
Fターム[4L056BA07]の内容
Fターム[4L056BA07]に分類される特許
21 - 33 / 33
撚糸巻取り装置
【課題】 撚糸機の、機構が、簡略化され、不要な駆動を省き、少エネルギー効果があり、小スペースにもつながる撚糸巻き取り装置の提供。
【解決手段】 撚糸された糸を、巻き取る時、フライヤー又は、リング及びトラベラーを、スピンドルに装着した、巻取りボビンの中心軸に対し、45度前後に装着する事により、撚りが掛かった糸は、送ら出された分、ボビンに巻きながら上下に振られ、随時巻かれる。
(もっと読む)
コアヤーン製造装置における芯糸のテンション調整装置

【課題】コアヤーン製造装置において、芯糸の供給ライン上に、テンサーを設け、該テンサーに対する芯糸の巻き付き角を変更可能にし、芯糸のテンションの微調整、糸継ぎ時のテンションの調整を可能になした芯糸テンション調整装置を提供すること。
【解決手段】ドラフトされた繊維束4に対して、芯糸Fを供給しつつ、旋回空気流を作用させて、該繊維束と芯糸とによりコアヤーンを製造するコアヤーン製造装置において、前記芯糸の供給ライン上に、上流側ヤーンガイド22および下流側ヤーンガイド23を備えたテンサー21を設け、テンサーに対する上流側ヤーンガイドおよび下流側ヤーンガイドの少なくともいずれか一方を位置変更するためのヤーンガイド位置変更手段33を備えてなり、前記テンサーに対する芯糸の巻き付き角を変更可能になしたことを特徴とするコアヤーン製造装置における芯糸のテンション調整装置。
(もっと読む)
撚糸機
【課題】給糸カバーがバルーン糸に従動回転することによる不具合発生を防止することができる撚糸機を提供する。
【解決手段】静止ディスク5に載置された給糸パッケージ8の周囲を覆う給糸カバー6が静止ディスク5と一体的に設けられていると共に、静止ディスク5の下方に配置された回転ディスク7から径方向に導出された糸Y2が給糸カバー6の周囲でバルーンを形成するようになっている撚糸ユニットを複数備えた撚糸機であって、撚糸ユニットはそれぞれ、静止ディスク5または給糸カバー6が所定位置に静止しているか否かの判別を行うようになっており、さらに、静止ディスク5または給糸カバー6が所定位置に静止していないと判別した場合、作動しないようになっている撚糸機とした。
(もっと読む)
精紡交撚糸及びその製造方法
【課題】 高品質で毛羽が少なく優れた強度を有し、かつソフトな風合いを有する布帛を製造しうる精紡交撚糸と、そのような精紡交撚糸を低コストで安定して製造する方法とを提供することを技術的な課題とする。
【解決手段】 撚係数が1.0〜2.5の範囲で交撚されてなり、毛羽長3mm以上の平均毛羽指数が100以下である精紡交撚糸、及び単一の単繊維からなる2本の同一の繊維束を交撚する精紡交撚糸の製造方法において、各繊維束をドラフト域の下流に配設された繊維束収束装置を通過させた後、回転ローラとデリベリローラとによって通気エプロンを介して特定のニップ点間隔でニップして下流に送り出し、その後、交撚する精紡交撚糸の製造方法。
(もっと読む)
コアヤーン及びその製造方法及びその製造装置
【課題】 コアヤーンにおいて、細い金属線に可紡性繊維の束を巻き付けてなり容易に製造でき均一で高品質かつ丈夫なこと。
【解決手段】 フロントローラ9とスピンドル15の回転数を調節することによって、コアヤーン10の芯となるステンレス線4に切断強度の約40%〜約70%の張力を加えながら紡糸することで、ステンレス線4が一直線に張り綿粗糸6が確実に巻き付いて、均一に紡糸される。さらに、綿粗糸6に適切な撚りを掛ける必要があり、普通経糸または甘撚経糸の撚り係数で算出された撚り数の+20%を超えると「コア外れ」が発生し、−20%を下回ると綿粗糸6が滑って部分的にステンレス線4から離れてしまう「シース抜け」が発生する。綿粗糸6の場合には、普通経糸または甘撚経糸の撚り係数で算出される撚り数は24回であるから、綿粗糸6の撚り数が24回になるように、スピンドル15の回転数を調節した。
(もっと読む)
ムラ糸の製造方法及びそのムラ糸を用いた織編物
【課題】 特別な精紡機を必要とせず、通常の紡績機械で製造でき、自然な感じのムラを持ったムラ糸の製造方法を提供する。
【解決手段】 コーマ落綿などの短い繊維を多く含む原綿を練条機の工程を通さずに直接粗紡機で粗糸にする繊維長の短い第1の粗糸と、カード、練条機等を通し粗紡機により粗糸にされた通常の繊維長を有する繊維からなる第2の粗糸を、精紡機の供給部で合わせてドラフトしながら精紡することにより、糸切れなく細い糸から太い糸まで提供する。
(もっと読む)
コアヤーン紡績における芯糸検出方法及び装置
