
国際特許分類[B21B45/08]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機に特に連結され,組込まれ,または関連した用途に特に適用される素材の表面処理装置 (901) | デスケーリングのためのもの (178) | 水圧によるもの (81)
国際特許分類[B21B45/08]に分類される特許
11 - 20 / 81
熱間圧延用高圧流体式脱スケール方法および脱スケール装置
【課題】 熱間圧延用高圧流体式脱スケール方法および脱スケール装置を提供する。
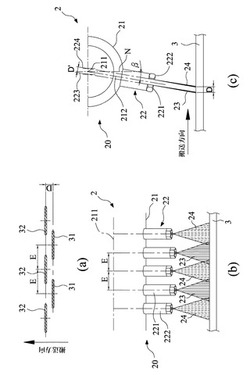
【解決手段】 本装置は少なくとも1つの脱スケールユニットを含み、脱スケールユニットの主管ヘッダーの軸方向と圧延素材搬送方向が交差する。主管ヘッダーはジェット流体を供給するために使用される。脱スケールユニットの複数のノズルは主管ヘッダー上に配置され、各ノズルは圧延素材搬送方向と対向する方向に向けられ、衝突領域を形成するように圧延素材の表面上に流体を射出する。隣接する衝突領域は実質的に互いに平行であり、かつ圧延素材の表面上に互い違いのパターンで与えられる。縦方向に沿った衝突領域の中心線は特定距離だけ離間され、かつ中心線は圧延素材搬送方向に対して実質的に垂直である。隣接ノズルからのジェット噴霧のはね返りにより引き起こされる干渉は低減される。したがって脱スケール品質が改善される、すなわち製品の表面の巻き込みスケールが低減され、製品の表面品質が強化される。
(もっと読む)
熱延鋼板製造ラインにおけるメジャーリングロール軸受のスケール除去装置

【課題】メジャーリングロール軸受に堆積したスケールを効率よく除去することができスケール除去装置を提供する。
【解決手段】ロールギャップ調整ライナ21の樹脂ライナ22は、外部から供給した圧力水をライナ上面22gで開口する複数の水吐出口22iから流出させ、ロール13に近接したライナ上面22gの内側からロール13から離間したライナ上面22gの外側に向かう水流れとするスケール除去水流部(分岐供給流路22a〜22c、主供給流路22f、水供給口22e、傾斜流路22h及び複数の水吐出口22i)を設けている。
(もっと読む)
厚中板の製造方法。
【課題】 薄く長いスラブを使用して、スラブを転回することなく厚中板を製造するに当たり、加熱炉在炉中にスラブの熱間撓みが大きくならないようにすることで、加熱炉抽出に支障が出ないようにしてスラブを加熱し、加熱炉から抽出したスラブの圧延時間を短くして圧延温度を高くし、ミスロールの発生を抑制した厚中板の製造方法を提供する。
【解決手段】 ウォーキングビーム式加熱炉に装入して加熱した2段重ねのスラブを加熱炉から抽出して、2段重ねのスラブのまま脱スケールした後、スラブ吊上げ装置で上段の厚中板用薄スラブを吊上げ、下段の厚スラブは粗圧延機に移送して熱間圧延し、下段の厚スラブを移送した後、スラブ吊上げ装置で吊上げていた上段の厚中板用薄スラブを降ろして仕上圧延機に移送して厚中板に熱間圧延することを特徴とする厚中板の製造方法。
(もっと読む)
鋼板のスケール除去用ノズルおよび鋼板のスケール除去装置並びに鋼板のスケール除去方法
【課題】スケールを効率よく除去できる鋼板のスケール除去用ノズルを提供する。
【解決手段】スケール除去用ノズル1は、ノズル先端の吐出部20は、円筒状流路を形成する径大部18に連通して設けられた吐出孔(主流オリフィス)15および分岐孔(分岐流オリフィス)19を有し、分岐孔19は、径大部内部の水流の一部を、吐出孔15から吐出した水流との境界部にキャビテーションを発生させるように吐出する。
(もっと読む)
厚鋼板のデスケーリング設備およびデスケーリング方法
【課題】熱間圧延後の厚鋼板のデスケーリングを行うに際して、厚鋼板に反りが生じている場合であっても、厚鋼板の幅方向全面にわたりデスケーリングを行うことができ、均一な冷却を行って材質ばらつきの小さい厚鋼板を製造可能にする厚鋼板のデスケーリング設備およびデスケーリング方法を提供する。
【解決手段】熱間圧延後の厚鋼板のデスケーリング設備において、ヘッダの幅方向のノズルピッチLpが、
Lw/2<Lp≦Lw(H−δ)/H
