
国際特許分類[B21B1/26]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 中実または輪かく状断面をもつ半製品を製造するための金属圧延方法または圧延機;圧延機列による連続作業;圧延機設備のレイアウト,例.スタンドの集合化;バスの連続またはカリバー形状の連続的変化 (1,932) | 長さの不定な帯または板の圧延のためのもの (947) | 連続工程中におけるもの (409) | 熱間圧延によるもの (398)
国際特許分類[B21B1/26]に分類される特許
61 - 70 / 398
中高炭素鋼板ならびにその熱間圧延方法および製造設備
【課題】 機械特性のばらつきの小さい中高炭素熱延鋼板とその熱間圧延方法および製造設備を提供する。
【解決手段】 質量%でC:0.40〜1.00%を含む中高炭素鋼板について、粗圧延機2にて粗圧延した鋼板をコイルボックス3にて保温したうえ、仕上圧延機4により、最終3段の累積圧下率が25%以上で、出側圧延速度(mm/sec)×出側板厚(mm)が18000mm2/sec以下となり、最終仕上圧延温度をAr3またはArcmから850℃までとする仕上圧延を行う。
(もっと読む)
熱延鋼帯幅方向端部の疵防止方法および装置

【課題】熱間圧延における鋼帯幅方向端部の欠陥について、早期に欠陥を発見して欠陥の防止を図ることができる、熱延鋼帯幅方向端部の疵防止方法および装置を提供することを課題とする。
【解決手段】熱延鋼帯の幅方向端部の疵を検出・同定し、次材以降での疵発生を防止する、熱延鋼帯幅方向端部の疵防止方法であって、熱延鋼帯巻取り直後から鋼帯置場までの間に配置した撮像装置を用いて、コイル状に巻き取られた熱延鋼帯の両側面を撮像し、撮像した画像に基いて、前記熱延鋼帯の両側面の疵の発生部位を検出し、前記熱延鋼帯の長手方向の疵発生位置を同定し、仕上げ圧延機の所定スタンドのレベリング設定を修正する。
(もっと読む)
熱延鋼帯の製造方法
【課題】シートバーの搬送速度を制御する制御装置の制御動作が複雑化したりすることなく熱延鋼帯を高効率で製造することのできる熱延鋼帯の製造方法を提供する。
【解決手段】クロップシャー2とデスケーリング装置4との間に配置された搬送テーブル3によりシートバーSBを仕上圧延機5に搬送する際に、シートバーSBがクロップシャー2により切断された直後の速度と同じ搬送速度でシートバーSBをデスケーリング装置4に搬送する。また、デスケーリング装置4により酸化スケールが除去されたシートバーSBの先端部が予め設定した所定の位置に達したときにシートバーSBの搬送速度を仕上圧延機5の第1スタンドに噛み込み可能な速度まで減速する。
(もっと読む)
熱間圧延における変形抵抗予測方法
【課題】従来のような大域的な近似モデルは作成せず、従来に比べ精度の高い変形抵抗を予測することができる、熱間圧延における変形抵抗予測方法を提供することを課題とする。
【解決手段】熱間圧延における変形抵抗に影響を与える因子および前記変形抵抗を、それぞれ説明変数および目的変数とし、過去のそれぞれの実績データをデータベースとして蓄える、データベース作成工程と、これから予測しようとする変形抵抗に対応する前記説明変数のデータを要求点データとして入力する、要求点データ入力工程と、前記データベース内に蓄えたデータと前記要求点データとの距離計算を行い、この計算した距離が短いデータを近傍データとして選択する、近傍データ選択工程と、選択された近傍データに基づいて、要求点近傍を局所的にフィッテイングする局所モデルを作成する、局所モデル作成工程と、作成された局所モデルと前記要求点データに基づいて、変形抵抗を予測する。
(もっと読む)
熱間仕上圧延における圧延方法および装置
【課題】圧延材の尾端の板破断有無を正確かつ迅速に判定し、次圧延材の仕上圧延機進入を適切に制御できる、熱間仕上圧延における圧延方法および装置を提供することを目的とする。
【解決手段】仕上圧延機出側で圧延材の尾端形状を検出し、検出した尾端形状に基いて板破断の有無を判定し、板破断有りと判定した場合には、次圧延材の仕上圧延機進入を禁止して、板破断残留物がないことを確認するまで圧延再開を行わないとともに、板破断無しと判定した場合には、次圧延材の仕上圧延機進入を許可し、圧延を継続する。
(もっと読む)
低温靭性に優れた厚肉高張力熱延鋼板およびその製造方法
