
Fターム[5E313DD35]の内容
電気部品の供給、取付け (45,778) | 部品の移送、供給 (10,696) | 部品連による供給 (1,714) | 空テープ、引剥テープの取扱 (165)
Fターム[5E313DD35]に分類される特許
1 - 20 / 165
テープカット装置
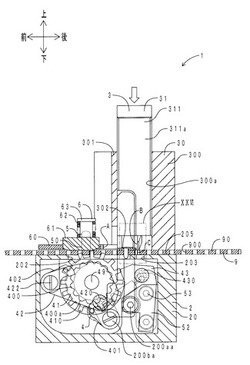
【課題】テープ切断時にテープが表裏方向に動きにくいテープカット装置を提供することを課題とする。
【解決手段】テープカット装置1は、所定の切断位置Bにおいて電子部品用のテープ9を切断するカッター311fと、テープ9を切断する際にテープ9の表裏方向の動きを規制する表裏方向規制部61、302と、を備える。テープカット装置1は、表裏方向規制部61、302を備えているため、テープ9を切断する際に、テープ9が表裏方向に動きにくい。したがって、テープ9の切断精度を向上させることができる。
(もっと読む)
部品実装機

【課題】テープフィーダから排出される空テープがテープガイド通路のガイドカバーの上面側へはみ出していることを検出できるようにする。
【解決手段】テープフィーダ12の先端から排出される空テープ15が導入されるテープガイド通路16の上面カバーであるガイドカバー21の上面のうちの空テープ15のはみ出し方向に位置する検査エリアに画像認識可能な画像認識部22が設けられている。ガイドカバー21の上面側への空テープ15のはみ出しを検査する際に、部品実装機のカメラをガイドカバー21の上面のうちの画像認識部22が位置する検査エリアの上方へ移動させて該検査エリアを上方からカメラ19で撮像し、画像処理により該検査エリアの画像内に画像認識部22を認識できたか否かを判定し、その結果、画像認識部22を認識できない場合は、ガイドカバー21の上面側への空テープ15のはみ出しが有ると判定する。
(もっと読む)
テープフィーダ
【課題】テープサプライヤをフィーダ本体に着脱可能に設けたテープフィーダにおいて、テープサプライヤの識別情報(サプライヤID)とフィーダ本体の識別情報(フィーダ本体ID)を自動的に管理できるようにする。
【解決手段】サプライヤIDが記憶されたRFタグ81をテープサプライヤに設け、フィーダ本体に装着されたテープサプライヤのRFタグ81からサプライヤIDを読み取るリーダ82をフィーダ本体に設ける。テープサプライヤのRFタグ81からサプライヤIDをフィーダ本体のリーダ82で読み取ったサプライヤIDの信号は、テープサプライヤの装着を確認する信号を兼ねる。フィーダ本体のメモリ86にフィーダ本体IDを記憶し、メモリ86から読み出したフィーダ本体IDとリーダ82で読み取ったサプライヤIDをフィーダ本体が装着された部品実装機側へ送信する。
(もっと読む)
テープフィーダ
【課題】テープフィーダにおいて、部品供給テープのスプロケット孔にスプロケットの歯を噛み合わせる作業を自動化する。
【解決手段】フィーダ本体13に部品供給テープ12をセットする際に、スプロケット42(スプロケット駆動機構部45)を自動的に退避位置へ下降させて部品供給テープ12をスプロケット42の上方にセットした後に、スプロケット42を噛合位置へ上昇させるように制御し、スプロケット42を噛合位置へ上昇させる制御を行ってもスプロケット42の歯が部品供給テープ12のスプロケット孔に噛み合わずに噛合検出センサ63から検出信号が出力されないときに、モータ44によりスプロケット42を回動させて該スプロケット42の歯が部品供給テープ12のスプロケット孔に噛み合って噛合検出センサ63から検出信号が出力されるまでスプロケット42を回動させる自動噛合動作を実行する。
(もっと読む)
テープフィーダ及び電子部品実装装置
【課題】ピックアップ位置におけるキャリアテープの幅方向の位置のばらつきを抑制して電子部品のピックアップミスの発生頻度を低減できるテープフィーダ及び電子部品実装装置を提供する。
