
国際特許分類[B21C3/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 金属引抜き用プロフィリング工具;金属引抜き用ダイスおよびマンドレルの組合せ (135) | ダイス;ダイス用材料の選択;ダイスの清浄 (102)
国際特許分類[B21C3/02]の下位に属する分類
非調整断面をもつもの
調整断面をもつもの (5)
ローラー,ボールまたは類似物で限定した断面をもつもの (18)
加工品に直接作用する液圧力をもつもの
ダイス保持具;回転ダイス (27)
国際特許分類[B21C3/02]に分類される特許
21 - 30 / 52
銅線の製造方法
【課題】銅母線のような線材を伸線ダイスの孔部に通す作業を短時間で安定的に行うことができ、延いては特に線径の極めて細い銅線を高い製造効率を以て安定的に製造することが可能な銅線の製造方法を提供する。
【解決手段】伸線ダイス1を、外形が円柱状で、当該円柱の中心部に銅母線4を挿通可能な孔2が設けられており、かつ当該孔2の中心軸を通る面で2片1a、1bに分割可能な構造を有するのものとし、前記伸線ダイス1を前記2片1a、1bに分割した状態とした後、当該2片1a、1bのそれぞれにおける半分に縦割りされた状態の孔2a、2b同士の間に前記銅母線4を挟み込むようにしながら、前記2片1a、1b同士を閉じ合わせて分割前の一体となった状態に戻すことで、前記銅母線4を前記伸線ダイス1a、1bの孔に挿通した状態にする工程を含むことを特徴としている。
(もっと読む)
熱交換器用アルミ円管の製造方法及び熱交換器

【課題】扁平形状の熱交換器用アルミ円管体に溶融液を溶射する場合、平坦な表面部分には容易に均一溶射できるが、この方法を円形のアルミ管体に実施すると均一溶射することが困難であるため、それを回避するために溶射ノズルを増設したり、或はアルミ円管体の外周に犠牲陽極効果を有する金属をクラッドしたりするなど設備費用が増加したり工程が増加したりする。
【解決手段】加熱したアルミ円管材を、押出しダイスで径方向の断面が扁平状となるよう整形し中空状アルミ扁平管を形成する第1工程、溶射ノズルから犠牲陽極効果を有する金属の溶融液を、中空状アルミ扁平管の表面に溶射し被膜を形成する第2工程、中空状アルミ扁平管を加熱して中空状アルミ扁平管の母材部に犠牲陽極効果を有する金属を拡散させた金属拡散層を形成する第3工程、及び中空状アルミ扁平管を円形の中空状アルミ円管に整形する第4工程を含むものである。
(もっと読む)
金属素材の縮径加工方法
【課題】アンダーシューティングを確実に回避しながら、円形断面の金属素材をこれよりも小径の円形断面の目的形状に縮径加工することができる金属素材の縮径加工方法を提供する。
【解決手段】円形断面の金属素材をダイスに通し、素材直径よりも小径の円形断面の目的形状に縮径加工する金属素材の縮径加工方法である。本発明では、ダイス孔の内部に複数の突部11を形成してダイス孔の中心軸に垂直な断面形状を楕円や擬似多角形などの非円形としておき、この突部形成位置までの前半部において前記突部11により金属素材の断面上の複数部分を強く縮径加工し、この突部11を通過後の後半部におけるアンダーシューティングを防止する。
(もっと読む)
引抜き加工用ダイス
【課題】傷の発生を防止して高品質の管材の引き抜き加工を行うことができる引き抜き加工用ダイスを提供する。
【解決手段】ダイス孔21に管材を通して引き抜き加工を行う引抜き加工用ダイス1であって、ダイス孔21は、前記管材の外周面の加工形状を決定する出口側のベアリング部23と、ベアリング部23に向かって縮径する入口側のアプローチ部22とを備えており、ベアリング部23の中心軸L1に平行であって当該中心軸L1を通過する断面において、アプローチ部22は、円弧状となるように形成されており、アプローチ部22とベアリング部23との境界点24は、境界点24におけるアプローチ部22の接線L2と中心軸L1とのなす角度αが、5°〜10°の範囲となる位置に形成されている引き抜き加工用ダイス1。
(もっと読む)
異形ダイスおよびそれを用いて製造した極細異形線
【課題】ダイヤモンドダイスを用いた対角線の長さが1000μm以下であるか或いは多角形の一辺の長さが500μm以下であって、寸法精度に優れた断面が星形形状或いは多角形状の異形ダイスを提供すること。そしてこの異形ダイスを用いて、寸法精度に優れた断面が星形或いは多角形の極細異形線を提供することにある。