【課題】X65級以上の高強度電縫鋼管用素材として好適な、低温靭性に優れた厚肉高張力熱延鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.02〜0.25%、Mn:0.3〜2.3%、Nb:0.03〜0.25%、Ti:0.001〜0.10%を含み、かつ(Ti+Nb/2)/C<4を満足するように含有する鋼素材に、粗圧延、仕上圧延からなる熱間圧延を施し、仕上圧延終了後に、30℃/s以上の表面冷却速度で500℃以下となるまで加速冷却する第一工程と、第一工程後10s以内空冷する第二工程と、ついで、10℃/s以上の板厚中心の平均冷却速度で、板厚中心が350℃以上600℃未満の温度域の温度となるまで加速冷却する第三工程とを順次施し、巻取温度:350℃〜600℃未満で巻き取る。
(もっと読む)
厚鋼板およびその製造方法
【課題】低温での溶接熱影響部靭性と600MPa以上の高強度を両立した厚鋼板の提供
【解決手段】質量%で、C:0.02〜0.10%、Si:0.1〜0.5%、Mn:1.0〜2.0%、P:0.02%以下、S:0.01%以下、Ni:0.1〜1.0%、sol.Al:0.005〜0.08%、Ti:0.003〜0.02%、Nb:0.005〜0.03%、N:0.003〜0.007%、B:0.0002〜0.0020%およびO:0.003%以下、ならびに、Cu:0.1〜0.6%、Cr:0.05〜0.60%、Mo:0.02〜0.10%およびV:0.01〜0.05%から選択される一種以上の元素を含有し、残部が鉄および不純物からなり、Ti/Nが1.0〜3.0、下記(1)式から求められるK値が150〜250、鋼板の硬度が表面で250〜330Hv、板厚中央部で230以下である厚鋼板。 (もっと読む)
(もっと読む)
板厚精度に優れた高強度鋼板の製造方法
【課題】自動車用高強度鋼板の製造において、熱間圧延時の捲取温度CTに応じた冷間圧延前の焼戻し熱処理により、鋼帯長手及び幅方向の硬度を均一化し、冷間圧延することを特徴とする板厚精度に優れた高強度鋼板の製造方法を提供する
【解決手段】所定の成分のスラブを熱間圧延し、5〜500℃/秒の冷却速度にて室温〜700℃の範囲の鋼帯捲取温度[CT]まで冷却後、(1)に示す焼戻し温度[TA]℃以上の加熱温度で3秒以上の加熱を行い、しかる後に冷間圧延する。
[TA]=0.0006[CT]2+0.15[CT]+350・・・(1)
[TA]:焼戻し温度(℃)
[CT]:鋼帯捲取温度(℃)
(もっと読む)
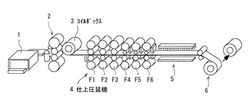
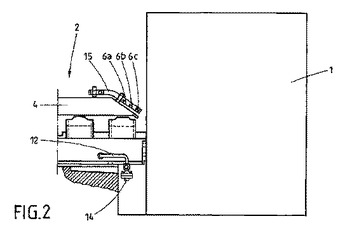
金属ストリップのスケールを除去するための方法および装置
エッジングされ、続いて粗圧延ラインと仕上げ圧延ラインを通過する鋼製平板製品を、大きな厚さまたは中間の厚さの連続鋳造スラブからまたは薄ストランドから製造するための方法は、平板製品をエッジングする前に、平板製品のストリップエッジがスケールを除去されることを特徴とする。この方法は、少なくとも1個のエッジャー1と粗圧延ラインと仕上げ圧延ラインを備えた圧延ラインにおいて実施される。圧延ラインは第1エッジャー1の手前に、平板製品のストリップエッジからスケールを除去するための第1脱スケール装置2が配置されていることを特徴とする。
 (もっと読む)
(もっと読む)
極薄鋼板用熱延鋼板およびその製造方法
【課題】極薄広幅であるにもかかわらず、板幅方向に均一な材質と板厚を有する高品質の極薄鋼板を製造する際に用いて好適な熱延鋼板とその製造方法を提供する。
【解決手段】鋼の成分組成が、mass%で、好ましくは、C:0.1%以下、Si:0.03%以下、Mn:0.05〜0.60%、P:0.02%以下、S:0.02%以下、Al:0.02〜0.20%、N:0.015%以下、O:0.01%以下を含有し、残部がFeおよび不可避的不純物からなる、板厚が2mm以下、板幅が950mm以上、クラウンが±40μm以内であることを特徴とする、冷間圧延のままの鋼板の両側幅端部(ただし、板幅に対する割合が両側端合計で5%以内)を除く範囲で、板厚の変動量が±4%以内かつ硬さ(HR30T)の変動量が±3以内である板厚が0.2mm以下の極薄鋼板用熱延鋼板。
(もっと読む)
61 - 70 / 398
[ Back to top ]