【解決手段】テープ押さえ部材20に、後縁部20cがテープ送り方向と直交する方向に対して傾いて延びているトップテープ引出口20bを設ける。トップテープ16を後縁部20cに対して直交する方向に引っ張ると、キャリアテープ14には当該キャリアテープ14を斜め前方に押し出す力(推力)F1が働く。この推力の一部はテープ送り方向に押し出す力F2となるが、他の一部はキャリアテープ14を幅方向に付勢する力F3となって、キャリアテープ14をテープ通路5b上に設けられた当接部21に当接させるので、キャリアテープ14は当接部21に当接した状態のままピッチ送りされる。
(もっと読む)
電子部品実装装置およびテープフィーダならびにテープフィーダにおけるトップテープ送り方法
【課題】トップテープのテンションによるテープ押さえ部材の浮き上がりに起因するテープ押さえ部材の挙動不安定を抑制して電子部品のピックアップミスを防止することができる電子部品実装装置およびテープフィーダならびにテープフィーダにおけるトップテープ送り方法を提供することを目的とする。
【解決手段】テープフィーダ5においてキャリアテープ15から剥離されたトップテープ15eをピッチ送り方向と反対側に導いて送るに際し、トップテープ15eをテープ押さえ部材21において吸着位置の上流側に上方に突出して設けられた突出部26の上面を介して斜め下方に導いて、テープ押さえ部材21の浮き上がりを防止する。これにより、トップテープ15eのテンションによるテープ押さえ部材21の浮き上がりに起因するテープ押さえ部材21の挙動不安定を抑制して、電子部品のピックアップミスを防止することができる。
(もっと読む)
埃除去装置
【課題】テープフィーダ周辺の埃を効果的に除去可能な埃除去装置を提供する。
【解決手段】キャリアテープに形成された多数の収容凹部に電子回路部品が収容されたテープ化部品を送り出すことで電子回路部品を順次供給するテープフィーダ74に対向するとともに、電子回路部品が供給された後の廃キャリアテープが挿入される入口と、その挿入された廃キャリアテープを排出するための出口とを有するテープ排出ダクト92の入口に埃除去装置108を設け、その埃除去装置が、テープ排出ダクトの内部に向かってエアを吹き出すことで、テープ化部品から発生する埃をテープ排出ダクトの内部に吹き込むように構成する。このような構成により、テープ排出ダクト内からの埃の逆流を防止するとともに、テープフィーダ周辺の埃をテープ排出ダクト内に吹き込むことが可能となり、テープフィーダ周辺の埃を効果的に除去することが可能となる。
(もっと読む)
電子部品供給装置及び電子部品装着装置
【課題】作業者によるメンテナンス作業前或いは後の継ぎ目検出装置の状態確認作業を容易に行えるようにし、メンテナンス作業後の継ぎ目検出装置の誤動作を極力回避すること。
【解決手段】部品供給ユニット6の把手70の上面に設けられた表示部70Aには、左右のレーンに対応して表示手段としての7セグメント表示ユニット77が設けられている。下部セグメント91は収納テープCの送り動作に伴い短い間隔で点滅し、作業者は、下部セグメント91の表示状態の変化を確認することによって、継ぎ目検出装置102の動作状態、即ち、継ぎ目検出装置102が正常に動作していることを確認する。
(もっと読む)
テープフィーダ、部品実装装置及び部品実装方法
【課題】部品取り出し口に対して部品を正確に供給することができるテープフィーダ、部品実装装置及び部品実装方法を提供することを目的とする。
【解決手段】スプロケット32の外周部に設けられた各突起32bのテープ部材20の送り孔22と係合する高さでのテープ部材20の進行方向の寸法S1がテープ部材20の送り孔22の径Dよりも大きく、各突起32bのテープ部材20の送り孔22と係合する高さでのテープ部材20の進行方向と直交する方向の寸法S2がテープ部材20の送り孔22の径Dよりも小さい。
(もっと読む)
部品供給装置
【課題】スプロケットによる収納テープの送り抵抗を極力減らして、収納テープの間欠送りを安定化させること。
【解決手段】サプレッサ23はスプロケット36の送り歯36Hに送り孔Cbが噛み合った収納テープCが外れないように上方から押さえる。そして、前記サプレッサ23の水平片23B及び垂直片23Aの収納テープCやキャリアテープCcと接触し得る部位に、摩擦低減層であるPTFE層23Sを形成して、前記スプロケット36による収納テープCの送り抵抗を減少する。
(もっと読む)
電子部品の吸着ヘッド及び実装装置
