
国際特許分類[B21B1/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 中実または輪かく状断面をもつ半製品を製造するための金属圧延方法または圧延機;圧延機列による連続作業;圧延機設備のレイアウト,例.スタンドの集合化;バスの連続またはカリバー形状の連続的変化 (1,932)
国際特許分類[B21B1/00]の下位に属する分類
断面形状が重要でない重い素材,例.インゴット,スラブ,ビレット,の圧延のためのもの (171)
特定の断面をもつ素材,例.アングル山形鋼 (205)
線材または類似の小断面を有する材料の圧延のためのもの (141)
長さの不定な帯または板の圧延のためのもの (947)
限定された長さの板の圧延のためのもの,例.折り曲げ板,かさね板 (216)
特別な問題のある箔の圧延のためのもの,例.薄さのせいによるもの (64)
段階圧延または遊星圧延のためのもの (8)
連続鋳造後ただちに金属を圧延するためのもの (115)
国際特許分類[B21B1/00]に分類される特許
21 - 30 / 65
太陽電池用インターコネクタ材及びその製造方法、並びに、太陽電池用インターコネクタ
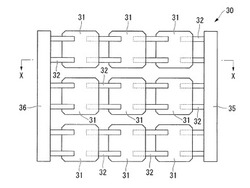
【課題】半田接合時に生じる熱応力を均一に吸収し、セルの反りの発生を防止することが可能な太陽電池用インターコネクタ材及び太陽電池用インターコネクタ材の製造方法、並びに、この太陽電池用インターコネクタ材によって構成された太陽電池用インターコネクタを提供する。
【解決手段】太陽電池モジュール30においてセル31間同士を接続する太陽電池用インターコネクタ32として使用される太陽電池用インターコネクタ材であって、質量百万分率で、Zr及びMgのうち少なくとも1種を3〜20ppm、Oを5ppm以下、を含み、残部がCu及び不可避不純物からなり、平均結晶粒径が300μm以上とされていることを特徴とする。
(もっと読む)
圧延機

【課題】仕上圧延ロールを移動する移動装置を備える圧延機において、移動装置に起因するトラブルを低減させる。
【解決手段】仕上圧延ロールの周面の輪郭Aが、端部の厚みが該端部の厚み変動の平均値である上記スラブに対する幅方向の圧下率が均等となるように、上記平均値に応じた形状を有する端部領域及び該端部領域に挟まれる中央領域を有する第1の輪郭と、一方の仕上圧延ロールと他方の仕上圧延ロールとを上記移動装置にて相反する方向に移動させることによって各仕上圧延ロールの端部同士の間隔が変位するように、端部領域が中央領域よりも上記軸方向に対して急な傾斜角度を有する第2の輪郭とを重ね合わせた形状を有する。
(もっと読む)
製造プロセスにおける操業と品質の関連解析装置、解析方法、プログラム、及びコンピュータ読み取り可能な記録媒体
【課題】操業因子と品質の関連性を解析するにあたって操業因子空間を分割する場合に、予め設定した分割点に基づき分割パターンを作成し、更にモデルの選択基準を変更可能とし、また品質指標に応じた重みを反映した予測モデルを構築可能にすることで、物理的に理解し易く、また解析者の志向を反映した品質と操業の関連モデルを構築可能とする。
【解決手段】分割パターンを作成する際に、予め設定した分割点で分割を行い、また各局所領域における関係式モデルは、品質に応じた重み指標を反映した行列演算を行うことで未定係数を算出する。更に、複数個作成された分割パターンから、最適な分割を選ぶに際してモデル選択基準を平均予測誤差だけでなく、ある閾値以上の予測誤差となる学習データの個数等も準備して、解析者が都度、選択可能とすることで、解析者の志向を反映したモデルの構築を可能とする。
