
Fターム[4L055AJ07]の内容
Fターム[4L055AJ07]に分類される特許
141 - 151 / 151
衛生薄葉紙の製造方法
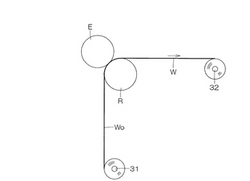
【課題】エンボスが鮮明・明瞭に付与された衛生薄葉紙の製造方法とする。
【解決手段】被加工原紙Woを、エンボスロールE,R間に通して、衛生薄葉紙Wを得る。この際、エンボスロールEを加熱しておく。
(もっと読む)
衛生薄葉紙用シートロール

【課題】古紙パルプの配合量に関らず、柔軟性に劣ることのない、衛生薄葉紙用シートロールとする。
【解決手段】古紙パルプ配合の衛生薄葉紙用シートが、巻き取られたシートロールについて、シートの坪量を、11〜15g/m2とするとともに、ロール密度(坪量(g/m2)×シート長さ(m)×重ね枚数(枚)/鏡面面積(m2))を、90〜110kg/m3とする。
(もっと読む)
水解性物品
【課題】十分な強度を有し、かつ水解性に優れた水解性物品を提供する。
【解決手段】内層1が木材パルプを主体としバインダーを実質的に有しない水解性繊維シートと、両外層2,2が木材パルプを主体としバインダーを有する水解性繊維シートとの積層体であり、前記各外層2,2はバインダーとしての繊維状ポリビニルアルコールが外層繊維重量に対し0.5〜8重量%を含み、ホウ酸を0.5〜8重量%、水溶性溶剤及び水からなる含浸液が、前記積層体の全体に100〜300重量%含有されている。
(もっと読む)
強光沢箔紙の製造方法
【課題】 紙とアルミ箔を貼合した低コストな貼合紙でも強光沢で仕上げること。
【解決手段】 紙材11の表面にアルミ箔12を貼合した貼合紙10を熱加圧する熱加圧装置1を加圧ローラー3と受けローラー2とで構成する。加圧ローラー3は表面を鏡面無地ロールとし、熱加圧装置1による貼合紙10の加工条件を、速度:毎分5〜10メートル、温度:140〜150℃、圧力:0.3〜0.55MPaとしている。アルミ箔12の面を鏡面無地ロールとした加圧ローラー3で熱加圧して表面を強光沢とした強光沢箔紙20を製造する。
(もっと読む)
水解紙
【課題】 清拭作業に十分耐え得る湿潤強度を有し、しかも柔らかい水解紙を提供すること。
【解決手段】 水解紙は、木材パルプ及び再生セルロース繊維を含むウエブに水溶性バインダを外添させて得られる。木材パルプの含有量は70〜95重量%で、再生セルロース繊維の含有量は5〜30重量%である。また再生セルロース繊維はその繊維長が2〜7mmで、繊維径が0.1dtex以上1dtex未満である。水溶性バインダの外添量は、木材パルプ及び再生セルロース繊維の合計量に対して5〜20%重量である。
(もっと読む)
合成皮革製造用エンボス付き離型紙の支持体及び合成皮革製造用エンボス付き離型紙
【課題】ポリウレタン合成皮革、ポリ塩化ビニル合成皮革、セミ合成皮革等の何れの合成皮革の製造に共通して利用でき、耐熱性を有し繰り返し使用に耐え、しかも光沢のある風合いを持った合成皮革を高い転写性で製造することができる合成皮革製造用エンボス付き離型紙の支持体及びこの支持体を用いてなる合成皮革製造用エンボス付き離型紙を提供する。
【解決手段】合成皮革製造用エンボス付き離型紙の支持体は片面にクレーコート層を有する原紙からなる。原紙は、230℃において3分間放置しても、JISP8113による引張り強さは、少なくとも縦方向で10KN/m以上に維持され、JISP8116による引裂き強さが、縦方向、横方向共に500mN以上に維持される耐熱性を有する中性紙であり、且つ前記クレーコート層は、原紙のパルプ繊維による表面凹凸を吸収するように100秒以上のJISP8119による平滑度を有する。
(もっと読む)
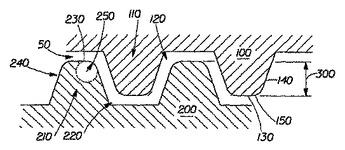
深く嵌め合わされてエンボス加工された紙製品の改良された製造方法
