
Fターム[5H269BB03]の内容
数値制御 (4,320) | 目的、目的を達成するための改良点 (693) | 作業精度の向上 (156)
Fターム[5H269BB03]に分類される特許
1 - 20 / 156
速度制御方法及び速度制御装置
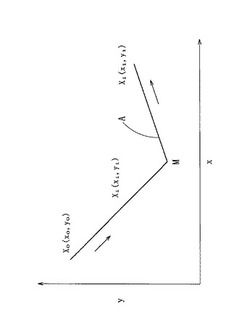
【課題】物体の通過する軌跡上の各点における曲率に応じた速度で物体を移動させる速度制御方法の提供。
【解決手段】軌跡の座標データを入力、軌跡上の各点における曲率を計算、算出された各点での曲率から各点での物体の速度を(1)式に示される角速度を用いた(2)式にて計算、算出された各点での速度を物体に出力。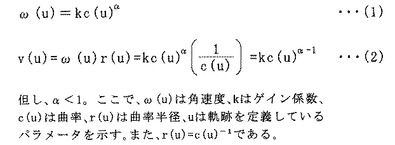 (もっと読む)
(もっと読む)
モーションコントロールシステム

【課題】 刻々と変化するネットワーク負荷状況に合わせた最適な最小限の遅延時間で同期動作が可能であると共に、ネットワーク異常時でも同期ずれを起こさないモーションコントロールシステムを提供する。
【解決手段】 各モーションコントローラ1、5、6に、自分がマスタの場合通信遅れを予め設定された遅延監視周期で測定することを指令し、スレーブの場合測定結果をマスタに返す遅延監視処理部13と、自分がマスタの場合同期動作時に遅延時間を現在の時間に加算した時間でモーション制御処理部11およびスレーブに動作開始を指令し、スレーブの場合マスタから指令された時間でモーション制御処理部11に動作開始を指令する同期制御処理部14を備える。
(もっと読む)
サーボモータの制御装置
【課題】位置決め精度の向上と、加工面の品位向上を位置指令等の補正の切り換えにより達成する。かつ、この切り替え時のショックを緩和する。
【解決手段】補正量生成部15は、機械温度等の補正要因となる信号に基づいて補正量を求める。又、外部信号2がオン時にはスイッチ17a,bを介して、補正量生成部15で求めた補正量で、位置指令等を補正する。補正量保持部16は、補正量生成部15から出力される補正量を更新記憶する。外部信号2がオフで、スイッチ17a,bが切り替わり、補正量保持部16の補正量で補正する。スイッチ17a,bが切り替わっても、補正量の急激な変化はなく機械にショックを与えない。位置決め時には外部信号をオンとし、補正量生成部15からの補正量で補正し正確に位置決めできる。加工面の品位を上げるときには外部信号をオフとして、補正量の変化をなくし加工面の品位を向上させる。
(もっと読む)
ワークの姿勢制御方法およびNC工作機械
【課題】ワークの表面の形状やワークの材質等に限定されることなく、簡易かつ高精度にワークの取り付け姿勢の制御を行うことを可能とした、ワークの姿勢制御方法およびNC工作機械を提案する。
【解決手段】測定器13を利用してテーブル11に固定されたワーク30の被測定面上の任意の3測点について3次元座標を測定し、測定された3測点の3次元座標によりワーク30の被測定面の傾きデータおよび方向データを算出し、ワークの被測定面を所定の姿勢に制御するための傾きデータおよび方向データに対する補正データを算出し、算出された補正データによりテーブル11を回転させてワーク30の被測定面を所定の姿勢に制御する方法と、これに使用するNC工作機械1。
(もっと読む)
通信処理方法
【課題】汎用通信手段を用いたモータ駆動システムでも高速、高精度の同期運転を実現する通信処理方法を提供する。
【解決手段】同期運転を行う主軸と従軸を設定するステップ1と、上位コントローラと接続されたモータ駆動装置との通信を行うステップ2と、主軸と従軸間でデータを送受信し同期誤差に対する補正を行うステップ3と、上位コントローラと通信を行うモータ駆動装置を切替えるステップ4とを備え、ステップ2を実行する毎に、主軸と従軸間でデータの共有を行い、同期誤差を補正する。
(もっと読む)
移動装置
