いに独立して位置決めすることができ、筬羽の位置決めによって、所望の横糸経路の調整が可能となる。筬羽およびバーは、同時に筬43を構成し、織り前で横糸を織り出すために用いられる。
(もっと読む)
無杼織機におけるタックイン方法及び装置
【課題】緯糸密度の異なる複数の織り部分とを含む織物、例えばゴム補強用織物を製織する無杼織機において、各々の織り部分において良好なタックイン耳を形成することのできるタックイン方法及びその装置を提供する。
【解決手段】
緯糸密度の異なる複数の織り部分を含む織物1を製織する無杼織機に用いられ、緯入れされた緯糸の端部2aをタックインするために経糸列の側方に配置された1以上のタックインノズル4を含む空気噴射式のタックイン装置において、タックイン装置は、タックインノズル4の噴射位置を第1の織り部分1aに対応した第1の噴射位置又は第2の織り部分1bに対応した第2の噴射位置のいずれかに切り換える切換手段5と、入力される緯糸密度又は緯糸密度に関連付けられた製織条件に関する信号に基づいて、タックインノズル4の噴射位置を選択し、その選択に基づいて前記切換手段5を動作させる制御手段6とを有する。
(もっと読む)
ジェットルームにおける緯糸検出装置
【課題】経糸列を掻き分けて経糸の開口内に対して出入りする支持ケースに対して光ファイバーを光透過性能を低下させることなく挿通できるようにする。
【解決手段】金属製の支持ケース20は、一方の分割片24と他方の分割片とを結合して構成されている。一対の分割片間には収容通路29が形成されており、収容通路29には第1連絡通路30及び第2連絡通路31が連ねられている。収容通路29及び第1連絡通路30には投光用グラスファイバー21が通されており、収容通路29及び第2連絡通路31には受光用グラスファイバー22が通されている。収容通路29には挿し入れ開口32が連ねられている。挿し入れ開口32は、筬羽141側に開口する開口部36と、支持ケース20の先端側から基端側へ延長する方向へ開口する開口部37とを備える。
(もっと読む)
流体噴射式織機の緯入れ装置
【課題】主軸の回転数に基づいて緯入れ条件を変更する流体噴射式織機において、緯入れ条件に関する予備設定作業を簡略化することができる緯入れ装置を提供すること。
【解決手段】緯入れ関連装置を制御するための緯入れ条件を選択する緯入れ制御器を備えた流体噴射式織機の緯入れ装置において、主軸の回転数に関する境界値と境界値に対する大小関係に対応した緯入れ条件とを予め記憶している記憶器と、境界値と主軸の回転数とを比較して境界値に対する大小関係に対応した信号を緯入れ制御器に出力する比較器とを備え、緯入れ制御器は、比較器からの大小関係に対応した信号の入力を受けて、記憶器から対応する緯入れ条件を選択することを特徴とする。
(もっと読む)
ジェットルームにおける緯入れ装置
【課題】部品点数増をもたらすことなく、緯糸の延出長さを容易に変更できるようにする。
【解決手段】図6(a)は、緯糸Y1が伸縮性の低い糸種の場合におけるノズルホルダ27の取り付け位置を示す。ノズルホルダ27は、いずれも、ねじの締め付けによってノズルホルダ27の背面271をジョイント19の第1取り付け面195にボール41を介在した状態でジョイント19に取り付けられている。図6(b)は、緯糸Y5,Y6が伸縮性の高い糸種の場合におけるノズルホルダ28,29の取り付け位置を示す。ノズルホルダ28,29は、ねじの締め付けによってノズルホルダ28,29の正面283,293をジョイント20,21の第2取り付け面207,217にボール41を介在した状態でジョイント20,21に取り付けられている。
(もっと読む)
織機における多色用緯入れ装置
【課題】緯入れの信頼性及び緯入れ装置の耐久性を備えた多色用緯入れ装置の提供を目的とする。
【解決手段】8本の緯入れノズルをスレイ上に固定して配置する。パイル織機のボーダ織り工程において、織前側の緯入れノズル2Gが選択されると、テリーモーション機構はエキスパンションバー及びテンプル装置を織機前方へ移動する。このため、織前は点X1で示す移動量だけ織機前方へ移動し、緯入れノズル2Gの射出口付近における経糸の開口距離を増大して緯入れノズル2Gによる安定した緯入れを可能にする。緯入れノズル2Gの緯入れが完了すると、テリーモーション機構はエキスパンションバー及びテンプル装置を織機後方へ移動し、織前を点X3で示す筬打ち位置へ復帰させ、緯糸の筬打ちが行なわれる。従って、多色用緯入れ装置において緯入れの信頼性及び緯入れ装置の耐久性を得ることができる。