を満たすことを特徴とする厚鋼板のデスケーリング設備。
Lw:パスラインにある厚鋼板に対するノズル1個当たりの幅方向の衝突領域幅、H:パスラインにある厚鋼板からノズル先端までの高さ、δ:厚鋼板に発生する最大反り量
(もっと読む)
厚鋼板のデスケーリング設備およびデスケーリング方法
【課題】熱間圧延後の厚鋼板のデスケーリングを行うに際して、厚鋼板の幅方向全面にわたりデスケーリングを行うことができ、均一な冷却を行って材質ばらつきの小さい厚鋼板を製造可能にする厚鋼板のデスケーリング設備およびデスケーリング方法を提供する。
【解決手段】熱間圧延後の厚鋼板のデスケーリング設備4であって、デスケーリング設備4は、プリレベラ(第1熱間矯正機)3よりも搬送方向下流側でかつ、加速冷却設備5の上流側にあり、デスケーリング設備4を構成するヘッダを搬送方向に2本以上並べて配置され、各ヘッダから噴射されたデスケーリング水の鋼板への衝突位置が、搬送方向に600mm以上離れていることを特徴とする厚鋼板のデスケーリング設備。
(もっと読む)
鋼板のスケール除去用ノズルおよび鋼板のスケール除去装置並びに鋼板のスケール除去方法
【課題】スケールを効率よく除去できる鋼板のスケール除去用ノズルを提供する。
【解決手段】スケール除去用ノズル1は、ノズル先端の吐出部が、円筒状流路を形成する径大部に連続して設けられたテーパ部16と、テーパ部出側に形成された第一オリフィス20と、第一オリフィス出側に連続して当該第一オリフィス20の長径よりも径方向寸法が大きく設けられた共振室19と、共振室19の出側に形成された第二オリフィス15とを有する。
(もっと読む)
デスケーリングノズル
【課題】壊食性能及び衝突力が大幅に向上したデスケーリングノズルを提供する。
【解決手段】デスケーリングノズルは、ノズル本体の上流端部域に形成された流体導入口55からノズル先端の噴射口5に至る流路と、前記流体導入口55の下流側の流路内に装着され、前記流体導入口55を開閉するためのピストンバルブ34と、このピストンバルブの下流域に配設された整流部材25とを備えており、前記整流部材25の配置された流路24の断面(断面積)が、前記ピストンバルブ34内の流路33の断面(断面積)よりも大きく形成されている。
(もっと読む)
ラインパイプ用高強度鋼板及びその製造方法並びにラインパイプ用高強度鋼板を用いた高強度鋼管
【課題】鋼板の板厚方向および板幅方向の硬さのばらつきを効果的に軽減して、鋼板内の材質均一性を向上させたラインパイプ用高強度鋼板を提供する。
【解決手段】質量%で、C:0.03〜0.12%、Si:0.01〜0.5%、Mn:1.5〜3.0%、P:0.01%以下、S:0.002%以下及びAl:0.01〜0.08%を含有し、以下の(1)式で示されるCeq値が0.33以上であって、残部がFeおよび不可避的不純物の組成とし、また鋼組織はベイナイト組織とし、さらに板厚方向および板幅方向における硬さのばらつきをいずれもビッカース硬さのばらつきΔHVで50以下とする。
Ceq(質量%)=[%C]+[%Mn]/6+([%Cu]+[%Ni])/15+([%Cr]+[%Mo]+[%V])/5 ・・・(1)
ただし、[%X]はX元素の鋼中含有量(質量%)を示す。
(もっと読む)
厚鋼板の製造方法および製造装置列
【課題】熱間圧延後、焼入れまたは加速冷却される、スケール噛み込みによる表面疵が少なく、スケール剥離性にも優れる、表面性状に優れる厚鋼板の製造方法および製造装置列を提供する。
【解決手段】厚鋼板を熱間圧延後、強制冷却する前に、プリレベラーで形状矯正した後、形状矯正後の鋼板形状を、デスケーリング装置の前方となる水切りロールで検出し、デスケーリング装置を制御してデスケーリング後、強制冷却する。仕上げ圧延機の下流側に、プリレベラーを備えた強制冷却装置を配した厚鋼板の製造装置列であって、前記プリレベラーの下流側であって前記強制冷却装置の上流側に、その前後に、好ましくは昇降可能な、水切りロールを備えたデスケーリング装置を配置する。デスケーリング装置の前方となる水切りロールにはロール軸心の上下方向の移動量を検出する検出器を取り付ける。
(もっと読む)
11 - 20 / 81
[ Back to top ]