【課題】サーボ制御系が宿命的に持つ位置決め完了後のゆらぎ振動現象を、実用上、問題にならない値に抑制し、位置決め完了後の位置の安定性の向上を図ること。
【解決手段】移動体13の位置を検出するリニアスケール14と、前記第1の位置検出手段の分解能より高い分解能を有し移動体駆動用のサーボモータ26の位置を検出するロータリエンコーダ34とを設け、リニアスケール14によって検出される位置情報に基づく位置決めが完了した後は、リニアスケール14によって検出される位置情報に基づく位置制御を無効にし、ロータリエンコーダ34によって検出される位置情報のみに基づいて位置制御を行う。
(もっと読む)
モータの位置データを伝送し再生処理する方法およびその方法を実施する駆動制御システム
【課題】モータの位置データを伝送し再生処理する方法およびその方法を実施する駆動制御システムを得ること。
【解決手段】「A伝送路5上の伝送周期(第1の周期)」<「B伝送路6上の伝送周期(第2の周期)である状況下において、駆動制御装置1は、位置検出器4が第1の周期でA伝送路5上に送出したモータ3の位置データをその第1の周期でサンプリングし、所定数のサンプリング位置データを一つにまとめてデータ塊とし、それを(図に示す「パックデータ012」である)第2の周期でB伝送上に送出する。位置決め制御装置2は、B伝送路6からパックデータを第2の周期で取り込み、それを第1の周期で元の個々の位置データに戻す再生処理とそれに基づく推定処理とを行う。
(もっと読む)
仕上げ加工装置及び仕上げ加工方法
【課題】複数部材を突き合わせて溶接した部位を除去し、滑らかな仕上げ表面を自動で作成することを目的とする。
【解決手段】本発明の仕上げ加工装置1は、ワーク2の所定部分20を除去して仕上げる加工ツール30を有するロボット3と、該ワーク2の除去すべき該所定部分20を含む三次元形状を測定し加工前形状データを得る計測手段4と、該加工前形状データから除去する該所定部分の除去形状データを取り除いた残存形状データから該所定部分の自由曲面データを得る自由曲面生成手段と、該除去形状データと該自由曲面データより除去する除去データを作成する除去データ作成手段と、該除去データに基づいて該ロボット3を駆動し該ワーク2の該所定部分20を除去するロボット制御手段と、をもつことを特徴とする。
(もっと読む)
工具経路作成方法および工具経路作成プログラム
【課題】NCシミュレータによる、削り込みまたは削り残しの確認をすることなく、工具経路を作成する。
【解決手段】曲面切削加工の際の工具の移動する経路である工具経路のデータを作成するCAM装置における工具経路作成方法であって、前記CAM装置が、加工対象物の外形の形状データを異なるオフセット量でオフセットした曲線である第1の曲線PA(t)および第2の曲線P(t)を算出し、前記第1の曲線PA(t)上の任意の点である第1の点PA0を算出し、前記第1の点PA0から、前記第2の曲線P(t)に接する直線502を算出し、前記直線502が前記第1の曲線PA(t)と交わる点である第2の点PA1を算出し、前記第1の点PA0と、前記第2の点PA1とを結んだ直線502を算出することによって、工具経路を作成することを特徴とする
(もっと読む)
産業用ロボットおよびたわみ補正方法
【課題】 ユーザーがワークの重量および重心を設定しなくとも精度の高いたわみ補正を自動的に実行できるようにする。
【解決手段】 ティーチング位置へ移動後、ワークを掴んでいない状態の各軸のトルクと、ワークを掴んだ状態の各軸のトルクからトルク変化分を求め、トルク変化―補正パルステーブル6により、各軸の補正パルスを求め、補正パルス分各軸動作させる。
(もっと読む)
面モデルの作成装置と作成方法
【課題】 工具参照面モデルを精度よく作成するための技術を提供する。
