
Fターム[4L055AJ07]の内容
Fターム[4L055AJ07]に分類される特許
61 - 80 / 151
鋼板コイル梱包用緩衝材原紙及び鋼板コイル梱包用緩衝材
【課題】木材パルプのみを使用して、鋼板コイル等の金属製品包装時において、緩衝性に優れ、金属製品の内周または外周に巻いた際に折れや浮きの発生が少なく、さらに、輸送時や保管時等における外部からの水の浸漬、及び仮に浸漬した場合であっても破れが少ない、鋼板コイル梱包用緩衝材原紙及び緩衝材を提供する。
【解決手段】少なくとも表層及び裏層の2層の紙層を有し、原紙を構成する全ての層の原料パルプに機械パルプを30%以上配合し、テーバー剛度が60〜120mN・mである鋼板コイル梱包用緩衝材原紙、及びこの緩衝材原紙を用いて形成した鋼板コイル梱包用緩衝材原紙。
(もっと読む)
凹凸模様を有する嵩高紙及びその製造方法

【課題】嵩高紙の凹凸部を自由に設計することのできる製造方法を提供すること。
【解決手段】繊維原料と熱膨張性粒子を水中に分散させた製紙原料から、高目付領域と低目付領域から成る湿式混抄シートであって、それぞれの領域において熱膨張性粒子が繊維中に均一に分散されている前記湿式混抄シートを抄造し、次いで該湿式混抄シートを加熱して熱膨張性粒子を膨張させることにより、凹凸模様を有する嵩高紙を製造する。
(もっと読む)
凹凸模様を有する嵩高紙及びその製造方法
【課題】嵩高紙の凹凸部を自由に設計することのできる製造方法を提供すること。
【解決手段】繊維原料と熱膨張性粒子を水中に分散させた製紙原料から、熱膨張性粒子が繊維中に均一に分散された湿式混抄シートを抄造し、次いで湿式混抄シートの所定部分に熱膨張性粒子の膨張開始温度以上の湿熱空気又は水蒸気を噴射して該部分の熱膨張性粒子を膨張させ、次いで熱膨張性粒子が充分に膨張しない温度で乾燥させることにより、熱膨張性粒子の膨張の程度が大きい低密度領域と熱膨張性粒子の膨張の程度が小さい高密度領域から成る凹凸模様を有する嵩高紙を製造する。
(もっと読む)
新聞広告用紙
【課題】新聞用紙において、エンボス加工を施した新聞用紙に広告を印刷することで、広告に高級感を与え、宣伝効果を高め、「新聞」としてのタイムリー性を損ねることなく、かつインパクトのある新聞広告用紙を提供する。
【解決手段】広告を印刷する新聞用紙において、印刷前に予めエンボス加工を施し、好ましくは、エンボス深さが20〜50μmであり、より好ましくはエンボス加工を施す原紙としての新聞用紙が、表面に顔料塗工層を有する新聞広告用紙である。また、エンボス加工を施す際の線圧が100〜300kg/cmである。
(もっと読む)
紙製品
【課題】水分・塵・油分等の拭き取り性を向上した紙製品を提供する。
【解決手段】複数枚の積層された基材紙がエンボスによってプライ構造とされた紙製品であって、前記エンボスは、幅1〜3mmの線状の凹エンボスが格子状に配されたエンボスパターンを有し、その凹エンボスの深さが1〜3mmであり、かつ、単位面積あたりの凹エンボスの面積が2〜40%であり、前記凹エンボスで囲まれる矩形部分の対角線距離で定義されるエンボスピッチが10〜30mmである紙製品により解決される。
(もっと読む)
産業用ワイパー
【課題】塵・油分等の拭き取り性を向上した産業用ワイパーを提供する。
【解決手段】複数枚の積層された基材紙がエンボスによってプライ構造とされた産業用ワイパーであって、LBKP(広葉樹クラフトパルプ)を含み、エンボスが、線状の単位凹エンボスが一列に並んで形成される破線状エンボスラインが、所定間隔で平並設されたエンボスであり、かつ、前記破線状エンボスラインは、前記基材紙のMD方向との交差角が、30〜60度の範囲及び120〜150度の範囲の少なくとも一方の範囲にある産業用ワイパーにより解決される。
(もっと読む)
衛生紙
【課題】裏抜けを生じさせることなく、拭取り性を向上させる。
