
国際特許分類[B21B1/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 中実または輪かく状断面をもつ半製品を製造するための金属圧延方法または圧延機;圧延機列による連続作業;圧延機設備のレイアウト,例.スタンドの集合化;バスの連続またはカリバー形状の連続的変化 (1,932)
国際特許分類[B21B1/00]の下位に属する分類
断面形状が重要でない重い素材,例.インゴット,スラブ,ビレット,の圧延のためのもの (171)
特定の断面をもつ素材,例.アングル山形鋼 (205)
線材または類似の小断面を有する材料の圧延のためのもの (141)
長さの不定な帯または板の圧延のためのもの (947)
限定された長さの板の圧延のためのもの,例.折り曲げ板,かさね板 (216)
特別な問題のある箔の圧延のためのもの,例.薄さのせいによるもの (64)
段階圧延または遊星圧延のためのもの (8)
連続鋳造後ただちに金属を圧延するためのもの (115)
国際特許分類[B21B1/00]に分類される特許
11 - 20 / 65
金属の鋳造及び圧延をするための装置及び方法
本発明は、本質的に、金属の鋳造及び圧延をするための装置及び方法に関する。少なくとも、スラブを鋳造するための第1の鋳造ライン及び第2の鋳造ラインと、鋳造したスラブを圧延するための圧延ラインとが設けられ、第1の鋳造ラインが、水平型の薄スラブ鋳造装置(1)として形成されており、この水平型の薄スラブ鋳造装置が、溶湯用の少なくとも1つの供給容器(5)と、この少なくとも1つの供給容器(5)の鋳造方向後方に水平に延在する移送ベルト(6)とを有し、第2の鋳造ラインが、同様に水平型の薄スラブ鋳造装置(1)として形成されている、及び/又は、垂直型の薄スラブ鋳造装置(2)として形成されており、この垂直型の薄スラブ鋳造装置が、スラブを垂直鋳造するための少なくとも1つの鋳型(4)と、垂直鋳造したスラブを水平な姿勢に曲げて矯正するための曲げ矯正装置(7)とを有し、少なくとも2つの鋳造ラインの後に、鋳造したスラブを圧延するための圧延ライン(11)が配設されており、少なくとも2つの鋳造ラインが、少なくとも2つの鋳造ラインのそれぞれ一方によって鋳造したスラブを圧延ライン(11)に供給できるように形成されている。 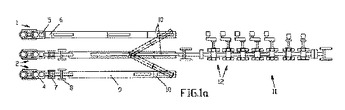 (もっと読む)
(もっと読む)
鋼板の製造方法および鋼板の製造設備
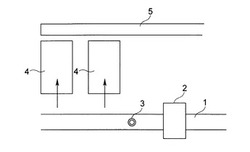
【課題】 加熱および圧延の能率を阻害することなく、種々の厚鋼板において表面疵の発生を防止することができる鋼板の製造方法およびその製造設備を提供すること。
【解決手段】 鋼板の製造方法は、連続鋳造されたスラブを高温状態で加熱炉4に装入した後に圧延するホットチャージプロセスにより鋼板を製造する方法であって、加熱炉4の入側に冷却装置2を設置し、前記冷却装置2によりスラブを強制冷却してスラブ表面をフェライト変態させてから前記加熱炉4に装入する。
(もっと読む)
帯板製造設備とその方法

【課題】 一定幅の薄板スラブに発生する幅端部の凹凸形状を連続圧延中に容易かつ迅速に矯正して偏平形状の帯板を製造でき、設備コストの低減化が図れる帯板製造設備とその方法を提供する。
【解決手段】 上部に配置されるタンディシュ2から鋳造湯3を供給され一定幅のスラブ5を連続鋳造する双ロール又は単ロールの連続鋳造機6と、連続鋳造機の下流側近傍に配置されかつ一対の上下作業ロール7、8が軸線に沿って互いに反対方向に移動可能な単体の仕上圧延機11からなる。
(もっと読む)
高温鋳片の保熱装置
【課題】 連続鋳造後の高温鋳片を圧延順待ち等のために、一旦貯蔵保管する仮置き用保熱装置であって、保温性能に優れ、搬入・搬出作業が簡単で、省スペースを実現できる保熱装置を提供する。
【解決手段】 高温鋳片の熱放散を防止しつつ保管する高温鋳片の保熱装置であって、高温鋳片の四側面を囲う側壁;前記側壁で構成される箱体の上面開口部を覆う、空隙率80vol%以上のエアロゲルシートを断熱本体とする可とう性を有する断熱シート;前記側壁のうち、対向する2つの側壁上縁に沿って延設されたガイド;及び前記ガイドに沿って移動可能で、且つ前記断熱シートを吊り下げている複数の支持体を備え、前記複数の支持体の移動によって前記支持体間間隔が変えられることにより、前記断熱シートが前記箱体上面開口部を開閉するものである。
(もっと読む)
優れた生産性と溶接性を兼ね備えた、PWHT後の落重特性に優れた高強度厚鋼板およびその製造方法
