
国際特許分類[B21D3/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 金属棒,金属管,金属プロフィル,またはそれから作られた特殊な物品であって,金属板の部分を含むかあるいは含まないものの矯正または形状の回復 (193) | ローラによるもの (96)
国際特許分類[B21D3/02]の下位に属する分類
被加工物の通路に対して斜めの軸線上に配置されるもの (16)
被加工物の通路に対して直角の軸線上に配置されるもの (24)
回転しているはずみ車の回転フレームに傾斜して配置されているもの
被加工物の周囲を回転することなく一つの軌道を動くもの
国際特許分類[B21D3/02]に分類される特許
11 - 20 / 56
付着物除去具及び付着物除去装置
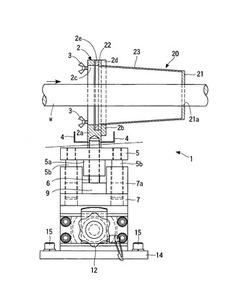
【課題】搬送状態にある材料の振動に追従して材料表面の付着物を除去することができ、付着物の回収・再利用が行いやすく、構造が簡単である付着物除去具及び付着物除去装置を提供する。
【解決手段】付着物除去具20は、上記材料Wが接触して通る接触貫通穴21aが形成される又は形成された材料接触面部21と、上記材料Wが通る円形の貫通穴が形成された四角形状の固定用板部22と、上記材料接触面部21と上記固定用板部22とを連結する筒状連結部23と、を有して成る。上記付着物除去具20は、上記材料接触面部21と上記連結部22と上記固定用板部23とがゴム材にて一体成形されたものであり、上記材料接触面部21は弾性を有し、上記筒状連結部23は上記材料接触面部21を弾性支持する。
(もっと読む)
矯正機

【課題】大掛かりな移動機構や昇降機構を備えることなく同一搬送ライン上に矯正対象材料だけでなく矯正不要の材料を搬送することができる矯正機を提供する。
【解決手段】搬入ライン20及び搬出ライン30の姿勢を調整して上記搬入ライン20と上記搬出ライン30とによる材料の搬送経路を水平にすることができる。下矯正ロール4を支持する軸受け支持ブロック7には貫通穴7bが形成されており、この貫通穴7bに矯正不要の材料Xを通過させるガイドパイプ12が嵌め込まれている。上記材料の搬送経路を水平にすると、上記搬入ライン20とガイドパイプ12と搬出ライン30とが水平一直線に並び、上記搬入ライン20から搬入されてくる矯正不要の材料Xが上記ガイドパイプ12を通過していく。
(もっと読む)
チタン合金製棒材の製造方法
【課題】 残留応力が少量に抑制されたチタン合金製棒材を、高い生産性でかつ歩留まりよく製造することができる、チタン合金製棒材の製造方法を提供する。
【解決手段】 チタン合金のビレットを所定断面寸法に圧延し所定長さに切断して得られた棒材を、焼鈍する第1の焼鈍工程S3と、この焼鈍後の棒材の曲がりを矯正する矯正工程S4と、この矯正後の棒材の表面疵を切削除去する表面疵除去工程S5と、この表面疵除去後の棒材を焼鈍する第2の焼鈍工程S6と、この焼鈍後の棒材の曲がりを、該棒材を600℃以上β変態点以下の温度に加熱した状態でロール矯正する温間矯正工程S7と、この矯正後の棒材の表面を研磨して棒材製品とする表面研磨工程S8とを、有することを特徴とする。
(もっと読む)
棒鋼の製造方法
【課題】コイルから引き出した線材に捩れが発生することを抑止することができ、線材の曲がりの矯正を、矯正を必要とする方向で確実に、しかも冷間で実施することができる棒鋼の製造方法を提供する。
【解決手段】熱間圧延で線材1が螺旋状に巻き取られたコイル3から、線材1を引き出して冷間矯正を行った後に、棒鋼2を製造する棒鋼の製造方法において、コイル3から線材1が引き出された直後の位置に配置した一対のピンチロール4で、コイル3から引き出された一本の線材1を挟持して捩れを拘束すると共に、捩れが拘束された線材1の曲がりを、その下流側に配置した複数の矯正ローラ5で矯正することで、冷間矯正を実施する。
