
国際特許分類[B21B1/26]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 中実または輪かく状断面をもつ半製品を製造するための金属圧延方法または圧延機;圧延機列による連続作業;圧延機設備のレイアウト,例.スタンドの集合化;バスの連続またはカリバー形状の連続的変化 (1,932) | 長さの不定な帯または板の圧延のためのもの (947) | 連続工程中におけるもの (409) | 熱間圧延によるもの (398)
国際特許分類[B21B1/26]に分類される特許
51 - 60 / 398
高強度熱延鋼板およびその製造方法
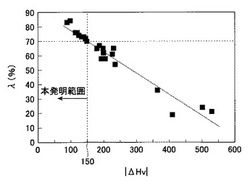
【課題】TSが590〜880MPa、Elが32%以上、λが70%以上で、かつ鋼板内おけるΔTSが安定して15MPa以下となる高強度熱延鋼板及びその製造方法を提供する。
【解決手段】高強度熱延鋼板が、質量%で、C:0.060〜0.150、Si:0.1以下、Mn:0.8〜1.8、P:0.030以下、S:0.005以下、Al:0.005〜0.1、N:0.005以下、Ti:0.032〜0.120、残部がFe及び不可避的不純物からなり、C、Ti、Nを数式で規定し、フェライト(F)相と、ベイナイト(B)相を含む第二相とからなり、組織全体に占めるF相の面積率が65〜80%で、組織全体に占めるF相とB相の合計の面積率が95%以上であり、F相の面積率のばらつきΔSFが2%以下で、F相と第二相のビッカース硬度差の絶対値|ΔHv|が150以下であるミクロ組織を有する。
(もっと読む)
高強度熱延鋼板およびその製造方法

【課題】TSが690〜980MPa、Elが27%以上、λが50%以上で、かつ鋼板内におけるTSのばらつきΔTSが安定して15MPa以下となる高強度熱延鋼板及びその製法を提供する。
【解決手段】高強度熱延鋼板が、質量%で、C:0.060〜0.150、Si:0.1以下、Mn:0.8〜1.8、P:0.030以下、S:0.005以下、Al:0.005〜0.1、N:0.005以下、Ti:0.032〜0.120を含み、残部Fe及び不可避的不純物からなり、C、Ti、Nを数式で規定し、フェライト(F)相とマルテンサイト(M)相を含む第二相とからなり、F相の面積率が65〜80%で、F相とM相の合計の面積率が95%以上であり、F相の面積率のばらつきΔSFが2%以下で、F相と第二相のビッカース硬度差ΔHvが250以下であるミクロ組織を有する。
(もっと読む)
熱延鋼板の製造方法および製造装置
【課題】熱間仕上連続圧延機のダミースタンドに隣接する2基の圧延スタンド間の鋼板の通板を安定化し、熱間仕上連続圧延機の少なくとも一基の中間圧延スタンドをダミースタンドとする際に、従来よりも安定して熱間圧延ラインの操業を行うことができるようにする。
【解決手段】タンデムに配置される7基の圧延スタンドF1〜F7と、隣接する2つの圧延スタンド間に配置されるルーパL1〜L6とを備える熱間仕上連続圧延機CMにおける中間圧延スタンドF6をダミースタンドとして鋼板Sを圧延する際に、入側ルーパL5のルーパロール、ダミースタンドF6の上ワークロールUWR6、および、出側ルーパL7のルーパロールの全てが鋼板Sに接触して鋼板をその板厚方向へ互い違いに押圧するように、入側ルーパL5のルーパロールの位置、および/または、出側ルーパL7のルーパロールの位置を、制御する。
(もっと読む)
方向性電磁鋼帯を製造する方法およびそれにより製造された方向性電磁鋼
本発明は、溶融ケイ素合金鋼材が50〜100mmの範囲で厚さを有するストランドで連続的に鋳造され、0.7〜4.0mmの範囲で厚さを有する最終熱間圧延鋼帯コイルを製造するために複数の一方向圧延スタンドで熱間圧延、次いで熱間圧延鋼帯の連続焼なまし、冷間圧延、一次再結晶と、場合により、脱炭および/または窒化を誘導するために冷間圧延鋼帯の連続焼なまし、焼なまし鋼帯の被覆、二次再結晶を誘導するために巻取り鋼帯の焼なまし、焼なまし鋼帯の連続熱平坦化焼なまし、および電気絶縁のために焼なまし鋼帯の被覆に付されることで提供される、方向性電磁鋼(GOES)帯を製造する方法と、それにより製造された製品に関する。 (もっと読む)
タンデム圧延機の動作制御方法及びこれを用いた熱延鋼板の製造方法
【課題】超微細粒鋼を製造することが可能なタンデム圧延機の動作制御方法、及び、これを用いた熱延鋼板の製造方法を提供する。
