
国際特許分類[B21D37/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | このサブクラスに包含される機械の部品としての工具 (784) | 種々の方法で組立て可能なダイスの構造 (67)
国際特許分類[B21D37/02]に分類される特許
41 - 50 / 67
内筒拡径装置
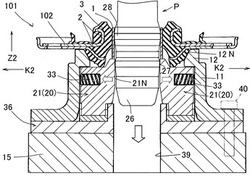
【課題】防振装置の内筒を安定支持できて内筒を所望の寸法に正確に拡径できる内筒拡径装置を提供する。
【解決手段】第1支持体10と環状のダイス20と第2支持体とを備え、ダイス20が複数の分割ダイス21に分割されて、複数の分割ダイス21が径方向に位置変更自在に第2支持体に支持され、内筒載置部に載置した内筒1に上方Z2側から挿入された拡径ポンチPが、内筒1を拡径しながら内筒1から突出するに伴って、複数の分割ダイス21の内周部21Nが拡径ポンチPに押圧され、複数の分割ダイス21が、内筒載置部に内筒1を載置させたまま第2ストローク端側に位置変更するよう構成されている。
(もっと読む)
長さが調節可能なパンチ及び/又は金型を具備する閉断面のクロスメンバーを製造するための装置と方法
本発明は、自動車の柔軟なアクスルの二つの縦方向アームを接続する閉断面のクロスメンバーを製造するための一装置に関する。本発明の装置は、パンチ(2)と協働してクロスメンバーの閉断面上に特定の長さの捻れエリア(L)を形成する少なくとも一つの金型(3)と、クロスメンバーを所定の位置に維持する手段とを具備している。本発明は、金型(3)及び/又はパンチ(2)の長さを調節することにより、捻れエリア(L)の長さを調節できることを特徴とする。  (もっと読む)
(もっと読む)
管材の成形装置

【課題】 1つの駆動源で複数の分割型を均等に型締めできる成形装置を提供する。
【解決手段】 管材に絞り加工とかしめ加工を行うには、先ず芯金30に管材を外挿する。このとき外金型1を構成する上下の分割型11,12は型開き状態にある。この状態から外金型1を構成する上方の分割型11を下動させる。すると、内金型2を構成する4つの分割型21,22,23,24は中心に向かって均等に移動し、4つの分割型の内側面に形成した成形面26,27にてエキゾーストパイプに絞り加工とかしめ加工を同時に施す。
(もっと読む)
成型用金型とその使用方法
【課題】成型用部材に十分な圧縮応力を与えることが可能で、硬質脆性材料を成形用部材に使用しても高い引張り応力がかからずに長寿命化が可能な金型とその使用方法を得ること。
【解決手段】成形用部材1の周囲を囲むように与圧部材2を嵌合し、その周囲を囲むようにコレットチャック3を嵌合し、さらにその周囲を囲むようにケーシング4を嵌合した成形用金型である。与圧部材2には外周スリット2aと内周スリット2bとを周方向に沿って交互に等間隔で設けた。コレットチャック3には、その上端部又は下端部に雄ねじ部3aを形成する共に、外周に雄ねじ部3a側に向けて縮径するテーパー面3bを形成した。ケーシング4には、その内周にテーパー面3bと面合するテーパー面4a形成した。ケーシング4の上方又は下方に配置されたナット6を雄ねじ部3aに締結することによりコレットチャック3を縮径させ、成形用部材1に圧縮応力を作用させる。
(もっと読む)
金型とその使用方法
【課題】成形用部材に高い引張り応力がかからない金型とその使用方法を得ること。
【解決手段】内部に成形キャビティを有する円柱状の成形用部材3を有し、その周囲を囲むように内周リングが嵌合され、さらにその周囲を囲むように外周リング1が嵌合された金型において、金型周辺の温度と金型を構成する内周リングや外周リング等の熱膨張係数の差を利用して成形用部材に、主に内周リングを与圧付与構造をした与圧付与構造部材2とし、生じる熱歪により生じる応力により、圧縮応力を付与した。与圧付与構造部材は、内周リングを周方向に対称的に複数に分割し、それぞれが互いに接触することなく配設されている構造を有する。
(もっと読む)
金型とその使用方法