【解決手段】ダイヤモンドからなる穴部が円形のダイスのベアリング部を、対角線の長さが1000μm以下、或いは多角形の一辺の長さが500μm以下であって、断面が多角形或いは星形に加工された異形ダイスとすることによって、解決される。特に、請求項2に記載するように、前記ダイヤモンドとして天然ダイヤモンドを使用した異形ダイスとすることによって、解決される。
(もっと読む)
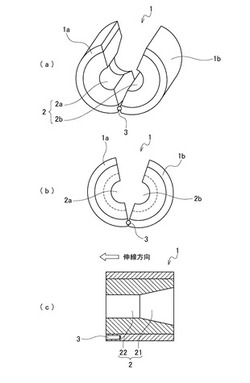
銅又は銅合金から成る線材を製造するための方法
本発明は、銅又は銅合金から成る線材を連続的に製造するための方法であって、銅又は銅合金を鋳造ビレット(1)の形で準備し、500℃以上の温度で、ダイ(4)が設けられた押出プレス(2)によって、及び相応の引抜きダイスによって、単数又は複数の線材となるように最終的に引抜き加工する形式のものにおいて、イ)ダイ(4)から出た熱い線材(5)を延伸ゾーン(I)において保護ガスによって酸化防止し、ロ)冷却ゾーン(II)において、60℃以上の温度を有する温度調整された水浴(6)で前記線材を冷却し、ハ)水浴から出た後の線材の横断面寸法を測定し、線材に制御された引張力を加え、これにより、線材の横断面寸法の、目標横断面からのずれを、延伸ゾーン(I)における線材の延伸により減じ、ニ)線材を事前に尖らせることなく、分割されたダイス(14)に挿入し、ダイスを閉じ、鋳造ビレットがなくなるまで中断せずに、線材を最終寸法となるように引抜くことを特徴とする。 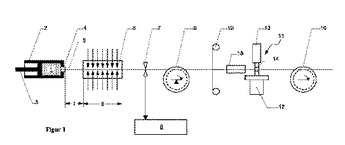 (もっと読む)
(もっと読む)
電線加工用のダイス及び異形電線
【課題】ダイスによる丸電線から異形電線への変形加工において、電線の絶縁被覆層の損傷を防ぐ。
【解決手段】導体20a表面に絶縁被覆層20bを備えた断面円形の丸電線20を、断面多角形の異形電線20Aに変形して引き出す電線加工用のダイス10であって、
前記電線を連続的に貫通させる軸線方向の加工穴13の断面形状は、前記丸電線挿入側の入口13aは円形とすると共に前記異形電線20Aとして引き出す出口13bは多角形とし、前記入口13aから出口13bにかけて軸線方向に円形から多角形へと連続的に変化していることを特徴とする。
(もっと読む)
電線加工用のダイス及び異形電線
【課題】ダイスによる丸電線から異形電線への変形加工において、電線の絶縁被覆層の損傷を防ぐ。
【解決手段】導体20a表面に絶縁被覆層20bを備えた断面円形の丸電線20を、断面多角形の異形電線20Aに変形して引き出す電線加工用のダイス10であって、電線を連続的に貫通させる軸線方向の加工穴13は、断面多角形であり、丸電線20挿入側の入口13aは、多角形の内接円Cの直径が丸電線20の直径以上で且つ各頂点が大きな曲率Rを有する形状で、該各頂点の曲率Rは異形電線20Aとして引き出す出口13bに向けて連続的に縮小し、出口13bでは各頂点の曲率Rがほぼ0に近い多角形状としていることを特徴とする。
(もっと読む)
雌ねじの形成方法
【課題】筒状部材への雌ねじ形成を簡単に、かつねじ切り負荷を小さくできるようにする。
【解決手段】円形穴12を有する筒状部材1の6角形の外周11を、ダイス2の円弧溝21で押圧して円形に縮径すると、この円形穴が6角形穴12aに塑性変形する。次に6角形穴12aに内接する円の直径とほぼ同じ下径のタップで、雌ねじ13を形成する。雌ねじ13は、6角形穴12aの各辺の中央近辺にのみ形成されるので、ねじ切り負荷を小さくできる。なお6角形穴12aには、塑性変形によって加工硬化が期待される。
(もっと読む)
銅線の製造方法及び製造装置
【課題】銅伸線材における表面傷の発生及び断線の発生を防止する銅線の製造方法及び製造装置を提供するものである。
【解決手段】本発明に係る銅線の製造方法は、銅線102を、順次、伸線ダイス104に通して連続的に冷間伸線加工を行い、所望径の銅伸線材を製造するに際して、伸線ダイス104の銅線102の絞り部に臨んで吸引部105,106を設け、その吸引部105,106から、引き抜く銅線102の表面に付着している異物、又は伸線時に発生する銅削り屑を吸引除去しつつ、銅線102を絞るものである。
(もっと読む)
21 - 30 / 52
[ Back to top ]