
国際特許分類[B21B45/08]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機に特に連結され,組込まれ,または関連した用途に特に適用される素材の表面処理装置 (901) | デスケーリングのためのもの (178) | 水圧によるもの (81)
国際特許分類[B21B45/08]に分類される特許
21 - 30 / 81
熱延鋼板の製造方法および製造設備
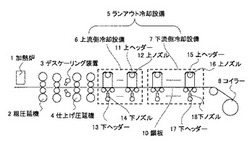
【課題】製品厚み12mm以上の熱延鋼板を製造するに際して、巻き取り温度が450〜550℃と比較的低い温度域であっても、ランアウト冷却において高精度で安定な冷却を実現し、高強度で高靭性の材質を確保することができる熱延鋼板の製造方法および製造設備を提供する。
【解決手段】デスケーリング装置3におけるデスケーリング水の鋼板10への衝突圧力が2.0MPa以上になっているとともに、ランアウト冷却設備5は鋼板10の上面冷却をラミナー方式で行う冷却設備であって、上流側冷却設備6と下流側冷却設備7に分割されており、鋼板10の上面冷却を行うための冷却水の水量密度が、上流側冷却設備6では1.0〜2.4m3/m2min、下流側冷却設備7では0.5〜1.0m3/m2minとなっている。
(もっと読む)
塗装耐食性と疲労特性に優れた熱延鋼板およびその製造方法

【課題】スケール層を有する熱延鋼板に電着焼付塗装を施した場合であっても、スケールと地鉄との密着性を損なうことが無く、且つ、良好な化成処理皮膜を形成することが可能な、塗装耐食性と疲労特性に優れた熱延鋼板およびその製造方法を提供する。
【解決手段】スケール層中のマグネタイトの体積分率を60%以上、かつ、前記マグネタイトの平均結晶粒径を3μm以下とし、スケール/地鉄界面の粗さを平均粗さRaで1.5μm以下とする。
(もっと読む)
鋼板のデスケーリング装置およびデスケーリング方法
【課題】スケール残りの発生がなく、適切にデスケーリングを行うことのできる鋼板のデスケーリング装置およびデスケーリング方法を提供する。
【解決手段】デスケーリングノズルとして、幅方向中心位置に通常ノズル12が設置され、その通常ノズル12の左右両側に斜方ノズル22が複数設置されており、それらの通常ノズル12と斜方ノズル22は、鋼板表面に噴射された後の横流れ水15が幅方向中心から左右均等に幅方向両端へ向けて流れるようにそれぞれ所定の捻り角を有するともに、隣接するデスケーリングノズルからの噴射領域同士が幅方向にそれぞれ所定のオーバーラップ幅を有するように配置されている。
(もっと読む)
デスケーリング噴射水の水切り装置および水切り方法
【課題】圧延材表面に疵を発生させることがなく、またデスケーリング装置の直近に設置された電気設備等に対する水の飛散や侵入を防止でき、さらに設置スペースを狭くすることのできるデスケーリング噴射水の水切り装置および方法を提供する。
【解決手段】圧延材S1表面のスケールを噴射水1aで除去するデスケーリング水噴射ノズル1の圧延方向上流側に、デスケーリング後のバウンド水1bを回収するために、圧延材の表面と一定の隙間gを設けて配置した水切り板2と、水切り板2の圧延方向上流側に、水切り板2の下端と圧延材S1表面との隙間gに水切りスプレー水3aを噴出させる水切りスプレー3とを設けたデスケーリング噴射水の水切り装置。圧延材S1表面と隙間gを設けて水切り板2と水切りスプレー3を設けたことで、圧延材S1表面に疵を発生させることがなく、またデスケーリング噴射水が水を嫌う電気設備等側に流れたり飛散したりすることがない。
(もっと読む)
デスケーリング装置
【課題】デスケーリング効率を向上しつつ、デスケーリング装置の寿命低下を抑えることを目的する。
【解決手段】搬送されてくる鋼板1に向けて噴射流体を噴射する噴射ノズル3を備えたデスケーリング装置である。搬送されてくる鋼板1に対する前記噴射ノズル3の迎え角θを1度以上に設定する。前記鋼板1と噴射ノズル3との間に、鋼板1からの跳ね返り水が噴射ノズル3側に戻ることを阻止するプロテクタ4を設ける。そのプロテクタ4に対し、前記噴射ノズル3から鋼板1に向けて噴射流体を通過させるためのプロテクタ穴5を開口する。鋼板1の移動方向に沿った方向において、前記噴射ノズル3の噴射口3aの位置から、前記プロテクタ穴5の鋼板1上流側端部位置までの距離を、30mm以下とした。
