
国際特許分類[B21B1/26]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 中実または輪かく状断面をもつ半製品を製造するための金属圧延方法または圧延機;圧延機列による連続作業;圧延機設備のレイアウト,例.スタンドの集合化;バスの連続またはカリバー形状の連続的変化 (1,932) | 長さの不定な帯または板の圧延のためのもの (947) | 連続工程中におけるもの (409) | 熱間圧延によるもの (398)
国際特許分類[B21B1/26]に分類される特許
11 - 20 / 398
熱延コイルの冷却方法と製造方法および冷却装置
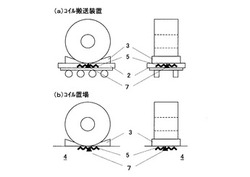
【課題】高強度鋼板の母材である熱延コイルを冷間圧延する際に起こる板厚変動を効果的に防止することができる熱延コイルの冷却方法とその方法で熱延コイルを製造する方法を提案すると共に、それらの方法に用いる冷却装置を提供する。
【解決手段】熱間圧延した熱延鋼帯を巻き取った直後の熱延コイルを、上記熱延コイルを搬送する搬送装置および/またはコイル置場において冷却するに当たり、上記熱延コイルの外周面のコイル置台または地面に接する部分と接していない部分の冷却速度を、熱延コイル外周面のコイル置台または地面と接していない部分に対して接している部分を加熱する方法、あるいは、熱延コイル外周面のコイル置台または地面と接している部分に対して接していない部分を強制冷却する方法のいずれかの方法で等しくなるよう冷却する。
(もっと読む)
連続熱延鋼板製造ラインにおける搬送制御方法

【課題】シートバー裏面のすり疵を防止し、先行するシートバー及び後行するシートバーの間隔を狭めることにより生産性の向上を図る。
【解決手段】 図2(b)に示すように、先行するシートバー2Aの尾端TE及び後行するシートバー2Bの先端LEが、セクションSnの駆動ローラ群11…上に位置したときに、このセクションの駆動ローラ群に対する回転駆動指令を停止し、当該駆動ローラ群をアイドリング状態とする。そして、図2(c)に示すように、先行するシートバー2Aの尾端TEが最終セクションSnの駆動ローラ群11…上を通過し終わったときに、このセクションの駆動ローラ群に対して回転駆動指令Vnを出力する。
(もっと読む)
熱間圧延方法
【課題】鉄鋼の熱間圧延を行うに際して、圧延機に生じるスラスト力を適切に打ち消すことができる熱間圧延方法を提供する。
【解決手段】鉄鋼の熱間圧延において、仕上圧延機または/および粗圧延機の圧延ロール(バックアップロールまたはワークロール)の幅方向スラスト力を測定して、バックアップロールとワークロールをクロスさせて当該スラスト力を打ち消すことを特徴とする熱間圧延方法。
(もっと読む)
熱延鋼板の熱間プレス成形方法
【課題】熱延鋼板の熱間プレス成形を行うに際して、使用する熱延鋼板を製造する際に温度管理などの制御を必要とせず、熱間圧延工程でのスケジューリングが容易で、熱間圧延の生産性向上やコスト削減を可能にする熱延鋼板の熱間プレス成形方法を提供する。
【解決手段】形状以外の特性を制御せずに熱間圧延して熱延鋼板を製造する熱間圧延工程と、その熱間圧延工程で製造された熱延鋼板を酸洗する酸洗工程と、その酸洗工程で酸洗された熱延鋼板をオーステナイト域まで加熱する加熱工程と、その加熱工程で加熱された熱延鋼板をオーステナイト域でプレス成形してプレス成形品を得る熱間プレス成形工程と、その熱間プレス成形工程で得たプレス成形品の焼入れを行う焼入れ工程とを、その順に施す。
(もっと読む)
表面品質および延性亀裂伝播特性に優れる熱延鋼板およびその製造方法
【課題】表面品質に優れ、かつ延性亀裂伝播特性に優れた熱延鋼板の製造方法を提供する。
【解決手段】C:0.02〜0.08%、Nb:0.03〜0.10%、Ti:0.005〜0.05%を含み、Si、Mn、P、S、Al、Nを適正量に調整した組成を有する鋼素材に、粗圧延工程と、仕上圧延工程と、巻取工程とを順次施すに当たり、粗圧延工程後で仕上圧延工程前に、または、仕上圧延工程中に、表層部を50℃/s以上の冷却速度でAr3変態点以下の温度に達するまで急冷する加速冷却を施したのち、該加速冷却を停止し、しかる後に施す仕上圧延は1パス当たりの圧下率を、(1.1×一様伸び)%以下に限定する。これにより、表面品質に優れ、靭性、とくに延性亀裂伝播特性に優れた高張力熱延鋼板とすることができる。