【課題】成形用部材に高い引張り応力がかからない金型とその使用方法を提供する。
【解決手段】内部に成形キャビティを有する円柱状の成形用部材3を有し、その周囲を囲むように内周リングが嵌合され、さらにその周囲を囲むように外周リング1が嵌合された金型において、金型周辺の温度と金型を構成する内周リングや外周リング等の熱膨張係数の差を利用して成形用部材に、主に内周リングを与圧付与構造をした与圧付与構造部材2とし、生じる熱歪により生じる応力により、圧縮応力を付与した。与圧付与構造部材2は、内周リングの上面から下面へ垂直に達する内周、外周に垂直な切り込みが内周と外周との間では未到達でかつ内周と外周に直角に交互に等間隔に設けられている構造を有する。
(もっと読む)
角缶のネッキング方法およびその装置
【課題】 角缶であっても安定した形状にネッキングすることができる角缶のネッキング方法およびその装置を提供すること。
【解決手段】
角缶4の缶胴開口部のネッキング成形部4cを、中型11で支持するとともにネッキングダイ12で縮小成形するネッキング装置10で、ネッキング成形部4cの下部を拡縮可能な割り型の第2中型13で支持するようにする。
これにより、ネッキングダイ12に素缶4Aを沿わせることができ、平坦部4aも角部4bと同様に所望の形状にネッキングでき、形状も安定した成形ができるようにしている。
(もっと読む)
プレス成形方法及びその装置
【課題】円板状のワークを工程毎にプレス成形することにより、その底面内に環状凸部又は環状凹部を形成すると共に、前記底面から筒状の胴部を曲折させることに伴う、生産効率の悪さ、材料コストの上昇及び装置寿命の悪化が改善されたプレス成形装置を提供する。
【解決手段】本発明装置1は、円板状のワークwをプレス成形して、ワークwの外周部を曲折させて筒状の胴部41を形成すると共に、曲折しない底部43内に環状凸部44を形成する装置である。このため、装置1は、ワークwが載置されるリフトパンチ11と、リフトパンチ11に対向配置され当該リフトパンチ11と協動して当該ワークwの外周部を曲折させて筒状胴部41を形成する絞りダイ6と、リフトパンチ11の外側に隣接配置され曲折端41eとの当接により据え込みする押圧凸部15とを備える。
(もっと読む)
液圧成形用金型及び部分強化成形製品の製造方法
【課題】部分強化成形製品の外形形状において補強部とそれ以外の部分との間の径の差や、補強部材による外形形状の変化を低減することができるとともに、補強部材の厚み変更に柔軟に対応することの可能な、部分強化成形製品の製造方法及びこれに用いる金型について提案する。
【解決手段】成形品11と、該成形品11に部分的に設けられた補強部11bに固設された成形板材から成る補強部材12とで構成される、部分強化成形製品10を製造するにあたって、部分強化成形製品10の外形形状より補強部材12の全体形状を除いた形状の成形面23を有し、該成形面23のうち成形品11の補強部11bを成形する補強部成形面24aを、着脱可能な入子型24で形成した成形用金型20を用いて、金属素管30を液圧成形加工して、成形品11を成形した。
(もっと読む)
プレス順送金型装置による金属薄板の加工方法及びプレス順送金型装置
【課題】プレス順送金型装置による金属薄板の加工方法及びプレス順送金型装置において、金型の製作コストを抑えると共に金型の交換、運搬、在庫を容易にし、さらに、製品が完成する直前の成型品の歪修正を行って歪みの問題を改善する。
【解決手段】順送金型装置のプレス加工の抜き工程を行うダイ(入れ子)を含んだカセットブロック下金型と、曲げ工程を行うダイ(入れ子)を含んだカセットブロック下金型5Bとを備え、これらカセットブロックを下金型内に着脱可能に装着し、後者のカセットブロック下金型5Bに、曲げ工程の後であって金属薄板が成型品としてキャリヤから切り離される工程の前に、成形品の歪修正のための歪修正用下型G6(入れ子)を付加した。歪修正用下型G6は、高さ調節が可能なボルト42,43により構成される。
(もっと読む)
41 - 50 / 67
[ Back to top ]