(もっと読む)
表面性状に優れた熱延鋼板の製造方法
【課題】熱延鋼板を製造する際に、赤スケールの発生やスケールの噛込み疵を防止して表面疵が少ない表面性状に優れた熱延鋼板を製造する。
【解決手段】C:0.001〜0.30%、Si:0.10%以下、Mn:1.0%以下、P:0.04%以下、S:0.02%以下、酸可溶性Al:0.005〜0.10%を含有し、残部Feおよび不可避的不純物の組成を持つ鋼を連続鋳造した後に熱間圧延する際に、熱延仕上げ圧延機入側で鋼板表面に高圧水デスケーリングを行う際の鋼板温度を下記(1)式で示すT1(℃)以上、高圧水の衝突圧を15.7MPa以下とし、しかも熱間仕上げ圧延機の第2列および第3列スタンド間の鋼板表面温度を下記(2)式で示すT2(℃)以下とする。
T1≧998×Si(%)‐1283×P(%)+1010 ・・・・(1)
T2≦599×Si(%)‐770×P(%)+976 ・・・・(2)
(もっと読む)
スラブのインライン表面処理のための方法および装置
本発明は、連続鋳造から熱間圧延までの一つの連続する方法シーケンス中で、CSP鋳造装置と熱間圧延区間の間に設けられた一つの加熱炉(3)を有する、例えばCSP方法により製造されるスラブ(5)の、インライン表面処理による表面処理品質の向上の方法に関する。発明に従い、ノズルまたはノズルに類する装置を有する酸化装置(21)によって、スラブ(5)の上面および下面に付勢される酸化炎または酸化ガス混合物によって、各スラブ面4mmまでの所定の表面層が意図的に酸化され、スラブ表面上の酸化生成物が、その際、固定的または流動的であることが提案される。  (もっと読む)
(もっと読む)
デスケーリングノズル装置及びデスケーリング方法
【課題】壊食能に優れ、スケールを効率よく除去できるデスケーリングノズル装置を提供する。
【解決手段】フラットパターンの主水流40を吐出可能な主吐出口15と、主水流の厚み方向の両側から第1の被覆水流41a及び第2の被覆水流41bを吐出可能であり、主水流を第1及び第2の被覆水流のサンドイッチ状に被覆して噴射するための補助吐出口37とを備えたデスケーリングノズル装置を用いて鋼板表面のスケールを除去する。前記被覆水流はフラットパターンであってもよく、主水流及び被覆水流のフラットパターンは、噴射方向に進むにつれて幅方向に拡がるパターン形状であり、被覆水流の噴射角度が、主水流の前記角度と略同じか、又は前記角度よりも大きくてもよい。被覆水流の各噴射流量は主水流の0.2〜10%であってもよい。各被覆水流は、主水流の吐出方向に向かって1〜30°の傾斜角度で主水流に合流してもよい。
(もっと読む)
高強度熱延鋼帯の製造方法
【課題】高Si鋼の高強度熱延鋼帯を製造するに際して、仕上圧延前の高圧水デスケーリング装置を活用し、Si添加量が変化しても、500℃を下回る低温巻き取り材を温度偏差無く均一に冷却することができる高強度熱延鋼帯の製造方法を提供する。
【解決手段】Si:0.2〜2.0Mass%を含有するスラブを粗圧延機と仕上げ圧延機とを備えた熱延鋼帯製造設備で熱延圧延して、高強度熱延鋼帯を製造するに際して、前記仕上げ圧延機での圧延前に衝突圧力P(MPa)≧5.0×Si(Mass%)の高圧水デスケーリングを実施すると共に、前記仕上げ圧延機での圧延後にランアウトテーブルで500℃以下まで冷却して、巻き取ることを特徴とする高強度熱延鋼帯の製造方法。
(もっと読む)
鋼板のデスケーリング装置およびデスケーリング方法
【課題】スケール残りの発生がなく、適切にデスケーリングを行うことのできる鋼板のデスケーリング装置およびデスケーリング方法を提供する。
【解決手段】デスケーリングノズルとして斜方ノズル22を用いることによって、横流れ水15の通過・干渉がデスケーリング能力にそのまま影響する領域(干渉影響領域)が狭くなるようにする。
(もっと読む)
21 - 30 / 81
[ Back to top ]