(もっと読む)
鋳造圧延により金属ストリップを製造する方法と装置
【課題】方法と装置の柔軟性を高める可能とする種類の方法を前進させるか、或いは適切な装置を創作すること。
【解決手段】この発明は、まず最初に鋳造機(2)では薄いブルーム(3)が鋳造されて、このブルームが鋳造過程の一次熱の利用の下で引き続いて少なくとも一つの圧延路(4、5)において圧延されて、第一稼働種類では鋳造機(2)と少なくとも一つの圧延路(4、5)との直接連結によって金属ストリップ(1)の連続的製造が行われ(無端圧延)、第二稼働種類では少なくとも一つの圧延路(4、5)から鋳造機(2)を離脱することによって金属ストリップ(1)の不連続的製造が行われる(バッチ稼働)、鋳造圧延によって金属ストリップ(1)を製造する方法に関する。装備の柔軟性を高めるために、この発明は、方法により、ベルト搬送方向(F)において鋳造機(2)の後部で鋳造されたブルーム(3)或いは予備ストリップ(3’)が主輸送ライン(6)から金属ストリップ(1)の不連続的製造の移行の際に引き出されて、貯蔵され、後で再び主輸送ライン(6)に輸送されていて、引き出されたブルーム(3)或いは予備ストリップ(3’)が戻り輸送前に主輸送ライン(6)で所望温度にもたらされるか、或いは所望温度に維持されることを企図する。さらに、この発明は、鋳造圧延によって金属ストリップ(1)を製造する装置に関する。 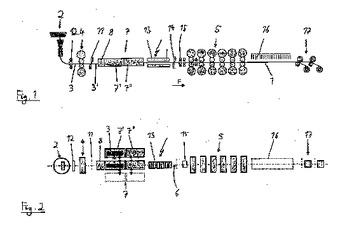 (もっと読む)
(もっと読む)
塑性加工部材の製造方法
【課題】連続鋳造圧延法で製造したアルミニウム合金材にプレス加工や鍛造加工等の塑性加工を施したときの表面の割れや皺の発生を抑制する。
【解決手段】アルミニウム合金材を用いて塑性加工部材10を製造する方法は、クロム無添加のアルミニウム合金材を連続鋳造圧延する連続鋳造圧延工程と、この連続鋳造圧延工程を経たアルミニウム合金材を再結晶温度以上に溶体化処理する溶体化処理工程と、この溶体化処理工程を経たアルミニウム合金材に塑性加工を施す塑性加工工程と、この塑性加工工程を経たアルミニウム合金材に時効処理を施す時効処理工程とを備える。
(もっと読む)
塑性加工部材の製造方法
【課題】連続鋳造圧延法で製造したアルミニウム合金材にプレス加工や鍛造加工等の塑性加工を施したときの表面の割れや皺の発生を抑制する。
【解決手段】アルミニウム合金材を用いて塑性加工部材10を製造する方法は、アルミニウム合金材を連続鋳造圧延する連続鋳造圧延工程と、この連続鋳造圧延工程を経たアルミニウム合金材に連続鋳造圧延工程で加えられた加工歪を低減する加熱処理を施す加熱処理工程と、この加熱処理工程を経たアルミニウム合金材に溶体化処理を施す溶体化処理工程と、この溶体化処理工程を経たアルミニウム合金材に塑性加工を施す塑性加工工程と、この塑性加工工程を経たアルミニウム合金材に時効処理を施す時効処理工程とを備える。
(もっと読む)
珪素鋼又は多相鋼から成るストリップを熱間圧延するための方法及び装置