【課題】コアヤーン内の芯糸の有無を確実に検知して、芯糸のないコアヤーンの製造を防止する。
【解決手段】
芯糸Fの周囲に繊維束Sを巻き付けてコアヤーンCを製造する方法において、紡績開始後の所定時間、芯糸Fの含有率を通常紡績時より変化させたコアヤーンCを紡出して、芯糸Fの有無を検出するようにした。延伸した弾性糸の芯糸からなるコアヤーンCを紡出して、このコアヤーンCを弛ませることによるコアヤーンの太さの変化に基づいて芯糸の有無を検出しても良い。
(もっと読む)
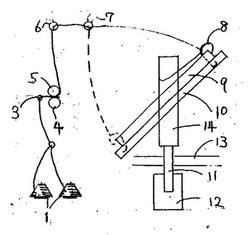
コアヤーン製造装置
【課題】CSY製造装置とCFY製造装置とが、それぞれ専用装置となっており、汎用性が損なわれるものとなっている。
【解決手段】コアヤーンの鞘繊維9をドラフトするドラフト装置100と、コアヤーンの芯繊維を供給する芯繊維供給装置1と、を備える、コアヤーン製造装置であって、芯繊維供給装置1は、ドラフト装置100の上方位置で、芯繊維供給装置1における芯繊維の送出経路が、機台正面側に対して前低後高となるように構成されると共に、芯繊維供給装置1のベースフレーム10の後上部には、CSY用パッケージ3を支持し弾性糸4を巻き出すCSY用巻出し装置2と、芯繊維供給装置1の後方に配置されるCFY用パッケージ13から引き出されるフィラメントヤーン14を案内するCFY用糸ガイド12と、が備えられる。
(もっと読む)
コアヤーンの製造方法及び装置
【課題】弾性芯糸を確実に捕捉して、弾性芯糸のないコアヤーンの製造を防止する。
【解決手段】
ドラフト装置3に所定量のスライバSを供給し、このスライバSに芯糸Dを合流させてコアヤーンを製造する方法において、紡績開始後の所定期間、所定量よりも多い量のスライバSをドラフト装置3に供給してこの間に芯糸Dをスライバに合流させ、その後、所定量のスライバSをドラフト装置3に供給する。好ましくは、ドラフト装置3の所定のドラフトローラの回転速度によって、ドラフト装置3に供給するスライバSの量を変更する。
(もっと読む)
芯糸供給装置及びそれを備えたコアヤーン製造装置
【課題】芯糸パッケージからの芯糸の解舒をスムーズに行うと共に、ドラフト装置の繊維配列が乱れないようにする。
【解決手段】
芯糸Dを芯糸パッケージから解舒しドラフト装置の所定位置へ供給するための芯糸供給装置7において、圧縮空気によって芯糸Dを解舒し下流へ送る圧縮空気噴射部71と、この送られた芯糸Dを所定部へ導く芯糸導出部73とを備えており、圧縮空気噴射部71と芯糸導出部73との間に、ドラフト装置の繊維配列を乱さないように圧縮空気噴射部71からの圧縮空気の一部を外方へ排出する排出空間部72を設けた。
(もっと読む)
コアヤーン製造装置における弾性糸パッケージ駆動装置
【課題】
逆巻きや回転ローラへの巻付き、および弾性糸の損傷を招くことのない、コアヤーン製造装置を提供する。
【解決手段】
駆動モータ23によって回転駆動する回転ローラ22に弾性糸パッケージ21を当接させ、回転ローラ22を回転させることにより、弾性糸パッケージ21を所定周速V0で回転させながら弾性糸Dを解舒し、解舒された弾性糸Dを芯糸としてコアヤーンCを製造するコアヤーン製造装置100において、弾性糸パッケージ21を停止状態から起動する際、所定周速V0に至るまで、弾性糸パッケージ21の周速を徐々に増速するための起動時周速制御手段CMを設けた。
(もっと読む)
コアヤーンを製造するための方法及び装置
【課題】芯糸2を中心にして繊維スライバ3を撚ることによって互いに結合される芯糸2と繊維スライバ3とからコアヤーン1を製造するための装置であって、吸込みスリット9を備えた集束装置の前に、芯糸2のためのフィードローラ4及びローラ対15,16が配置されていて、集束装置の後ろに別のローラ対6が配置されている形式のものにおいて、繊維スライバの集束が妨害されることなしに、繊維スライバをトラバースすることができ、かつ繊維スライバが接触するローラの摩耗を少なくする。
【解決手段】吸込みスリット9が芯糸2の走行方向xに対して斜めに延在しており、繊維スライバ3のためのトラバース装置22が設けられている。
(もっと読む)
紡績糸、ならびにその製造のための方法および装置
複数の第1の(4)および第2の(2)セグメントを含んでなる糸、(a)スライバを、回転をスライバの繊維に与え、部分的に強化された糸を形成するトルクジェット(14)を通過させる工程と、(b)部分的に強化された糸をインターレースジェット(16)を通過させて、強化された糸を形成する工程とを含んでなる、そのような糸を紡績するための方法、ならびにこの方法を行うための装置。  (もっと読む)
(もっと読む)
21 - 33 / 33
[ Back to top ]