
国際特許分類[B21D19/04]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | フランジ加工または他の縁処理,例.管のもの (332) | 縁にそって動く連続作動工具によるもの (60) | ローラのように成形されたものによるもの (60)
国際特許分類[B21D19/04]の下位に属する分類
内側へ加工するもの
国際特許分類[B21D19/04]に分類される特許
11 - 20 / 60
管材のつば部成形加工機
【課題】1次ローラーだけで90°まで外側に拡開、折り曲げ加工可能な管材のつば部成形加工機の提供を目的とする。
【解決手段】管材の端部につば部を成形する加工機であって、管材の端部に押圧しながら摺接する自転及び公転する略円錐形状のローラーと、前記ローラーを自転自在に支持するローラー支持部材と、前記ローラーを、管材の端部との摺接部が当該ローラーの根元側に徐々に移動するようにしながら当該端部を拡径する方向に傾斜回動させるように前記ローラー支持部材を前後方向に回動するアームと、前記ローラーが管材の端部に沿って公転させるように前記アームを回転する手段を有することを特徴とする。
(もっと読む)
ローラ式ヘミング加工装置

【課題】ヘミング装置において、ローラ5を支持するために硬化された部分を調整することなく、また、余分な移動軌跡を生じることなく、ローラ5の移動軌跡を安定させる。
【解決手段】ローラ5を、第1、第2ガイド面15、16により、各々、下側、外周側から支持することで、ローラ5の移動軌跡を安定させることができる。また、ローラ5を第1、第2ガイド面15、16の両方に支持させた状態で回転させることができるので、ローラ傾斜角およびTCP−RTP距離を安定的に変更することができる。このため、ローラ5を支持するために硬化された第1、第2ガイド面15、16を再加工することなく、ローラ傾斜角、TCP−RTP距離を最適化することができる。さらに、ローラ5を内周側に向かって自在に移動させることができるので、上下方向に余分な移動軌跡を発生させることなくローラ5を内周側に向かって移動させることができる。
(もっと読む)
ローラヘミング装置およびローラヘミング方法
【課題】ヘミング加工後のワークのフランジ形状を一定にできるローラヘミング装置およびローラヘミング方法を提供すること。
【解決手段】ローラヘミング装置10は、本体11に回転可能に支持された円柱形状のヘミングローラ12と、ヘミングローラ12の回転軸方向に直交する方向の位置を調整する加圧機構13と、ヘミングローラ12の回転軸方向の位置を調整する押出機構14と、加圧機構13および押出機構14を制御するコントローラと、を備え、コントローラは、加圧機構13を制御して、アウタパネル20のフランジ22の折り曲げ点から所定距離だけ離れた位置にヘミングローラ12を当接させるとともに、ヘミングローラ12のサーボモータ141のトルクと所定のトルク基準値との差分に応じて押出機構14を制御して、ヘミングローラ12の回転軸方向の位置を調整する。
(もっと読む)
加工装置
【課題】本発明は、装置の小型化を図ることができる加工装置を提供することを課題とする。
【解決手段】加工装置10には、移動手段に取り付けられる第1ベース31と、この第1ベースに設けられ第1の方向32に延在する第1レール33、33と、この第1レール33、33の上に第1の方向32にスライド可能に支持される第2ベース36と、この第2ベース36に設けられ第2の方向37に延在する第2レール38、38と、この第2レール38、38の上に第2の方向37にスライド可能に支持され加工ツール22およびガイドローラ23を有する加工ユニット21とが備えられており、第2ベースの一方の面41の側に沿って、第1レール33、33が設けられ、第2ベースの他方の面42の側に沿って、第2レール38、38が設けられている。
(もっと読む)
板金折曲工具
【課題】従来の板金折曲工具は、各軸部材より大径の貫通孔を設けた一対の回転ガイドリング間に隙間を無理に利用した構成で板金の厚みの正確な調整はできない欠点が有り又、作用形成体の支持ロッドには筒状作用体を回転自在に嵌合して回転ローラーと協働させて板金の側縁部に作用するが片方のみの作用で板金素材が損傷する欠点があった。板金折曲の板金の厚みの微調整と板金素材の保護をする正確な板金折曲工具を提供する。