【課題】この発明はTCPの幅寸法が変更になっても、その幅寸法に対応することができる吸着ヘッドを提供することにある。
【解決手段】下面に粘着テープが貼着されたTCPの上面を吸着保持して搬送する吸着ヘッドであって、
TCPの上面を吸着する吸着面77を有するヘッド本体71と、吸着面に開口形成された吸着孔78と、吸着面のほぼ全体に吸着孔に連通して形成され吸着孔に生じる吸引力を吸着面に分散させる連通溝79を具備する。
(もっと読む)
パーツフィーダおよびフィーダ調整方法
【課題】事前段取り作業の実行やステータスデータの参照などの調整作業を個々のパーツフィーダ毎に作業性が良い状態で行うことができるパーツフィーダおよびパーツフィーダの調整方法を提供することを目的とする。
【解決手段】テープフィーダ5において、テープ送り機構20、テープ回収機構27およびこれらを制御するためのフィーダ制御部19と、テープフィーダ5を電子部品実装装置1に装着して電気的に結合することにより充電される充電式バッテリー24とを備える。これにより、テープフィーダ5が電子部品実装装置1から取り外されたオフライン状態の際に充電式バッテリー24によってテープ送り機構20、テープ回収機構27、フィーダ制御部19に駆動電力を供給することができ、事前段取り作業の実行やステータスデータの参照などの調整作業を個々のテープフィーダ5毎に作業性が良い状態で行うことができる。
(もっと読む)
部品供給装置及び電子部品装着装置
【課題】
本発明の課題は、カバーテープをキャリアテープから分離させること無く電子部品を露出させることができ、生産性が高く動作の信頼性が高い部品供給装置を提供することにある。
【解決手段】
上記課題を解決するために、部品収納テープを収納テープリールに巻き付けた状態から順次繰り出して部品取出し位置まで送るテープ送り装置と、前記電子部品を露出させて該電子部品を取出し可能にする電子部品露出装置とを備え、前記電子部品露出装置は、部品収納テープの位置決めを行う位置決め装置と、カバーテープとキャリアテープの層間面に対して直角に配置された刃先が鋭角であるカッターと、前記電子部品がキャリアテープから取出し可能にするために、切断したカバーテープを開口する押し広げ手段と、該押し広げ手段により露出させられた前記電子部品を取出すための部品取出し部とから成ることを特徴とする。
(もっと読む)
部品供給装置及び電子部品装着装置
【課題】
作業員を介さず剥離後のカバーテープの搬送を行うことができ、これにより生産性が向上する部品供給装置を提供する。
【解決手段】
上記課題を解決するために、部品収納テープの位置を決定する位置決め装置と、カバーテープをキャリアテープから剥がす剥離装置と、該剥離装置で剥離したカバーテープをストックしておくカバーテープストッカーと、前記剥離装置で剥離したカバーテープを前記カバーテープストッカーに送る羽付回転体と、前記カバーテープを剥離することで露出させられた電子部品を取出すための部品取出し孔とから成る電子部品露出装置を有することを特徴とする。
(もっと読む)
テープフィーダ及び部品実装方法
【課題】テープ部材が停止中のスプロケットの歯に対して進行してしまって部品取り出し位置における部品の供給ずれが発生する事態を防止することができるテープフィーダ及び部品実装方法を提供する。
【解決手段】トップテープにテンションを付与するテンション付与機構35が、フィーダ本体に揺動自在に設けられたアーム部材41、アーム部材41の先端部に設けられてトップテープに当接する当接ローラ43、両端部がアーム部材41及びフィーダ本体に取り付けられてアーム部材41を揺動方向に付勢し、当接ローラ43をトップテープに押し付けるばね部材44から成り、ばね部材44が、アーム部材41に第1の付勢力を与える「第1のばね部材取り付け位置」52a及びアーム部材41に第1の付勢力よりも小さい第2の付勢力を与える「第2のばね部材取り付け位置」52bのいずれかに選択的に取り付けられる。
(もっと読む)
テープフィーダ及び部品実装方法
【課題】テープ部材が停止中のスプロケットの歯に対して進行してしまって部品取り出し位置における部品の供給ずれが発生する事態を防止することができるテープフィーダ及び部品実装方法を提供する。