【解決手段】 工具参照面モデルの作成装置は、加工面が配置された三次元空間に三次元格子を区画し、加工面上の代表点毎に工具形状を反転配置し、工具形状が存在する単位三次元格子群領域を記述する転置工具格子データと、工具形状境界が通過する単位三次元格子群に属する格子点毎に工具形状境界までの距離値を記述する転置距離場データを作成する手段と、各転置工具格子データの単位三次元格子群領域を併合し、併合領域の境界に位置する単位三次元格子群を記述する併合格子データを作成する手段と、併合格子データの単位三次元格子群に属する格子点毎に、転置距離場データ群のなかの最小距離値を記述する併合距離場データを作成する手段と、併合距離場データが格子点毎に記述する距離値に基づいて工具参照面モデルを作成する手段を備えている。
(もっと読む)
ローダの位置教示装置
【課題】ローダが本来停止すべき位置からどれくらい、どの方向に外れているのかを視覚的に判断できて、作業者がローダ位置を簡単に修正できるローダの位置教示装置を提供する。
【解決手段】ローダの位置教示装置は、対象機械1のチャック2に対するローダチャック14の上下左右の相対位置を検出する相対位置検出手段31を備える。また、この相対位置検出手段31の出力に従い、対象機械1のチャック2の位置とローダチャック14の位置を表示装置34の画面上に図で表示する相対位置表示手段35を有する。作業者の入力操作によって前記移動機構16を動作させてローダチャック14の位置を変更するローダ操作手段36と、作業者の入力操作が行われることでローダチャック14の現在位置をワーク渡し位置として前記停止位置記憶手段23に記憶させる教示位置指定手段37を備える。
(もっと読む)
主軸変位量補正装置
【課題】転がり軸受で主軸を支持した場合においても、主軸の非同期変位の変動の影響を抑制し、高品位加工を精度良く行う。
【解決手段】主軸回転変位量補正装置は、主軸11の時間軸回転変位量を測定するセンサ21、22と、センサ21、22によって測定された変位量に基づいて、主軸回転周波数の1/2倍の周波数のときの変位量およびこれに含まれた正弦波の周期を算出し、算出した変位量および周期に基づいて、その変位量を打ち消すように主軸の位置指令値を補正するための補正値を算出する算出手段43とを備えている。
(もっと読む)
切削加工方法及び切削加工装置
【課題】 被加工物の表面に対して高精度で切削加工を施すことができる切削加工方法及び切削加工装置を提供すること。
【解決手段】 切削工具6を所定の送り方向に送ることにより、回転される被加工物16の表面に対して切削加工を施す切削加工方法。切削開始位置より所定の送り方向に送り速度fで切削工具6を送り、所定の切込み量dでもって被加工物16に対して一次切削加工を行い、その後に、切削開始位置から所定の送り方向に送りの位相を距離φ1=f/2だけずらして所定の送り方向に送り速度fで切削工具6を送り、所定の切込み量dでもって被加工物16に対して二次切削加工を行う。
(もっと読む)
工作機械及びそのプログラム変換方法
【課題】精密加工を他の動作からの悪影響を受けることなく高精度に行うことができるとともに、良好な加工効率を得ることができる工作機械及びそのプログラム変換方法を提供する。
【解決手段】複数のプログラムを同時に実行して加工を行う工作機械において、加工前に各プログラムに精密加工動作期間が存在するか否かを解析する。この解析の結果、精密加工動作期間が存在する場合には、指令された精密加工の開始タイミングと終了タイミングとを認識する。そして、精密加工動作期間が指定されていないプログラムにおける一般動作の開始タイミングから終了タイミングまでの間の動作の速度または加速度または加加速度のうち、少なくとも一つの速度値を低下させる。
(もっと読む)
工具の加工姿勢設定方法
【課題】 ワークを加工する回転工具の加工姿勢設定方法において、適切な工具の加工姿勢を短時間で設定する。
