
国際特許分類[B21B1/26]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 中実または輪かく状断面をもつ半製品を製造するための金属圧延方法または圧延機;圧延機列による連続作業;圧延機設備のレイアウト,例.スタンドの集合化;バスの連続またはカリバー形状の連続的変化 (1,932) | 長さの不定な帯または板の圧延のためのもの (947) | 連続工程中におけるもの (409) | 熱間圧延によるもの (398)
国際特許分類[B21B1/26]に分類される特許
41 - 50 / 398
ロール疵起因ロールの特定方法
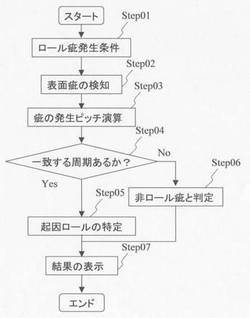
【課題】ロール疵発生時にロール疵の起因となっているロールを短時間に特定できると共に、高精度のロール疵判定ができる、ロール疵起因ロールの特定方法を提供することを課題とする。
【解決手段】複数のスタンドで構成される仕上圧延機を有する熱間圧延ラインにおいて、仕上圧延ロールが起因で鋼板表面に周期的に発生するロール疵を検出し、検出したロール疵の起因であるロールを特定する、ロール疵起因ロールの特定方法であって、ロール疵発生条件ステップと、表面疵の検知ステップと、疵の発生ピッチ演算ステップと、出側疵周期と発生ピッチとを比較する比較ステップと、一致する出側疵周期があれば、その圧延ロールを検出したロール疵の起因ロールであると特定する起因ロールの特定ステップと、一致する出側疵周期がなければ、検出したロール疵は非ロール疵であると判定する非ロール疵判定ステップとを有する。
(もっと読む)
塗装耐食性と疲労特性に優れた熱延鋼板およびその製造方法

【課題】スケール層を有する熱延鋼板に電着焼付塗装を施した場合であっても、スケールと地鉄との密着性を損なうことが無く、且つ、良好な化成処理皮膜を形成することが可能な、塗装耐食性と疲労特性に優れた熱延鋼板およびその製造方法を提供する。
【解決手段】スケール層中のマグネタイトの体積分率を60%以上、かつ、前記マグネタイトの平均結晶粒径を3μm以下とし、スケール/地鉄界面の粗さを平均粗さRaで1.5μm以下とする。
(もっと読む)
熱間圧延鋼板の製造設備列および熱間圧延鋼板の製造方法
【課題】本発明は、最終デスケーリング後に複数回の圧延をする場合や仕上げ圧延後に矯正を施す場合に発生するブリスタリング(スケール剥離)を、鋼材の温度調整や薬剤を用いることなく抑制し、表面状態の優れた熱間圧延鋼材を得ることを課題とする。
【解決手段】本発明は、デスケーリングの後、仕上げ圧延を行うとき、仕上げ圧延の前もしくは後または前記仕上げ圧延が複数の圧延で構成される場合はそれら圧延の間の、少なくとも1箇所で、大気よりも酸素濃度の低いガスを鋼板表面に吹き付けることを特徴とする熱間圧延鋼板の設備列および製造方法に関する。
(もっと読む)
熱延コイルヤードの運用方法
【課題】簡潔かつ合理的なコイルヤードの運用方法を提供する。
【解決手段】 熱延コイルヤードにおいて、払出し予定区画のコイル払出し時刻に、当該時刻と各コイルに設定された冷却完了予定時刻とを比較して、前記コイル払出し時刻が前記冷却完了予定時刻を経過したコイルについて、そのコイル単重の小さいコイルから順次、熱延コイルヤードより払出すことを特徴とする熱延コイルヤードの運用方法。
(もっと読む)
熱延鋼板の製造方法及び溶融亜鉛めっき鋼板の製造方法
【課題】熱間圧延で鋼板表面に酸化スケール(黒皮スケール)の生成を抑制できる熱延鋼板の製造方法を提供する。また、Si含有熱延鋼板に対して、赤スケールに起因する表面欠陥の発生を防止して、良好な外観を有する熱延鋼板の製造方法を提供する。また、不めっきや赤スケールに起因する外観不良の発生を防止して美麗な外観を有する溶融亜鉛めっき鋼板の製造に適した熱延鋼板の製造方法を提供する。また、CGLの加熱炉の形式に係わらず、不めっきや赤スケールに起因する外観不良が発生せず、美麗な外観を有する溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】鋼スラブをスラブ加熱炉にて加熱するスラブ加熱工程、加熱した鋼スラブを粗圧延機及び仕上圧延機で熱間圧延してストリップとする工程、ストリップを巻取り機で巻き取る巻取り工程を行なう熱延鋼板の製造方法において、スラブ加熱工程〜巻取り工程までの工程の雰囲気を非酸化性雰囲気にする。