【解決手段】各スタンドの出側板厚を決定する出側板厚決定工程が、被圧延材の定常部を圧延するときの第1スタンドから第Nスタンドの出側板厚を決定する第1出側板厚決定工程(S11)と、被圧延材の先端圧延部を圧延するときの第1スタンドから第Nスタンドの出側板厚を決定する第2出側板厚決定工程(S12)とを含み、少なくとも被圧延材の最先端部が各スタンドに噛み込まれるまでは当該各スタンドの圧延潤滑剤を用いずに被圧延材を第2出側板厚決定工程で決定した出側板厚に圧延し、被圧延材の定常部は圧延潤滑剤を用いて第1出側板厚決定工程で決定した出側板厚に圧延する。但し第2出側板厚決定工程では、第1出側板厚決定工程よりも出側板厚が厚い。
(もっと読む)
熱延鋼板の製造装置、及び鋼板の製造方法
【課題】熱延鋼板製造ラインにおいて、排水性に優れた熱延鋼板の製造装置及び鋼板の製造方法を提供する。
【解決手段】熱延鋼板の製造装置であって、その最終スタンドは、ハウジングに一対の立設部を有し、冷却装置は、鋼板上面に冷却水を噴射し、搬送方向に配置される複数の上面冷却ノズル帯と、鋼板下面に冷却水を噴射し、搬送方向に沿って配置される複数の下面冷却ノズル帯と、鋼板の上面側に上面ガイドとを有し、冷却装置の最終スタンド側端部は、立設部間に配置され、均一冷却幅W、該均一冷却幅の端部とハウジング立設部との平均的な間隙距離WSW、重力加速度gとし、均一冷却幅の平均的な水量密度Qqとし、WSW、及び上面ガイドと鋼板上面との平均的な距離hから決まる値をCとしたとき所定の関係を満たす。
(もっと読む)
歪時効硬化特性に優れた熱延鋼板およびその製造方法
【課題】 プレス成形性と、プレス成形後に比較的低い温度での熱処理によって引張強さが極めて大きく上昇する歪時効硬化特性に優れた高張力熱延鋼板およびその製造方法を提案する。
【解決手段】 C:0.15%以下、Si:2.0 %以下、Mn:3.0 %以下とし、P、S、Al、Nを調整したうえで、Cu:0.5 〜3.0 %、またはCr、Mo、Wのうちの1種または2種以上を合計で2.0 %以下を含む組成を有する鋼スラブに、FDTをAr3変態点以上とする熱間圧延を施し、圧延終了後、5℃/s以上の冷却速度でAr3 〜Ar1 変態点の温度域まで冷却し、該温度域で空冷または徐冷したのち、再び5℃/s以上で冷却して、550 ℃以下で巻き取り、フェライトと、面積率で2%以上のマルテンサイトを含む複合組織とする。これにより、プレス成形性に優れ、かつΔTS:80MPa 以上になる歪時効硬化特性に優れた鋼板となる。
(もっと読む)
熱延鋼板の冷却装置、熱延鋼板の製造装置及び製造方法
【課題】超微細結晶粒を有する熱延鋼板を製造することが可能な熱延鋼板の冷却装置及び熱延鋼板の製造装置、並びに、超微細結晶粒を有する熱延鋼板の製造方法を提供する。
【解決手段】熱間仕上げ圧延機列における最終スタンドの下工程側に配置され、搬送される鋼板へ向けて高圧ジェット水を噴射可能に設けられた複数のフラットスプレーノズルを備えるヘッダーを具備し、最終スタンドのワークロールの半径相当位置以内から最終スタンドのハウジングポスト出側までの区間で、鋼板へ向けてフラットスプレーノズルから高圧ジェット水を鋼板の搬送方向へ連続的に噴射可能に構成され、ノズルにねじり角が付与され、少なくとも鋼板の搬送方向最上流側に位置するノズルから、垂直面と交差する方向へ高圧ジェット水が噴射され、少なくとも垂直面と交差する方向へ高圧ジェット水を噴射するノズルに水平面内傾き角が付与されている、熱延鋼板の冷却装置とする。
(もっと読む)
バーリング性に優れた高降伏比型熱延鋼板及びその製造方法
【課題】強度グレードで370〜490MPa級の引張強度を得つつ、バーリング性に優れた高降伏比型熱延鋼板及びその製造方法を提供する。
【解決手段】所定範囲の成分を含み、下記数式(1)を満足するTi(重量%)を含有し、かつ、SiとMnの合計量をTi量から制限し、残部がFe及び不可避的不純物からなる鋼板であって、そのミクロ組織の90%面積以上が初析フェライトであり、平均結晶粒径が5μm〜12μmであるとともに、展伸度が1.2〜3であり、ミクロ組織の結晶粒内におけるTiC又はNbCからなる析出物の平均粒径が1.5〜3nmであるとともに、その密度が1×1016〜5×1017個/cm3である高降伏比型高バーリング熱延鋼板。 (もっと読む)
(もっと読む)
鋼板の冷却装置、熱延鋼板の製造装置、及び鋼板の製造方法
【課題】熱延鋼板製造ラインにおいて、排水性に優れた冷却装置、熱延鋼板の製造装置及び鋼板の製造方法を提供する。
【解決手段】熱間仕上げ圧延機列の最終スタンドの下工程側に配置され、搬送ロール上を搬送される鋼板を冷却可能に設けられた複数の冷却ノズルを備える鋼板の冷却装置であって、冷却ノズルは、鋼板が通過する部位の上面側及び下面側となる位置に設けられて鋼板が通過する部位に向けて冷却水を噴射可能とされ、冷却ノズルによる均一冷却幅より鋼板の板幅方向外側となる位置に冷却ノズルから噴射された冷却水の排水を整流可能に設けられた整流手段を有する冷却装置とする。
(もっと読む)
51 - 60 / 398
[ Back to top ]