(もっと読む)
異形断面材の端部矯正方法及びその装置
【課題】両端部にフランジを有する異形断面材を、形作ったフランジ部の端面が平滑になるように、かつフランジ下方立上がり部のコーナーRが極力小さくなるように簡便に矯正する。
【解決手段】両端部にフランジを有する異形断面材を、ロール中央部の間隔を板厚以上に、ロール両端部の間隔をロール中央部の間隔よりも小さくした上下一対の水平ロール間を通し、異形断面材の中央部に圧下力を加えず、異形断面材の両端部に集中して圧下力を加えることにより、異形断面材端部の材料を流動させ、フランジ端部を平坦化すると同時に、フランジ立上がり部のコーナーRを小さくする。
(もっと読む)
切削加工用棒状素材、その製造方法及び棒状切削加工品
【課題】優れた寸法精度を有する棒状切削加工品を製作することのできる切削加工用棒状素材の製造方法を提供すること。
【解決手段】アルミニウム又はアルミニウム合金から実質的になり、押出加工及び引抜加工が順次施された棒状素材に、多段ロール矯正機によってロール矯正加工を施す。その後、棒状素材に、互いに対向状に配置された一対のロールを備えるとともに一方のロールの周面が凸面に他方のロールの周面が凹面にそれぞれ形成された2ロール矯正機によってロール矯正加工を施す。
(もっと読む)
継目無鋼管の矯正方法
【課題】 継目無鋼管を製造するための矯正方法および装置、特に材料端部の寸法および形状異常部位を発生させることなく矯正を行う方法および装置を提供する。
【解決手段】 継目無鋼管の多ロールもしくは2ロール矯正において、鋼管先後端部にキャップを取り付けてロール矯正を行うことにより、材料先後端部の寸法および形状の変化を抑制するすることを特徴とする継目無鋼管の矯正方法。また、上記キャップとしては、固形樹脂を材質とすることを特徴とする継目無鋼管の矯正方法。さらに、キャップの先端に穴をあけ、穴に棒を差し込むことで、鋼管からキャップを引き抜くことを容易としたことを特徴とする継目無鋼管の矯正方法。
(もっと読む)
鍛接鋼管の製造方法
【課題】鍛接鋼管素管の回転矯正時の管先端の潰れの発生頻度を格段に低減しうる鍛接鋼管の製造方法を提供する。
【解決手段】鍛接鋼管素管5の曲がり、外径寸法および形状を回転矯正機で矯正し、その際、回転矯正機の入側、出側にそれぞれ、筒先端内径を素管外径に近づけた先細り筒型の入側ガイド、出側ガイドを設置して素管を誘導する鍛接鋼管の製造方法であって、入側ガイド1を所定の段間距離で以て2段以上直列に設置することとした。
(もっと読む)
鋼管の回転矯正方法
【要 約】
【課 題】鋼管の管内面に目視で観察できる凹状のひずみ模様が発生するのを防止しつつ鋼管の曲がり矯正を経済的に行うことができる鋼管の回転矯正方法を提案する。
【解決手段】回転矯正の際に、あるいは回転矯正の前に、管内面に均質な歪を付与する。好適には(1)回転矯正の前に変形拘束バーを鋼管の管内面に挿入し、その後回転矯正機で鋼管に曲げ・曲げ戻し加工を施す。(2)回転矯正の前に鋼管の管内面にブラスト処理で表面ひずみを均一に付与し、その後回転矯正機で鋼管に曲げ・曲げ戻し加工を施す。
(もっと読む)
耐座屈性能に優れる電縫管の製造方法
【要 約】
【課 題】 従来の技術では、真円度と耐座屈性能の両方に優れた電縫管を得ることが難しい。
【解決手段】 帯板を通材しつつロール成形し、突き合せた板幅両端部を電縫溶接して管となし、電縫溶接部に熱処理をした後、管を矯正する電縫管の製造方法であって、管を矯正するにあたり、回転矯正機を用い、該回転矯正機の鼓形ロールの最小径を前記管の外径以上とする。
(もっと読む)
11 - 20 / 56
[ Back to top ]