(もっと読む)
成形性と母材および溶接熱影響部の疲労特性とを兼備した高強度熱延鋼板
【課題】成形性に優れるとともに、母材のみならずHAZについても疲労特性を改善しうる鋼強度熱延鋼板を提供する。
【解決手段】質量%で、C:0.05〜0.20%、Si:2.0%以下、Mn:1.0〜2.5%、Al:0.001〜0.10%、V:0.0005〜0.10%を含み、さらに、Ti:0.02〜0.20%、および/または、Nb:0.02〜0.20%を、C−12×(V/51+Ti/48+Nb/93)>0.03を満たすように含み、残部が鉄および不可避的不純物からなり、全組織に対する面積率で、フェライト:50〜90%、ベイナイト:10〜50%、マルテンサイト+残留オーステナイト:10%未満の組織を有し、前記フェライト中に存在する析出炭化物の平均粒径が6nm未満で、かつ、その析出炭化物を構成するV、TiおよびNbの合計含有量が0.02%以上である。
(もっと読む)
負圧缶蓋用アルミニウム合金板及びその製造方法
【課題】薄肉化しても、高い成形性と優れた強度を保持しつつ、異方性の均一化が図られ得、且つ缶蓋からのタブ外れが効果的に阻止され得る負圧缶蓋用アルミニウム合金板を提供する。
【解決手段】Mg:0.80〜1.50%、Mn:0.80〜1.20%、Fe:0.40〜0.60%、Si:0.20〜0.40%、及びCu:0.15〜0.25%を含み、且つMn/Fe=1.5〜2.5及びMg/Mn≧1.0を満足するアルミニウム合金からなる、板厚:0.22〜0.25mmの塗装焼付け板材であって、45°耳率が1.5〜3.0%、0−180°耳率が1.0〜2.5%であって、式:−0.5%≦(45°耳率)−(0−180°耳率)≦1.5%を満足し、更に圧延方向に対して0°の方向における、引張強さが270〜300MPa及び耐力が240〜270MPaとなるように構成した。
(もっと読む)
化成処理性に優れた高Si含有高張力冷延鋼帯の製造方法
【課題】引張強さ590MPa以上を有し、化成処理性に優れた、高Si含有高張力冷延鋼帯の製造方法を提供する。
【解決手段】質量%で、C:0.03〜0.20%、Si:0.5〜1.8%、Mn:1.5〜3.5%、P:0.1%以下、S:0.01%以下、Al:0.02〜0.1%、N:0.005%以下を含む組成の鋼素材に、粗圧延、仕上圧延からなる熱間圧延を施し、540〜640℃で巻取る熱延工程を施し、ついで、溶解量を80〜200g/m2とする酸洗処理を行う酸洗工程を施し、さらに冷間圧延工程、焼鈍工程、さらに焼鈍工程後酸洗工程とを順次施す。このような工程とすることにより、表層の粒界腐食層、さらには酸化物濃化層を除去でき、冷間圧延性に優れ、かつ化成処理性、および塗膜密着性に優れた高Si含有高張力熱延鋼帯を、容易にしかも安定して製造することができる。
(もっと読む)
熱延鋼板の製造方法
【課題】高強度の熱延鋼板を安定して良好な品質で製造することができる熱延鋼板の製造方法を提供する。
【解決手段】熱間圧延を、粗圧延機によってスラブを粗圧延し、エンドレス圧延用設備11によって、粗圧延したシートバーを巻き取り、巻き戻した後、その先端部を先行シートバーの尾端部に接合し、仕上圧延機12によってシートバーを目標板厚(2.3mm以下)に仕上圧延するエンドレス圧延にて行い、仕上圧延後の巻き取りまでの冷却を、ランナウトテーブル13に設置された従来型冷却装置14と強冷却装置15で行って、600℃以下(必要により、400℃以下)の巻取り温度で巻取り装置(コイラ)16に巻取る。
(もっと読む)
熱延鋼板の冷却方法
【課題】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板を均一に冷却する。
【解決手段】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板を冷却する方法であって、熱延鋼板を冷却する際、その通板速度を550m/min以上とすることを特徴とする、熱延鋼板の冷却方法が提供される。これにより、従来の低速な通板速度で冷却を行っていた場合に問題となっていた、熱延鋼板Hと搬送ロールやエプロンとの局所的な接触により接触部分が接触抜熱により冷却され易くなるといった点が解消され、熱延鋼板Hを十分に均一に冷却することができる。
(もっと読む)
11 - 20 / 398
[ Back to top ]