(もっと読む)
多色緯入れ織機における緯入れ条件の設定方法
【課題】多色緯入れ織機において2本の緯糸と、それら緯糸を通していた2つの緯入れ系列との関係を入れ替えた場合に伴う、緯入れ条件の設定変更作業を容易化すること。
【解決手段】複数の緯入れ関連装置からなる緯入れ系列を複数備える緯入れ装置と、緯入れ系列の選択番号を定めた緯入れパターン及び緯入れ系列の緯入れ関連装置の動作用制御値を設定する設定器と、選択番号に対応する形の制御値及び緯入れパターンが設定され且つ制御値に従って緯入れ関連装置による緯入れを実行させる緯入れ制御装置とを含む多色緯入れ織機において、入れ替える緯糸に対応する2つの緯入れ系列を作業者が設定器において選択するステップと、このステップに基づく入替指令信号の発生に伴い、既に選択された2つの緯入れ系列について入替対象である緯入れ関連装置の制御値を入れ替えることが、設定器によって実行されるステップを含む緯入れ条件の設定方法。
(もっと読む)
流体噴射式織機
【課題】 高速運転に対応する遊星耳組装置とキャッチコード開口装置とを有する流体噴射式織機を提供する。
【解決手段】 織機の反緯入側に支持される遊星耳組装置とキャッチコード開口装置とを有する流体噴射式織機において、織機の主軸の1/2回転速比の駆動軸を設け、回転伝達機構を介し駆動軸によって回転軸を回転させると共に、運動変換機構を介し駆動軸によってスイングレバーを揺動させ、回転伝達機構は、軸線方向に位置変更可能に駆動軸に固定される第1の歯付回転部材と、同一歯数に形成され回転軸に固定される第2の歯付回転部材とを含み、回転軸の駆動軸に対する連結位相を変更可能に設けられ、運動変換機構は、スイングレバーを揺動させるための回転部材であって軸線方向に位置変更可能に第1の歯付回転部材とは独立して駆動軸に固定される回転部材を含み、スイングレバーの駆動軸に対する連結位相を変更可能に設けられる。
(もっと読む)
織機の表示方法と、その装置
【課題】異なる時点における織機の運転状態を比較し、評価し易く表示することができる織機の表示方法と、その装置を提供する。
【解決手段】保存指令Ss に応じてセンサ1の出力信号S1 を所定のクランク角θごとにサンプリングして記憶期間ごとにメモリ12の異なるメモリエリアMn 内に記憶させるサンプリング手段11と、表示指令Sd に応じて異なるメモリエリアMn 内の異なる記憶期間についてのデータを表示装置2の画面上に重ねて波形表示させる表示制御手段13とを備える。
(もっと読む)
織機の緯入れ状況表示方法
【課題】 織機における緯入れ状況に関する統計値の大きさを時間軸上でグラフィック表示し、統計値に異常がみられる場合に、その原因の判別を容易化できるようにする。
【解決手段】 緯入れ毎に検出された緯糸の到達時期に基づいて所定のサンプリング期間毎の前記到達時期に関する統計値を算出し、製織の経過に伴って順次算出された前記統計値を時系列的に記憶していくと共に、その記憶された前記統計値の大きさを時間軸上で経時的にグラフィック表示する表示装置を備えた織機において、緯糸の飛走を変動させる要因に関する情報(給糸体の切り換わりに関する情報、緯入れ条件のリセット操作に関する情報、及びこれら以外の製織条件の変更に関する情報)を、前記統計値の表示画面と同一画面上に表示する。
(もっと読む)
よこ糸の収容要素
空洞(40)を有する収容要素であって、当該空洞(40)が、実質的に偏平な形状を有し、空洞(40)の側壁(41、42)の間の横幅が、空洞(40)の長さ方向(L)において、出口(22)に向かってわずかに減少し、したがって、空洞(40)内に収容されているよこ糸が空洞(40)内で出口(22)に向かう方向に移動するのが防がれるようになっている収容要素。よこ糸を織機に供給する装置、織機、およびよこ糸を織機に供給する方法。 (もっと読む)
流体噴射式織機における緯糸引戻し装置の操作方法
【課題】流体噴射式織機の停止中に緯糸が緯入れノズルから抜けないように引戻しする