【解決手段】 回転工具の加工姿勢を設定する工具の加工姿勢設定方法であって、ワークの加工領域において、製品形状情報と工具形状情報とに基づいて、製品形状面から距離r離れた位置に複数の抽出点を設定する抽出点設定工程と、製品形状面を距離r分オフセットさせるオフセット形状面生成工程と、各抽出点P0〜P4毎に、放射状の視線で投影面に対して透視投影を行い、オフセット形状面により視線が遮蔽されない背景部を算出する背景部形状算出工程と、各抽出点P1〜P4が特定の抽出点P0に一致するようにオフセット形状面を平行移動させて、各背景部が重複する最小背景部を算出する最小背景部形状算出工程と、特定の抽出点P0を頂点として最小背景部に内接する円錐内に工具の加工姿勢を設定する工具加工姿勢設定工程とを有する。
(もっと読む)
回転軸の定位置停止制御装置
【課題】回転軸が定位置にて停止するまでに要する時間を短縮する。
【解決手段】定位置停止制御装置(10)が、制御周期毎に移動指令を作成する移動指令作成手段(22)と、移動指令作成手段により作成された移動指令に応じて制御周期毎に回転軸(61)を位置制御する位置ループ制御手段(25)と、上位制御装置(45)により作成された速度指令(V0)と所定の速度指令(V1)とのうちの一方の速度指令に応じて回転軸を速度制御する速度ループ制御手段(35)とを具備し、速度ループ制御手段による回転軸の速度制御から位置ループ制御手段による回転軸の位置制御への切換えを行う。この定位置停止制御装置において、移動指令作成手段により作成される移動指令は、回転軸の加減速能力に相当する加速度以下の加速度を有するようにする。
(もっと読む)
自由曲線加工法および数値制御装置
【課題】X−Y座標移動用の制御軸の動作、停止が交互に起きることがなく、加工面に継ぎ目マークが付つくこともなく、高精度、高品質の自由曲線加工を行えるようにすること。
【解決手段】直線補間ブロックの終点位置においてバイト工具の刃先が、その終点位置を定義している直線補間ブロックにおける工具進行方向Bn→に真直に向くように、C軸を制御する。
(もっと読む)
多軸サーボシステムと自動調整方法
【課題】パラメータ自動調整装置が不要で、複数軸を同じサーボパラメータに調整できる多軸サーボシステムを提供する。
【解決手段】 複数のモータ制御装置(1)から一つを調整軸モータ制御装置(11)に、他を展開軸モータ制御装置(12)にパラメータで指定し、上位装置(3)は、複数のモータ制御装置(1)に動作させる移動指令発生部(31)と、調整軸モータ制御装置(11)のパラメータ変更要求とパラメータの識別情報と変更情報とに従い、複数のモータ制御装置(1)のサーボパラメータを変更するパラメータ設定部(32)を備え、モータ制御装置(1)は、制御係数を計算するパラメータ計算部(114)と、サーボ情報を解析してパラメータの値を決定し、パラメータの変更が必要かどうかを判断するパラメータ調整部(112)と、パラメータ変更要求とパラメータの識別情報と変更情報を上位装置(3)に送信するパラメータ変更要求部(113)とを備えた。
(もっと読む)
数値制御装置
【課題】微小移動を指令するブロックが連続していても、安定した移動ができる数値制御装置を提供する。
【解決手段】軸移動を行わない仮プログラムの実行を行う。この仮プログラム実行では、現在分配処理中の時間内で先読み可能なブロック数Nを求め(S15)、この先読み可能なブロック数Nになるまで各ブロックでの移動指令の距離を積算し積算移動距離Lを求める(S7〜S10)。この積算移動距離Lから出力可能速度Vaを求める(S11)。以下、これを繰り返し、最小の出力可能速度Vaを求める(S12、S13)。最小の出力可能速度Vaとプログラムで指令された速度指令の小さい方を、実際にプログラムを実行するときの速度指令とする(S16〜S19)。これにより、各ブロックで指令された移動量が微小でも、移動が停止することなく、安定した移動ができる。
(もっと読む)
1 - 20 / 156
[ Back to top ]