【解決手段】ノークレープ紙の表面に複数のエンボスが形成されたテーブルナプキンであって、ノークレープ紙の坪量が10〜13.5g/m2であり、ノークレープ紙における、エンボスの天面部の面積が0.15〜0.40mm2であり、且つ、エンボスの形成用ロールの1回転に対応する部分の面積に対する複数のエンボスの天面部の面積の和の割合が30〜50%である。
(もっと読む)
衛生用紙及びその製造方法
【課題】古紙パルプ原料を使用し、環境に優しく、使いで感覚のある厚手の感触を有する製品であって、かつ、トイレットペーパーとして使用するに好適な柔らかさ、肌触りの良さ、吸水性の良さや強度を備えた衛生用紙の提供。
【解決手段】複数枚のシートを重ね合わせた積層体からなる衛生用紙において、パルプ原料を含むシートを使用面に配置し、古紙パルプ原料100%のシートを内側に配置した構成とする。2プライ製品は、表側シートを肌に接する面に、内側シートを反対側に配置し、3プライ製品は、表側シートを表裏両面に配置し内側シートをサンドイッチ状に挟み込む。衛生用紙は、古紙パルプ原料100%の内側シートと、パルプ原料100〜30%で残部が古紙パルプ原料からなる表側シートとを重ね合わせて積層体とし、点状エンボス加工及び筋状エンボス加工し、ロール状に巻き取ることにより製造する。
(もっと読む)
金銀紙の特殊加工法及び金銀紙の特殊加工紙の製造方法
【課題】金銀紙の表面に立体感、高級感を表現可能とすること。
【解決手段】熱加圧装置1は、受けロール3と、この受けロール3の上方に配置されて該受けロール3を加圧し、外周面を無地面とした無地ロール2とで構成されていて、前記無地ロール2の外周面の無地面に社名などの文字、ロゴマーク、図柄などを凹設した非接触部5が形成されている。金銀紙12と模様シート22とを前記非接触部5を形成した無地ロール2にて熱加圧すると共に、該熱加圧する際の圧力、温度、速度の加工条件を、圧力:0.3〜0.55Mpa、温度:100〜130℃、速度:毎分3〜10メートルとして加工する。
(もっと読む)
エンボス加工クレープ紙
【課題】微細なエンボス形状を明確に成形でき、ふんわり感に優れるため、脂分の吸収性能などに優れたエンボス加工クレープ紙を提供する。
【解決手段】クレープ原紙にエンボス加工を施してなるエンボス加工クレープ紙であって、坪量が6〜28g/m2であり、かつ、高低差0.01〜3.00mmで4〜200個/cm2のエンボス形状を有する。
(もっと読む)
水解性衛生紙
【課題】吸水性を確保するとともに、裏抜け防止を確実に図り、かつ厚み感と柔軟性を与えることができる水解性衛生紙及び、柔らかくすることにより発生しやすくなる紙粉を低減した水解性衛生紙を提供する。
【解決手段】3層の多層とされ、各層の米坪が11〜22g/m2、かつ各層の紙厚が60〜200μmである水解性衛生紙10であって、両外層11、12は吸収層とされ、両外層には柔軟剤が添加され、中層21は液透過抑制層とされ、中層には中層の質量に対する固形分質量比で0.02〜0.06%のサイズ剤が配合され、前記両外層の吸水量が150〜400g/m2、かつ、前記中層の吸水量が100〜300g/m2であり、前記両外層の吸水時間と、前記中層の吸水時間との比率が1:15〜1:1.5とされ、前記水解性衛生紙のソフトネス(JIS−L1096曲げ剛性)が1.5〜3.5gである。
(もっと読む)
光沢紙
【課題】使用環境条件に関係なく良好に画像形成装置にて連続給紙できる光沢紙を提供する。
【解決手段】画像形成用の光沢紙200の裏面202には、凹凸加工が施されているので、高温高湿環境下でも光沢紙200同士が密着しない。
(もっと読む)
ウェットワイパー用基材シート及びウェットワイパー
【課題】対人用のウェットワイパー用の基材シートを提供する。