(もっと読む)
タンデム仕上圧延機及びその動作制御方法、並びに、熱延鋼板の製造装置及び熱延鋼板の製造方法
【課題】超微細粒鋼製造時の板厚変更や圧延潤滑剤の使用不使用変更を行う際にも張力変動を抑制し得るタンデム仕上圧延機及びその動作制御方法、熱延鋼板の製造装置、並びに熱延鋼板の製造方法を提供する。
【解決手段】1本の被圧延材の圧延中に第mスタンドから第Nスタンドの板厚目標値を変更する際に、第mスタンドから第Nスタンドに共通する板厚目標値変更時間を定め、該変更時間と第nスタンドの板厚変更量から第nスタンドの板厚目標値の変更レートを求め、板厚変更点が第nスタンドに到達すると同時に上記変更レートで第nスタンドの板厚目標値の変更を開始し、変更時間の経過後に板厚目標値の変更を終了し、少なくとも第nスタンドの板厚目標値変更中に、第nスタンドの出側板厚が板厚目標値に一致するように、第nスタンドの圧下位置を時々刻々修正するタンデム仕上圧延機及びその動作制御方法、熱延鋼板の製造装置、並びに、熱延鋼板の製造方法とする。
(もっと読む)
表面性状に優れた熱延鋼板の製造方法
【課題】熱延鋼板を製造する際に、赤スケールの発生やスケールの噛込み疵を防止して表面疵が少ない表面性状に優れた熱延鋼板を製造する。
【解決手段】C:0.001〜0.30%、Si:0.10%以下、Mn:1.0%以下、P:0.04%以下、S:0.02%以下、酸可溶性Al:0.005〜0.10%を含有し、残部Feおよび不可避的不純物の組成を持つ鋼を連続鋳造した後に熱間圧延する際に、熱延仕上げ圧延機入側で鋼板表面に高圧水デスケーリングを行う際の鋼板温度を下記(1)式で示すT1(℃)以上、高圧水の衝突圧を15.7MPa以下とし、しかも熱間仕上げ圧延機の第2列および第3列スタンド間の鋼板表面温度を下記(2)式で示すT2(℃)以下とする。
T1≧998×Si(%)‐1283×P(%)+1010 ・・・・(1)
T2≦599×Si(%)‐770×P(%)+976 ・・・・(2)
(もっと読む)
圧延ロールプロフィールの測定方法、圧延ロールの研削方法、熱延鋼板の製造方法、圧延機、及び、熱延鋼板の製造装置
【課題】優れた表面性状を有する微細粒鋼の製造に適用し得る、圧延ロールプロフィールの測定方法、圧延ロールの研削方法、熱延鋼板の製造方法、圧延機、及び、熱延鋼板の製造装置を提供する。
【解決手段】被圧延材を圧延した後の圧延ロールの冷却による熱収縮、又は、被圧延材の圧延を開始した後の圧延ロールの加熱による熱膨張が予め指定された基準に達したか否かを判断する工程と、該工程で基準に達したと判断された場合に圧延ロールのプロフィールを測定する工程とを有する圧延ロールプロフィールの測定方法、該測定方法の結果を用いて圧延ロールを研削する圧延ロールの研削方法、及び、上記測定方法によって測定される圧延ロールを用いる熱延鋼板の製造方法、並びに、上記測定方法によって圧延ロールが測定される圧延機、及び、該圧延機を備える熱延鋼板の製造装置とする。
(もっと読む)
マグネシウム合金板
【課題】プレス加工などの塑性加工性に優れたマグネシウム合金板を提供する。
【解決手段】アルミニウム(Al)を8.5〜10.0質量%、亜鉛を0.5〜1.5質量%含有するマグネシウム合金素材板を圧延ロールにて圧延することで得られたマグネシウム合金板である。このマグネシウム合金板における、マグネシウム合金板の厚み方向の中心線に存在する偏析の厚み方向の長さは20μm以下である。このようなマグネシウム合金板は、高い塑性加工性を有し、加工時の亀裂の発生を効果的に低減することができる。
(もっと読む)
Si含有鋼板の製造方法
【課題】鋼板表面温度のバラツキや冷却ムラを低減し、表面性状に優れたSi含有鋼板を製造することのできる有用な方法を提供する。
【解決手段】C:0.02〜0.6%、Si:0.2〜3.0%、Mn:0.2〜3.5%、P:0.02%以下(0%を含まない)、S:0.02%以下(0%を含まない)、Al:0.15%以下(0%を含まない)を夫々含有する鋼材を、加熱炉内の水蒸気濃度を15〜40体積%、酸素濃度を1.0体積%以下とした雰囲気中において、1173〜1300℃で15〜40分加熱し、デスケーリングした後粗圧延を行い、その後仕上げ圧延直前までの雰囲気を、酸素濃度が10体積%以下の窒素雰囲気として酸化する。
(もっと読む)
41 - 50 / 398
[ Back to top ]