
国際特許分類[B21B1/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 中実または輪かく状断面をもつ半製品を製造するための金属圧延方法または圧延機;圧延機列による連続作業;圧延機設備のレイアウト,例.スタンドの集合化;バスの連続またはカリバー形状の連続的変化 (1,932)
国際特許分類[B21B1/00]の下位に属する分類
断面形状が重要でない重い素材,例.インゴット,スラブ,ビレット,の圧延のためのもの (171)
特定の断面をもつ素材,例.アングル山形鋼 (205)
線材または類似の小断面を有する材料の圧延のためのもの (141)
長さの不定な帯または板の圧延のためのもの (947)
限定された長さの板の圧延のためのもの,例.折り曲げ板,かさね板 (216)
特別な問題のある箔の圧延のためのもの,例.薄さのせいによるもの (64)
段階圧延または遊星圧延のためのもの (8)
連続鋳造後ただちに金属を圧延するためのもの (115)
国際特許分類[B21B1/00]に分類される特許
61 - 65 / 65
多方向変形によってスパッタリング物品を形成する方法
複数のスパッタターゲットを形成するよう分割するのに十分な寸法を有するバルブ金属のミル成形体を製造する方法が記載される。本方法は、約100μm以下の好ましい平均粒度及び/又は組織バンドの実質的にない組織を有するミル成形体を形成するためのインゴットの多方向変形を含む。 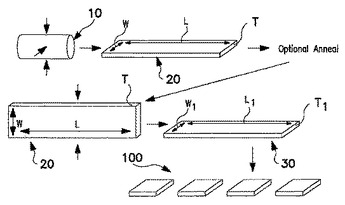 (もっと読む)
(もっと読む)
加熱された金属圧延材を圧延するための方法及び設備

【課題】 年間僅かな量の線材及び棒材も、また管も、経済的な方法で製造することが可能である方法及び圧延設備を提供する。
【解決手段】 方法としては、同一の圧延設備に対し、一方では線材及び棒材の圧延を、並びに他方ではシームレス管の圧延を行い、その際そのユニットの1部分を線材又は棒材の圧延の際にも、また管の圧延の際にも使用する。この方法を実施するための圧延設備としては、炉1及び横方向搬送装置6の後方に並んで、線材又は棒材のための圧延ライン4と、管のための圧延ライン7とが設けられており、これらの圧延ラインが、後で再び、少なくとも1つの切断装置16又は17を有する共通の圧延ライン14へ統合されており、その後方には冷却床18及び/又は他の調整装置が続く。
(もっと読む)
継目無鋼管用連続鋳造鋳片の製造方法

【課題】 ポロシティおよび凝固組織を消滅させ、鋳片の内部品質を向上させ、製管時の内面疵を完全に防止する丸鋳片の製造方法を提供する。
【解決手段】 下記の工程を備えている継目無鋼管用連続鋳造鋳片の製造方法。
継目無鋼管用連続鋳造鋳片の製造方法
【課題】 ポロシティおよび凝固組織を消滅させ、鋳片の内部品質を向上させ、製管時の内面疵を完全に防止する丸鋳片の製造方法を提供する。
【解決手段】 下記の工程を備えている継目無鋼管用連続鋳造鋳片の製造方法。
HDR式連続圧延方法
【課題】 製造設備を長大化させることなく省エネルギー・高能率の連続圧延を可能にする。
【解決手段】 連続鋳造機1により連続鋳造されたビレット10を順次接続ライン12に直送し、ビレットのスケールをスケール除去装置3において除去した後、先行ビレットの後端面と後行ビレットの先端面を走間フラッシュバット溶接装置4においてフラッシュバット溶接し、その溶接部15のバリを走間バリ取り装置5においてグラインダー51〜53により削除し、連続ビレットを誘導加熱装置6で加熱し、圧延機列7で連続圧延する。
(もっと読む)
61 - 65 / 65
[ Back to top ]