【解決手段】トップテープにテンションを付与するテンション付与機構35が、フィーダ本体に揺動自在に設けられたアーム部材41、アーム部材41の先端部に設けられてトップテープに当接する当接ローラ43、両端部がアーム部材41及びフィーダ本体に取り付けられてアーム部材41を揺動方向に付勢し、当接ローラ43をトップテープに押し付けるばね部材44から成り、ばね部材44が、テープ押さえにおけるトップテープ24の引き出し口(第1のトップテープ引き出し口及び第2のトップテープ引き出し口)に応じて「第1のばね部材取り付け位置」52a又は「第2のばね部材取り付け位置」52bに取り付けられる。
(もっと読む)
電子部品実装装置
【課題】電子部品収容テープ同士の結合部を迅速かつ適切に検出することができ、効率よく高い精度で電子部品を搭載することができる電子部品実装装置を提供することを課題とする。
【解決手段】ヘッド本体と、電子部品が格納された格納室が列状に配置された電子部品収容テープを複数保持する保持部および電子部品収容テープを送るフィーダ部を有する部品供給装置と、ヘッド支持体に固定され、吸着領域を撮影するカメラユニットと、ヘッド本体および部品供給装置の動作を制御する制御部と、を有し、制御部は、カメラユニットで取得した部品供給装置の吸着領域の画像を解析し、解析結果に基づいて吸着領域の電子部品収容テープがスプライシングされた部分であるかを判定し、吸着領域の電子部品収容テープがスプライシングされた部分であることを検出した場合、電子部品収容テープが切り換ったと判定することで上記課題を解決する。
(もっと読む)
テープフィーダ
【課題】キャリアテープの装着作業におけるスプロケットへの係合状態を確実に維持して、作業性および作業効率を向上させることができるテープフィーダを提供することを目的とする。
【解決手段】テープフィーダの本体部5aに設けられたテープ走行路5dにおいて、トップテープ15eをベーステープ15aからトップテープ剥離部22aによって剥離するテープ剥離位置よりも下流側のスプロケット20の側方に、スプロケット20に係合したベーステープ15aの一端部をテープ送り方向に導入する導入部26aと、導入されたベーステープ15aのエンボス部15c側の一端部の上方に位置して、このベーステープ15aの浮き上がりを防止する浮き上がり防止部26bとが設けられた規制部材26を配設する。
(もっと読む)
部品供給装置
【課題】簡易な機構により、カバーテープをキャリアテープから引き剥がし、カバーテープの送り作業を自動化することが可能な部品供給装置を提供する。
【解決手段】キャリアテープ10とカバーテープ6とからなる部品収納テープ1を、収納テープリールに巻き付けられた状態から順次繰り出して部品取出し位置まで間欠送りするテープ送り装置と、部品収納部にある電子部品を露出させて電子部品を取出し可能にする電子部品露出装置20を備える部品供給装置であって、前記電子部品露出装置20は、部品収納テープ1に上方から接触する上面テープ押さえ機構27、及び部品収納テープ1を下方から前記上面テープ押さえ機構27に向かって押圧する押圧機構28からなる位置決め装置21と、位置決めされた部品収納テープ1のカバーテープ6を剥離する剥離装置22と、該剥離装置22により露出させられた電子部品を取出すための部品取出し孔26とを備えた。
(もっと読む)
粘着テープの貼着装置及び貼着方法
【課題】この発明は所定長さに切断された粘着テープの切断部の頭出し精度が低下するのを防止した粘着テープの貼着装置を提供することにある。
【解決手段】離型テープの供給リール11と、供給リールから離型テープを所定の長さずつ間欠的に引き出して走行させる送り機構20と、送り機構によって引き出されて走行する離型テープに貼着された粘着テープを所定の長さに切断する切断機構31と、切断機構によって切断されて貼着位置に位置決めされた所定の長さの粘着テープを貼着位置で待機するTCPに加圧加熱して貼着する加圧ツール48と、離型テープの走行方向の送り機構よりも上流側で、貼着手段よりも下流側において離型テープに残留する粘着テープを除去する残留物除去手段53を具備する。
(もっと読む)
1 - 20 / 165
[ Back to top ]