
国際特許分類[B22C9/24]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 鋳造用鋳型造型 (3,533) | 鋳型または中子 (2,257) | 特殊形状体鋳物用鋳型 (382) | 中空物品用のもの (228)
国際特許分類[B22C9/24]の下位に属する分類
国際特許分類[B22C9/24]に分類される特許
41 - 50 / 227
内径形成部等を高精度に鋳造する鋳造装置及び方法
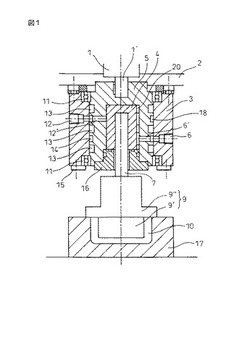
【課題】内径形成部等を高精度に鋳造する鋳造装置及び方法を提供するものである。
【解決手段】断面形状が円形である内周面又は外周面を備えた鋳造品を鋳造する鋳造装置であって、該鋳造装置が、内部にキャビティ(10)を備えた主金型(17)と、前記主金型(17)と組み合わされて前記内周面又は外周面を形成する入子金型(9)と、溶湯の凝固中に、前記入子金型(9)を偏心して回転させて、凝固しつつある溶湯と前記入子金型(9)の間にクリアランスを形成する偏心機構部とを具備する鋳造装置であることを特徴とする。
(もっと読む)
エンジン用シリンダの製造方法、エンジン用シリンダの金型、及びエンジン用シリンダ

【課題】掃気通路の形状の自由度を高めることができるエンジン用シリンダを提供すること。
【解決手段】本発明のエンジン用シリンダ1では、シリンダ本体6と掃気カセット10a,10bとを各々備えてこれらの間に掃気通路を形成するため、掃気通路を成型するための金型を用意しこれを引き抜き離型して掃気通路を成型するという必要がなく、従って、掃気カセット10a,10bにおいて、シリンダ本体6との間で掃気通路を形成する部分の形状の制約を少なくでき、掃気通路の形状の自由度を高めることができる。
(もっと読む)
シリンダブロック及びその製造方法及び金型及びエンジン
【課題】 シリンダブロックのウォータージャケットからシリンダヘッドに流出する冷却水を安定して流すことのできるシリンダブロック及びその製造方法及び金型及びエンジンを提供すること。
【解決手段】 シリンダブロック100のアッパーデッキ面102に,円筒凹面形状の非貫通孔,すなわち凹部である下穴形状部112を設ける。ウォータージャケット110の水穴パイプ111の端面111aが,下穴形状部112の内部で開口するように水穴パイプ111を配置する。その際に,水穴パイプ111の端面111aを,アッパーデッキ面102と下穴形状部112の底面112aとの間に位置するように配置する。
(もっと読む)
鋳造用金型装置
【課題】開始種を保持する精密鋳造用金型内で超合金を指向性凝固することにより単一鋳造結晶構造体を製造する方法を提供する。
【解決手段】溶融金属から鋳造品を製造する装置において、該装置の1つの形態は、鋳造用金型80内に溶融金属108を精密注入する装置を備えている。精密注入装置は、溶融金属の供給装置106と金型80との間の圧力差によって駆動される。
(もっと読む)
機械工作用工具及び機械工作方法
【課題】中空タービン部品などの中空金属製物品の鋳造に用いるためのセラミック・コアの製造に関し、より具体的には、セラミック・コアをつくるための機械工作用工具及び機械工作方法を提供する。
【解決手段】ガスタービン翼などの金属製エアホイルの鋳造に使用するセラミック・コアの機械工作工具として、コア形状の空洞Cの少なくとも一部を形成するように簡単な形状のバックアップあるいは支承体内に配置され、バックアップ体10a、10bとコア形状の空洞の少なくとも一部を形成するために前記バックアップ体内に配置される1つあるいは複数の易加工性機械工作用ライナー20で構成されるセラミック・コアをつくることを特徴とする。
(もっと読む)
鋳物表面への鋳型砂焼着きを防止した鋳造方法
【課題】砂焼着きのメカニズムを、ラボ実験や鋳造シミュレーションによる評価で定量的に解明し、焼着きの原因に従った適切な対策を実施することで、焼着きの発生を低減できる鋳物表面への鋳型砂焼着きを防止した鋳造方法を提供する。
【解決手段】鋳型砂11で筒状の鋳造品12を鋳造するに際して、鋳造品の内周側の熱のこもる面12iに位置した鋳型砂内に冷却部材15を設置し、鋳造品の内周側の熱のこもる面の温度がファイヤライト(Fayalite)の融点以下になるように鋳造するものである。
(もっと読む)
ボアを含む金属製インゴットを製造する方法並びに関連のインゴット及び成形装置
本方法において、インゴット型2と、コア4と、底部27とによって画定された成形キャビティ3Aを含む型1が、溶融金属をその上部にて導入する手段9を含む真空鋳造エンクロージャー5の内側に配置されている。真空鋳造エンクロージャー5の中に導入された溶融鋼を受け入れるのに適しているとともに、成形キャビティ3A内に溶融金属を再分配するのに適している、溶融金属を受け入れて分配する手段11A、11’が、成形キャビティ3Aの上部に配置されている。溶融金属は、受け入れて分配する手段11A、11’の上に溶融金属を注ぐために真空下で溶融鋼の第1の噴流50を形成するように、かつ、真空下で溶融鋼の少なくとも1つの第2の噴流52を形成するようにエンクロージャー5の中に導入され、第2の噴流52は、成形キャビティ3Aに溶融金属を満たすように、受け入れて分配する手段11A、11’で始まるとともに成形キャビティ3Aで終わる。  (もっと読む)
(もっと読む)
中子を使用した鋳造方法
【課題】内燃機関におけるシリンダブロック1のような中空状の鋳造物を,中子7を使用して鋳造する場合に,前記中子における鋳造後の型崩れの崩壊を容易にする。
【解決手段】前記中子7の内部に,空気通路10を形成し,前記外鋳型5,6に金属溶湯を注入したあとで,前記空気通路10の内部に,圧縮空気を,当該空気通路の大気への連通を遮断する状態にして供給する。
(もっと読む)
中子を使用した鋳造方法
【課題】内燃機関におけるシリンダブロック等のような中空の鋳造物を,中子を使用して鋳造する場合に,中子の内部に形成した流体通路のために中子強度が低下することがなく、前記中子の冷却を,当該中子における型崩れを防止した状態のもとで,促進する鋳造方法の提供。
【解決手段】中子7の内部に,耐熱性材料にて構成したパイプ体10,11を当該パイプ体のうち少なくとも一部が前記外鋳型及び前記中子を貫通して大気に連通するように埋設し,金属溶湯を注入したのち,前記パイプ体内に冷却用流体を供給する。
(もっと読む)
タービン翼用鋳型およびタービン翼の製造方法
【課題】熱応力による変形が生じうる精密鋳造品における変形を抑制することができるタービン翼用鋳型およびタービン翼の製造方法を提供する。
【解決手段】前縁、後縁、凹状に湾曲した正圧面および凸状に湾曲した負圧面を有するタービン翼を鋳造するタービン翼用鋳型であって、タービン翼の形状を有する翼形空間2と、翼形空間2の断面視において、翼形空間2と所定間隔をあけて配置され、翼形空間2の正圧面に相当する領域23から後縁に相当する部分22を介して負圧面に相当する領域24まで延びるとともに、タービン翼のスパン方向に延びる断熱空間3と、を内部に有する鋳型本体8が設けられていることを特徴とする。
(もっと読む)
41 - 50 / 227
[ Back to top ]