【課題】優れた生産性と溶接性をもつ、PWHT後の落重特性に優れたTS580MPa超級の高強度厚鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.04〜0.08%、Si:0.05〜0.6%、Mn:1.2〜2.0%、P、S、Al:0.01〜0.05%、Cu:0.01〜0.50%、Ni:0.05〜0.60%、Cr:0.01〜0.50%、Mo:0.05〜0.40%、V:0.01〜0.1%、N:0.0010〜0.0040%、Pcm:0.22以下、焼入れ性指数(DI値):40〜100、Y値:1.20〜1.50、残部Feおよび不可避的不純物で、ミクロ組織が焼もどしベイナイトおよび/または焼もどしマルテンサイト組織である鋼板。焼入れ性指数(DI値):DI=8√C×(1+0.64Si)×(1+4.1Mn)×(1+0.27Cu)×(1+0.52Ni)×(1+2.33Cr)×(1+3.14Mo)、Y値:Y=Cr+2Mo+10V
(もっと読む)
金属から成るストリップを製造するための方法とこの方法を実施するための生産装置
鋳造されたストリップが、粗ストリップとして、まず、保護ガス下にある組織を均質化するための第1のプロセスを通過し、次いで、粗ストリップが、その後に肉厚リダクションのための圧延プロセスを受ける前に、少なくとも1つの別の熱処理を受ける、熱間圧延された金属から成るストリップを製造するための方法及び生産装置において、肉厚リダクションの後、粗ストリップが、最後に分離装置を通過し、仕上げ圧延された熱間ストリップとして後続の粗ストリップから分離される前に、均質化もしくは組織構造の再結晶化をするための第2のプロセスを通過する。 (もっと読む)
熱間圧延機の板幅制御装置およびその制御方法
【課題】熱間圧延において、簡易な計算で高精度な仕上げ板幅制御を実現する。
【解決手段】熱間圧延機の板幅制御装置は、スラブ156の幅および圧延過程と圧延後の被圧延材157の板幅の関係を格納する板幅予測モデル115と、スラブ156の幅の指示値と熱間圧延機150から取り込んだスラブ156に関する圧延情報とから、板幅予測モデル115を用いて仕上げ圧延機155で圧延された後の被圧延材157の板幅を推定する板幅推定手段102と、直近に圧延された被圧延材157について、板幅推定手段102の推定結果と圧延後の被圧延材157の板幅実測値の偏差を蓄積する板幅偏差蓄積手段104と、板幅偏差蓄積手段104の内容を基に次回圧延される圧延後の被圧延材157の板幅の目標値を補正する適応手段105と、該適応手段105により補正された板幅の目標値を用いた演算でエッジャ151への制御指令を算出して出力するプリセット制御手段101とを備える。
(もっと読む)
継目無鋼管用丸鋳片の連続鋳造方法
【課題】継目無鋼管用丸鋳片の連続鋳造方法を提供する。
【解決手段】円形鋳型による連続鋳造中の丸鋳片9に、該丸鋳片の凝固完了前に、一対の圧下ロール6aにより圧下を加えて、鋳片とする。この際、一対の圧下ロールとして、カリバー底の開き角度δが75°以上105°以下であり、かつ丸鋳片に接触する部位に、突起13aを有する鞍型ロールを使用する。突起としては、少なくとも1条のロール円周方向に連続する突条、あるいは少なくとも一列のロール円周方向に離散的に分布した複数の突起とすることが好ましい。これにより、少ない圧下量で且つ丸鋳片の断面形状を損ねることなく、Cr含有鋼などに生じやすい軸心部のポロシティや軸心割れの発生を抑制でき、製造コストの削減や、継目無鋼管の品質向上等に寄与できる。
(もっと読む)
アルミニウム合金線
【課題】高靭性及び高導電率であるアルミニウム合金、アルミニウム合金線、アルミニウム合金撚り線、被覆電線、及びワイヤーハーネス、並びにアルミニウム合金線の製造方法を提供する。
【解決手段】アルミニウム合金線は、質量%で、Mgを0.2%以上1.0%以下、Siを0.1%以上1.0%以下、Cuを0.1%以上0.5%以下含有し、残部がAl及び不純物からなり、0.8≦質量比Mg/Si≦2.7を満たす。このAl合金線は、導電率が58%IACS以上であり、かつ伸びが10%以上である。このAl合金線は、鋳造→圧延→伸線→軟化処理という工程を経て製造される。軟化処理を施すことで、伸びや耐衝撃性といった靭性に優れるため、ワイヤーハーネスを組み付ける際に端子部近傍で電線が破断することを低減することができる。
(もっと読む)
試験材の圧下装置
【課題】鋳片や鋼塊などの試験材に圧延などの塑性加工を加える過程で生ずる組織変化等を調査・研究するために試験鋳片や鋼塊などの試験材に対し種々の条件で圧下を加えることができる試験材の圧下装置を提供する。
【解決手段】垂直方向に昇降可能でかつ水平方向に回転可能な試験材載置台と、該試験材載置台に載置された試験材に対し側方から圧下を加える圧下機構を備えてなる前記圧下機構を試験材に対する高さ方向圧下位置を独立に調整可能な一対の圧下手段を有するものとすることができる。さらに、前記圧下機構に加え、前記試験材載置台上に載置された試験材に対する把持機構が付設されたものとすることができる。
(もっと読む)
11 - 20 / 65
[ Back to top ]