【解決手段】第1軸部材の一端に結合された作用点ローラーと第2軸部材の一端に結合されたローラーと第2軸受の固定ローラーの二重の支点ローラー間に板金を挟み当て折曲する板金折曲工具であって、前記作用点ローラーと前記二重の支点ローラー間の間隔を調整できるようにした。又、前記2つの軸受には、スプリングブッシュを包含した締め付けキャップを設け、前記2つの軸部材が対向する位置には一対のガイドローラーを設けた。
(もっと読む)
ローラ式ヘミング加工装置
【課題】ヘミング装置1において、クランプに替わる固定手段により被ヘミング材2を下型4に固定することができるようにして、クランプ固定に伴う各種の短所を解消する。
【解決手段】ヘミング装置1によれば、下型4の載置面12には被ヘミング材2の周縁3に沿うように複数の開口部15が設けられている。そして、開口部15には、被ヘミング材2を下方に向けて吸引する吸引具16が配されている。これにより、従来のクランプに替わり、吸引具16により被ヘミング材2を下型4に固定することができる。このため、固定手段としての吸引具16が存在する周縁部位をローラが通過する際に、吸引具16による固定を解除する必要がなくなるので、従来のクランプ固定に伴う各種の短所を解消することができる。
(もっと読む)
パイプ加工方法
【課題】パイプの端部の強度を確保することができると共に、パイプの軽量化を図ることができるパイプ加工方法を提供する。
【解決手段】パイプ加工方法においては、ローラーによってパイプ1の端部分1aをパイプ1の径方向内側に向けて曲げた後、ローラー8によってその端部分1がパイプ1の内面3aに密着するまで折り曲げる。これにより、パイプ1の壁部3と端部分1aとが重なり一体化されるので、パイプ1の端部1aにおいて例えば溶接に耐え得る所定の肉厚を確保することができる。その一方で、端部1a以外の壁部3は相対的に肉厚が薄くなるので、パイプ1の軽量化を図ることができる。このように、パイプ1の端部1aの強度を確保することができると共に、パイプ1の軽量化を図ることができる。
(もっと読む)
ヘミング装置およびヘミング加工方法
【課題】ロボットハンドに装着したローラヘッドの可動部には、支持ブラケットのスライド孔に挿入することなく、ロードセルを不要にし、部品点数が少なくてコンパクトなヘミング装置を提供する。
【解決手段】ロボット1に取り付けた加圧ローラ2をアンビル8に載置したワークWに押圧しながらヘミング加工するヘミング装置10であって、先端部で加圧ローラ2を回転自在に支持する支持アーム3と、この支持アーム3の基端部に軸支され、前記基端部の回りに前記支持アーム3を回転させるモータ4と、このモータ4をロボット1に固定する支持ヘッド5と、を備え、モータ4の回転トルクで加圧ローラ2の押圧力を制御するようにしたことを特徴とする。
(もっと読む)
管材のつば出し成形加工機の座屈防止構造
【課題】管材のつば出し成形時に管材が内側に座屈するのを防止する座屈防止構造の提供を目的とする。
【解決手段】公転中心軸に向かって傾斜した自転軸を有する円錐形状の1次ローラにて管材の端部を60°以下の低角度に拡開及び折り曲げ、次に公転中心軸に向かって傾斜した自転軸を有する円錐形状の2次ローラにて約90°に折り曲げる管材のつば出し成形加工機において、1次ローラは、先端側が縮径の円錐台形状の1次ローラ本体部と、当該本体部の先端に取り付けた、逆円錐部を有する座屈防止ローラとを有していることを特徴とする。
(もっと読む)
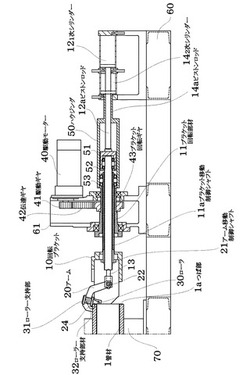
管材のつば出し成形加工機
【課題】簡単な構造で、曲げ加工精度が高く、汎用性に優れた、管材のつば出し成形加工機を提供する。
【解決手段】管材1の端部1aにつば出し成形するための加工機10であって、ベースプレート11を有し、トとクランプ手段との間にガイドロッド14を配設し、ガイドロッド14に沿って前進・後退制御された第1プレート12と第2プレート13とを有する。第1プレート12は回転ギアプレート23を有し、支柱31に1次ローラ30を有する。第2プレートは、回転ギアプレート23に従動する従動プレート15を有し、2次ローラ40を有する。1次ローラ30及び2次ローラ40は回転ギアプレート23の回転により公転し、1次ローラ30は管材1の端部に60°以下の低角度にて摺接する自転可能な円錐形状であり、2次ローラ40は管材1の端部に約90°に摺接する自転可能な円錐形状であることを特徴とする。
(もっと読む)
11 - 20 / 60
[ Back to top ]