本発明は、珪素鋼、特に方向性珪素鋼及び多相鋼から成るストリップ(1)を製造するための方法であって、まず、鋳造機(2)でスラブ(3)が鋳造され、次に、このスラブが、少なくとも1つの圧延路(4、5)でストリップ(1)に圧延され、かつ、この少なくとも1つの圧延路(4、5)の前及び/又は後に、少なくとも1つの炉(6、7)内でスラブ(3)の加熱が行われる方法に関する。方向性珪素鋼又は多相鋼の品質及び製造可能性を向上させるために、本発明では、スラブ(3)が鋳造機(2)の後及び粗圧延路(4)の前において第1の炉(6)内で粗圧延温度(T1)へと加熱されるか、又は、第1の炉(6)を用いず、鋳造熱が利用されて、スラブ(3)が粗圧延路(4)へ達すること、その後、スラブ(3)が粗圧延路(4)で圧延されること、さらに、スラブが粗圧延路(4)の背後において第2の炉(7)内で粗圧延温度(T1)よりも高い所定の温度(T2)へと加熱されること、及び、その後、スラブ(3)が仕上げ圧延路(5)において最終的なストリップ厚さに圧延されることが提案されている。  (もっと読む)
(もっと読む)
効率的且省エネルギーな帯鋼連続鋳造及び連続圧延プロセス
本発明は、効率的且つ省エネな帯鋼連続鋳造及び連続圧延プロセスを提供するものであり、鋳造ビレットの連続鋳造、切断、鋳造ビレットのローラコンベアによる加熱炉までの運搬、鋳造ビレットの加熱、ビレットのデスケーリング、粗圧延、クロップエンディング、仕上げ圧延デスケーリング、仕上げ圧延、冷却、巻取りを備え、連続鋳造工程に少なくとも二つのカストストランドが設けられ、鋳造ビレットを加熱するために少なくとも二台の加熱炉が設けられ、圧延ラインを中心線としてずれて配置される。本発明は、圧延ライン設備配置の最適化により、連続鋳造スラブの潜熱を最大限に利用して、ホットチャージング温度が最も高くなり、工程のエネルギー消費が比較的低くなり、生産ラインを柔軟化させ、薄いスラブ連続鋳造及び連続圧延によっては実現できなかった四つのストランドを一つのラインに合流して同じ温度の高温で直接入れて連続圧延することが実現され、連続鋳造機とロール機との生産能力は高く合わされ、圧延機の生産能力が最大限に発揮でき、単位コストが低くなり、生産ラインが短くなり、敷地も少なくなり、投資が低くなり、カタログにある各種鋼と規格の生産に対応でき、薄くて広い高強度の品種のものが安定して生産でき、製品カバー率が大きくなり、製品表面品質が良くなり、付加価値が高くなり、経済利益が高くなる。  (もっと読む)
(もっと読む)
マグネシウム系金属薄板の製造方法及び製造装置
【課題】 圧延時に改めて熱エネルギー生成工程を必要とせず、塑性加工によりマグネシウム系金属薄板を効率的に製造することのできるマグネシウム系金属薄板製造方法及び製造装置を提供すること。
【解決手段】 マグネシウム系金属を溶融した溶湯m0を溶湯槽13に供給し、前記溶湯m0を引き出して少なくとも1対の鋳造上ロール21及び鋳造下ロール22からなる鋳造用双ロールの間隙に供給して圧力を加え、所定の温度に凝固した所定の厚さの板に鋳造する鋳造工程と、前記鋳造された板を少なくとも一対の圧延ロール41、42によって圧力を加え、圧延してマグネシウム系金属薄板を製造する圧延工程とを少なくとも含む。
(もっと読む)
銅荒引線の製造方法及び銅線
【課題】製造設備の変更を要さず、軟化温度を低下させた銅荒引線の製造方法及び銅荒引線に冷間加工と熱処理を施し、最終導体の導電率が高い銅線を提供することにある。
【解決手段】本発明に係る銅荒引線の製造方法は、不純物元素を含む銅の溶湯に鋳造処理を施して銅鋳塊にし、その銅鋳塊に熱間圧延加工を多段に施して銅荒引線を製造する方法において、上記鋳造処理を1100℃以上1200℃以下の鋳造温度で行い、上記熱間圧延加工の最終圧延を500℃以上600℃以下の圧延温度で行うものである。
(もっと読む)
21 - 30 / 65
[ Back to top ]