本発明は、深く嵌め合わされてエンボス加工された紙製品の製造装置に関するものであり、装置は、2本のエンボス加工用シリンダー(100、200)を備えて、それぞれのシリンダーが、その表面上に複数の突出部(110、210)を有する。各シリンダー上の突出部は、非ランダムパターンに配置されて、それぞれの前記非ランダムパターンが、相互に調和して配置される。2本のエンボス加工用シリンダーは、それぞれの前記調和して配置された突出部の非ランダムパターンが互いに嵌め合うように、整列して、突出部が約1.016mmより大きい深さに相互に係合するようになっている。突出部のそれぞれは、頂部平面(130、230)と側壁(140、240)を有し、前記頂部平面と前記側壁が突出部角(150、250)にて出合う。本発明の装置のエンボス加工用シリンダーの突出部の突出部角は、約0.076mm〜約1.778mmの範囲の曲率半径を有する。
 (もっと読む)
(もっと読む)
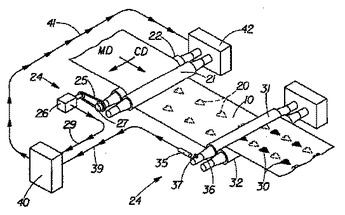
ティッシュペーパーの生産方法及び装置
本発明は、少なくとも一つの形成繊維の上に製紙繊維の水性懸濁液の層を施す工程と、上記層における繊維の重量パーセントが最初の値に上昇するまで上記層の含水量を減らす工程と、一組のエンボス加工用ローラーの間の噛み合いで上記層に湿潤エンボス加工を施す工程と、ティッシュペーパーのウェブを形成するために上記層を乾燥する工程と
を含むティッシュペーパーのウェブの生産方法に係る。(図1) 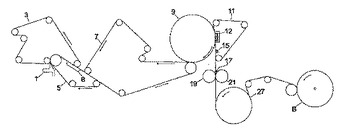 (もっと読む)
(もっと読む)
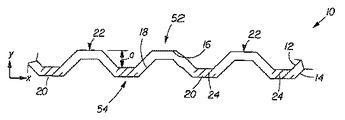
エンボス加工された多プライの繊維性構造体製品及びこれを製造するための方法
エンボス加工された多プライの繊維性構造体製品及びこれを製造するための方法が提供される。エンボス加工された多プライの繊維性構造体製品(10)は、繊維性構造体(12)の第1プライ及び繊維性構造体(14)の第2プライを含み、それらは結合部位(20)においてそれらの隣接表面(16、18)に沿ってそれぞれ接着剤により接着剤で結合されている。エンボス加工された多プライの繊維性構造体製品は更にエンボス加工部位(22)を含む。エンボス加工部位は、少なくとも1000μmのエンボス高さを示す。エンボス加工部位は、エンボス加工された多プライの繊維性構造体製品のx−平面からy−方向に伸びる。エンボス加工部位は、共に接着剤で結合されず及び高密度化されない。結合部位は、接着剤(24)によって共に接着剤で結合され及び高密度化される。
 (もっと読む)
(もっと読む)
嵩高で丈夫な吸収性単プライ吸収性ティッシュタオル・ペーパー製品
本発明は、第一表面と第二表面とを有する繊維性構造体の連続する1つのプライを含む吸収性ティッシュタオル・ペーパー製品であって、前記製品は8g/gよりも大きいHFS吸収率を有し、第一表面が少なくとも650μmのエンボス高さを呈し、第二表面が少なくとも約650μmのエンボス高さを呈する、吸収性ティッシュタオル・ペーパー製品に関する。
 (もっと読む)
(もっと読む)
高度に位置決めされた印刷画像及びエンボス加工パターンを有するロールに巻かれた基材製品
第1表面及び第2表面を有する伸縮性材料ウェブを含むロール状基材製品であって、伸縮性ウェブの表面の少なくとも片面に機械的に形成されたエンボス加工パターンが配置されており、伸縮性ウェブの表面の少なくとも片面に印刷画像が配置されており、印刷画像の少なくとも一部分が前記画像のエンボス加工された領域以外にあり、エンボス加工パターンと印刷パターンとの機械方向位置決め誤差限界が6.0mm未満である、基材製品。
 (もっと読む)
(もっと読む)
141 - 151 / 151
[ Back to top ]