【解決手段】米坪が35〜70g/m2の範囲にあり、紙厚が300〜1,000μmの範囲にあり、表裏面層が、パルプと熱融着バインダー繊維を含み、レーヨン繊維は含まず、前記パルプと熱融着バインダー繊維の重量比が、7.5:2.5〜6.0:4.0である化繊混抄紙層であり、これら表裏面層の間に介在される中間層の少なくも一層が繊維がパルプのみからなる紙層であるウェットワイパー用基材シートにより解決される。
(もっと読む)
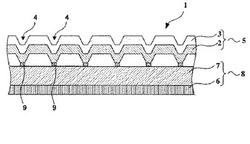
エンボス付き離型紙およびその製造方法
【課題】耐熱性およびエンボス賦型性に優れるエンボス付き離型紙を提供する。
【解決手段】紙基材と、電離放射線硬化樹脂層と、熱硬化シリコーン層とがこの順に積層され、かつエンボスを有する、エンボス付き離型紙である。耐熱性に優れるため、表面にエンボス模様が形成される合成皮革の製造やメラミン化粧板の製造に好適である。
(もっと読む)
ティッシュペーパーにおける表面を反応させた炭酸カルシウムの使用、柔軟性が改善されたティッシュペーパー製品を調製するプロセス、および得られた柔軟性が改善されたティッシュペーパー製品
本発明は、表面を反応させた天然炭酸カルシウムを充填剤としてティッシュペーパー製品に使用すること、ティッシュペーパー製品を調製するプロセス、および改善された柔軟性を特徴とするティッシュペーパー製品に関し、表面を反応させた天然炭酸カルシウムは、天然の炭酸カルシウムと酸および二酸化炭素との反応生成物であり、二酸化炭素は酸処理によってその場で形成されおよび/または外部から供給される。
 (もっと読む)
(もっと読む)
衛生薄葉紙及びその製造方法
【課題】低坪量でも嵩高感、厚み感のあるシングルエンボスの衛生薄葉紙を提供する。
【解決手段】
平面視形状が円形又は楕円形であって、平面視面積が0.1〜1mm2であるエンボス凸部が1cm2あたり10〜30個配されている衛生薄葉紙により解決される。
(もっと読む)
衛生薄葉紙及びその製造方法
【課題】肌触りのよいシングルエンボスの衛生薄葉紙を提供する。
【解決手段】
頂面部の面積が0.3〜1.8mm2、テーパー角が20〜50度、高さが0.3〜1.5mmである円錐台又は楕円錐台の単位エンボス付与凸部で構成されるエンボスパターンを有するエンボスロールを用いて衛生薄葉紙にエンボスを付与する。
(もっと読む)
離型紙の製造方法および離型紙の製造装置
【課題】高いコントラストを有する模様を転写し得る離型紙を高い生産効率で製造することができる製造方法を提供する。
【解決手段】製造方法は、原反20に凹凸模様12を形成して離型紙10を製造する方法である。製造方法は、ドライアイス粒を前記原反の表面に吹きつけるブラスト加工によって、前記凹凸模様の凹凸よりも微小な凹凸16を前記原反の表面20aに形成する工程と、エンボス加工によって、微小な凹凸を形成された前記原反の前記表面に前記凹凸模様を形成する工程と、を備える。
(もっと読む)
離型紙の製造方法および離型紙の製造装置
【課題】高いコントラストを有する模様を転写し得る離型紙を高い生産効率で製造することができる製造方法を提供する。
【解決手段】製造方法40は、原反20に凹凸模様12を形成して離型紙10を製造する方法である。製造方法40は、ラビング処理により前記原反の表面を粗化する工程と、エンボス加工により、粗化された前記原反の前記表面に前記凹凸模様を形成する工程と、を備える。
(もっと読む)
簡易ナプキン、及び簡易ナプキンの製造方法
【課題】 低コストで、多様なカラーニーズに対応し、且つ層間剥離されにくい、周縁部をエンボス加工した2枚重ねの簡易ナプキンを提供する。
【解決手段】 2枚重ねの連続シートSの一面側の全面又は周縁部の全面又は周縁部範囲内の部分面に所望カラーの水性インキを主体とした湿潤液13Aを塗布し、湿潤化された塗布面を含む周縁部対応エンボス範囲2を加熱下でエンボス加工40する。
(もっと読む)
61 - 80 / 151
[ Back to top ]