
国際特許分類[B21D37/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | このサブクラスに包含される機械の部品としての工具 (784) | 種々の方法で組立て可能なダイスの構造 (67)
国際特許分類[B21D37/02]に分類される特許
61 - 67 / 67
プレス成形用金型の形状決定方法、および被成形材のプレス成形方法

【課題】従来に比べ短時間でプレス成形用金型の形状を決定できるプレス成形用金型の形状決定方法を提供する。
【解決手段】初期金型形状を仮設定し(ステップS1)、その初期金型形状にて一つ以上の仮想断面を選択し(ステップS2)、その仮想断面で2次元計算を行なってプレス成形後の被成形材の当該仮想断面内でのスプリングバック量を予測する(ステップS3)。次いで、その仮想断面内でのスプリングバック量を補償するよう仮金型形状を仮設定し(ステップS7)、その仮金型形状で3次元有限要素法による計算を行なって被成形材のプレス成形後のスプリングバック量を予測する(ステップS8)。
(もっと読む)
プレスブレーキの金型位置指示装置

【課題】 移動後の金型が別の金型と干渉する場合に、移動対象金型を自動的に干渉しない位置へ移動させることができて、干渉ミスを未然に防止でき、オペレータの操作の容易化が図れるプレスブレーキの金型位置指示装置を提供する。
【解決手段】 この金型位置指示装置10は、長手方向に複数に分割された金型2を用いて曲げ加工を行うプレスブレーキを対象機械とする。この金型位置指示装置10は、金型2の配置状態を表示装置16の画面17に図で表示する金型配置表示手段12と、画面17上に配置された金型2を指示入力に従って希望の位置に配置する金型図移動操作手段13とを備える。この構成において、指示入力により移動させた金型2の位置が、既に配置されている金型2と干渉するか否かを検出する金型干渉検出手段18を設ける。かつ、干渉する場合に、移動させる金型2の位置を干渉しない位置とする金型配置不備修正手段19を設ける。
(もっと読む)
金属容器のプレス成形方法とプレス成形装置
【課題】有底筒状の被加工材の開口周端縁に負角折曲部を形成するに際し、成形時に内外から負角折曲部を規制して高い精度で成形できるとともに、コスト、加工時間、設備費の低減を図り得るプレス成形方法とプレス成形装置を提供する。
【解決手段】有底筒状の被加工材8の開口周端縁8aに負角折曲部17を形成する金属容器のプレス成形方法であって、開口周端縁8aを周囲から規制し内方へ曲げ加工する外型5と、被加工材8内に挿入配置され開口周端縁8aを内方から規制する段部13を有する内型3とを備え、外型5と内型3の段部13とが協働して負角折曲部17を形成した後に、外型5と内型3の段部13は相対的に軸方向に移動して負角折曲部17外周に空隙18を形成し、その後、負角折曲部17が段部13を乗り越えて内型3と離反するようにする。
(もっと読む)
プレスブレーキの金型位置指示装置
【課題】 オペレータが他の工程を意識せずに、1回の移動操作で、必要な全ての金型位置の変更処理ないし新たな指示が行えるプレスブレーキの金型位置指示装置を提供する。【解決手段】 この金型位置指示装置10は、長手方向に複数に分割された金型2を用いて曲げ加工を行うプレスブレーキを対象機械とする。金型位置指示装置10は、金型2の配置状態を表示装置16の画面17に図で表示する金型配置表示手段12と、画面17上に配置された金型2を指示入力に従って希望の位置に配置する金型図移動操作手段13とを備える。この金型図移動操作手段13は、分割された一つの金型2を移動させる指示入力により、その一つの金型2と共に、一連の工程中のいずれかの工程で使用される金型2を全て一緒に移動させるものとする。 (もっと読む)
クリンパ
製品整形装置は複数の可動型(30)を含み、可動型(30)は型を移動させることにより寸法が変更されるチャンバーを形成するように配置される。各型は整形される製品と接触する接触面を有する。チャンバーは第1断面を有する第1部分と、第2断面を有する第2部分とを有する。いずれかの部分はテーパを含む。第1部分は第2部分と異なるように整形された断面を有する。第1部分は第2部分よりも大きい面積の断面を有する。第1部分の長手軸は第2部分の長手軸から偏倚されている。 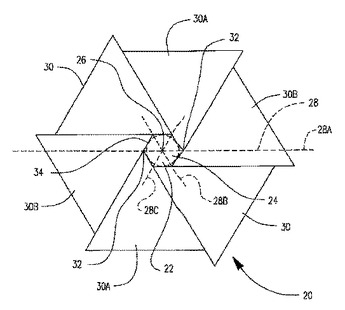 (もっと読む)
(もっと読む)
少なくとも2つの型部材を有する分割型
横断素子は無段変速機用のプッシュベルトの一部として設計され、ブランキング処理中基礎材料から打ち抜き処理される。型(70)はこのブランキング処理に使用するよう設計され、ブランキング処理中に横断素子を受ける役目をする受入領域(46)を有する。また、型(70)は受入領域(46)の範囲を定める3つの別々の型部材(71,72a,72b)を備えている。非分割の型の製造工程と比べると、型部材(71,72a,72b)を有する型(70)の製造工程は単純である。後者の場合、型部材(71,72a,72b)を適切な方法で相互に配置するだけで、比較的複雑な形の受入領域(46)が得られる為である。  (もっと読む)
(もっと読む)
中空ステアリングラックバーの成形装置
【課題】 ラック歯成形用型の耐久性を高めるとともに歯型に損傷を生じた場合もその歯型のみ交換することにより継続使用を可能とする。
【解決手段】 パイプ材1の所要長さ範囲の一側面を平坦状に加工してラック歯成形領域Aとし、このパイプ材1をチャック4a,4b内に納めて前記ラック歯成形領域Aにラック歯成形用型10を対向設置し、前記パイプ材にマンドレル6を圧入してパイプ材の前記ラック歯成形領域Aの肉を前記ラック歯成形用型内に圧入することによりラック歯2を形成する中空ステアリングラックバーの成形装置において、前記ラック歯成形用型10を、一端面に少なくとも1つの歯型12を有する多数の分割歯型片13で構成し、これら分割歯型片13を積層して前記チャック内に固定するようにしたことを特徴とする。
(もっと読む)
61 - 67 / 67
[ Back to top ]