【解決手段】織機の停止信号により、制御装置31は製織運転中の緯糸引戻し装置22の高速駆動モードを停止中の低速駆動モードに切り換える。例えば、停止中に不良緯糸除去作業が行われる時、制御装置31は低速駆動モードによる回転数指令をドライバー30に発信する。ドライバー30は低速の回転数指令に対応したパルスレートに変更してステッピングモータ26を駆動するため、可動部材29は低速で緯糸引戻し位置から緯糸開放位置に変位し、緯糸Yの屈曲状態を解消する。不良緯糸除去作業が終了すると、制御装置31は低速駆動モードに基づく回転数指令をドライバー30に発信してステッピングモータ26を低速で回転し、可動部材29が緯糸開放位置から緯糸引戻し位置へ低速で変位されるため、緯糸Y1を安定した状態で正確に引き戻すことができる。
(もっと読む)
ジェット織機の緯糸押し込み装置
【課題】緯糸の挿入を妨げず、挿入直後の緯糸を緯糸探知装置等に押し込ませるが、不ぞろいで、探置と照合が不正確にてジェット織機の空止り又は緯糸切等がある。
【解決手段】筬3の織り前19側の上部に筬打ち方向と同方向に揺動可能に吊り下げ支持又は立ち上げ支持され、筬打ち運動の慣性により、筬3よりも織り前19側に前進揺動して挿入直後の緯糸2を緯糸探知装置7のフック部7a又は緯糸探知装置7とは別に設置される緯糸係止用フック部に向けて押し込むアーム4と、該アーム4の前進移動端を規制するストッパ5と該アーム4を後退方向に付勢して、緯糸2の挿入時に緯糸2の挿入路より筬3側に後退させると共に、該アーム先端にウェート8を糸の太さにより重さを変えることにより、緯糸2を押し込む慣性力を増し、確実にフック部7aに押し込める。又アーム4に鉄片と、センサーを設けたことにより緯糸探知が正確になった。
(もっと読む)
ジェットルームにおける緯入れ制御装置
【課題】緯糸経路変更装置に用いられるアクチュエータにおける軸受けの寿命を延ばす。
【解決手段】回転されて緯糸Ya,Ybの経路を変更する経路変更体20は、ステッピングモータMa,Mbのモータ軸28に止着されている。ステッピングモータMa,Mbは、制御コンピュータCの作動制御を受ける。制御コンピュータCは、経路変更体20の位置を変更して緯糸Ya,Ybの経路を変更するようにステッピングモータMa,Mbの動作位置を制御する通常制御の機能と、通常制御時における経路変更体20の位置の変更範囲(回転角度範囲θ1,θ2)よりも大きい変更範囲(回転角度範囲Θ)となるように経路変更体20を往復させる保護制御の機能とを有する。
(もっと読む)
織機の緯入れ状況表示装置
【課題】織機の緯糸飛走状況の時系列的変化を容易に把握できるようにする。
【解決手段】緯糸飛走路上で緯糸を検知して得られる糸信号に基づき、緯糸到達時期を検出する緯糸到達時期検出手段と、所定ピック数にわたって検出された前記緯糸到達時期をもとに、緯糸到達時期の統計値を算出する統計値算出手段と、前記算出された統計値を運転期間の時間的な経過であるサンプリングピックに対応して複数記憶し、画面表示の要求に対応して、複数の統計値を、サンプリングピックを軸とする画面上にその大きさに対応してグラフィック表示するとともに、前記統計値に対する警報出力状況および緯入れミスの発生状況のうち少なくとも1つを、発生したサンプリングピックに対応する位置に表示させる表示手段とで、織機の緯入れ状況表示装置20を構成する。
(もっと読む)
ジェットルームにおける緯入れ制御装置
【課題】緯糸経路変更装置に用いられる位置制御可能なアクチュータが取り外された場合にも織機の運転に支障を来さないようにする。
【解決手段】回転されて緯糸Ya,Ybの経路を変更する経路変更体20は、ステッピングモータMa,Mbのモータ軸191に止着されている。制御コンピュータCoには入力装置31及び表示装置32が信号接続されている。表示装置32の画面には、入力装置31を入力操作して制御コンピュータCoに入力設定された情報が表示されている。表示装置32の画面に表示されている符号「Md」の下に表示されている符号「無」は、ステッピングモータMdにおけるロータリエンコーダ19からの位置情報の取得を行なわない制御非遂行モードに設定されていることを表す。
(もっと読む)
織機の緯糸貯留装置における測長バンド及び測長バンドの製造方法
【課題】本願発明の目的は、多くの工数を掛けずに緯糸の貯留に適した測長バンドを形成することに有る。
【解決手段】測長バンド7の製造では、下型をプレス機械の所定位置に固定して配置され、下型上に測長バンド7の形成に必要な大きさの鉄系材料からなる1枚の均一な厚みの原板を載せ、次に上型を所定の圧力で押し下げ、原板をプレス加工する。プレス加工による曲げの最終段階では、V字状に屈曲する屈曲部14が絞りにより形成され、測長バンド7が成型される。
(もっと読む)
1 - 20 / 43
[ Back to top ]