
国際特許分類[B22C9/24]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 鋳造用鋳型造型 (3,533) | 鋳型または中子 (2,257) | 特殊形状体鋳物用鋳型 (382) | 中空物品用のもの (228)
国際特許分類[B22C9/24]の下位に属する分類
国際特許分類[B22C9/24]に分類される特許
21 - 30 / 227
金型装置及びシリンダブロックの鋳造方法
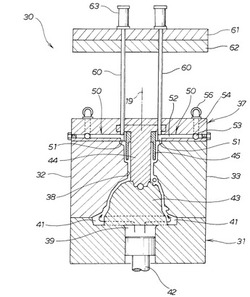
【課題】ジャケット外方壁部を薄肉に形成できるシリンダブロックの鋳造技術を提供することを課題とする。
【解決手段】シリンダブロックを鋳造する金型装置30であって、キャビティ38から空気を排出する排気通路50がシリンダブロックの縁とウォータジャケットとの間の位置に開口し、バルブピン60を弁閉位置へ移動することで排気が不能となり、バルブピン60を弁開位置へ移動することで排気が可能であり、バルブピン60は鋳造後にキャビティ38へ突出させることによりシリンダブロックを押出す。
【効果】ジャケット外方壁部での湯廻りを良くしてジャケット外方壁部の薄肉化を実現すると共に、注湯時の排気機能及び離型時の押出し機能を得ることができる。
(もっと読む)
鋳造装置、金型構造体及び鋳造方法

【課題】 低圧鋳造を行う場合でも押し湯を支障なく適用できる鋳造装置、金型構造体及び鋳造方法を提供する。
【解決手段】 鋳造装置は、溶湯を補給する押し湯が供給される押し湯部22が設けられた上型20と湯口11が設けられた下型10とを有する金型と、押し湯を冷却する冷却手段23、51、52と、押し湯の凝固が完了する時点が湯口における溶湯の凝固が完了する時点に近づくように、下型の温度に応じて冷却手段により押し湯の温度を制御する温度制御手段14、24、53とを備える。
(もっと読む)
軽合金高圧鋳造の中子の製造方法及びその中子を用いた軽合金高圧鋳造方法
【課題】耐圧強度と崩壊性を両立した中子、高圧鋳造で中空を有する鋳造品を造る中子の製造方法及びその中子を用いた軽合金高圧鋳造方法を提供する。
【解決手段】軽合金高圧鋳造の中子の製造方法では、鋳造品に中空部を形成するために鋳型31に用いる粘結砂充填中子33を造る。まず管形成工程は中空部に対応する形状に金属管24を塑性加工する。そして粘結剤入り砂形成工程は金属管に入れる砂と所望の温度で粘結剤入り砂42の塊を崩壊する粘結剤を攪拌することによって粘結剤入り砂を得る。充填中子形成工程は粘結剤入り砂を金属管に充填して硬化させた後、第1・第2キャップ44、45で封じることで粘結砂充填中子を得る。
軽合金高圧鋳造方法では、中子セット射出工程は粘結砂充填中子を配置した鋳型に溶融金属36を射出する。砂除去工程は金属管から砂を取り除く。
(もっと読む)
金型装置及び鋳造方法
【課題】L字型構造物を鋳造することができる鋳造技術を提供することを課題とする。
【解決手段】金型装置110は、固定型111と可動型112とからなり、固定型111でモータ取付け側面72を形成し、可動型112で減速機取付け面73及び突出部42を形成し、第2の入れ子型116で突出部42の下半部を形成し、第3の入れ子型117で突出部42の上半部を形成する。
【効果】直線状の本体部は、固定型、可動型本体、第2の入れ子型及び第3の入れ子型により形成される。本体部の一端から直角に突出する突出部は、第2の入れ子型及び第3の入れ子型で形成される。すなわち、固定型、可動型本体、第2の入れ子型及び第3の入れ子型によってL字型構造物を容易に鋳造することができる。
(もっと読む)
シリンダヘッドの製造方法
【課題】排気ポートに鋳込む断熱部材とシリンダヘッドとの間に簡単に空間が形成され得るシリンダヘッドの製造方法を提供する。
【解決手段】シリンダヘッド10の排気ポート11を形成するための中子として、膨張可能な中空部材を、中空部材の両端部を排気ポートの2つの開口予定部11a,11bに位置決めして、シリンダヘッド10の型に設置する工程と、型内に溶湯を注湯し、中空部材を膨張させる工程と、溶湯を冷却して、中空部材を収縮させ、中空部材の外部とシリンダヘッド10との間に空間15を形成する冷却工程と、を有する。
(もっと読む)
過給機用のコンプレッサハウジング及びその製造方法
【課題】生産性に優れ、性能向上を図ることができる過給機用のコンプレッサハウジング及びその製造方法を提供すること。
【解決手段】コンプレッサハウジング1は、吸気口11を形成する筒状の吸気口形成部21と、吐出スクロール室12における吸気側の壁面を形成するスクロール壁面形成部22と、吐出スクロール室12の外周側を覆うスクロール外周部23とを有するスクロールピース2と、吸気口形成部21内に圧入される筒状のシュラウド圧入部31と、吐出スクロール室12における内周側の壁面を形成すると共に、インペラ5に対向するシュラウド面321及びディフューザ面322を形成するシュラウド壁面形成部32とを有するシュラウドピース3と、スクロール外周部23内に圧入される外周環状圧入部41と、吐出スクロール室12における外周側の壁面を形成する外周環状壁面形成部42とを有する外周環状ピース4とを備えている。
(もっと読む)
シリンダライナ及びその製造方法
【課題】シリンダブロックとの接合強度が高いシリンダライナ及びその製造方法を提供する。
【解決手段】シリコンアルミニウム合金を材料とし、外側面に複数の複数の凸部が形成されており、凸部は、外側面から延びる柱部と、柱部の先端に形成された頭部と、を含む、シリンダライナ。
(もっと読む)
シリンダヘッドの製造方法、製造装置、及び、シリンダヘッド
【課題】2系統のウォータージャケットを備えたシリンダヘッドの製造過程において、簡易な構成で、中子を精度良く位置決めするとともに、中子のたわみや割れを防止し、製造後のウォータージャケットからのエア抜け性とを確保することができる、シリンダヘッドの製造方法、製造装置、及び、シリンダヘッドを提案する。
【解決手段】第一ウォータージャケット12を形成するための第一中子21を、金型におけるキャビティCの内部に配置し、かつ、第二ウォータージャケット13を形成するための第二中子31を、第一中子21と離間した状態で、3個の連結部材である連結ピン61を介して第一中子21と連結し、キャビティCの内部に配置した状態で、キャビティCの内部に溶湯Mを供給することにより、シリンダヘッド11を鋳造する。
(もっと読む)
シリンダヘッドの鋳造方法
【課題】鋳造時、ウォータージャケット中子から発生するガスの排出効率を高めつつ、鋳型に設けたガス排出用の孔に溶湯が侵入する事態を防止することができ、かつ量産性に優れたシリンダヘッドの鋳造方法を提供する。
【解決手段】上型1と下型とを有する鋳型の内部にオイルジャケット中子5とウォータージャケット中子7を積層配置した状態で低圧鋳造を行うに際し、オイルジャケット中子5の、ウォータージャケット中子7と最も近接する部分に、上下何れか一方に向けて開口する凹部11を設ける。そして、上型1と下型の何れか一方には、一端が凹部11の形成部分に向けて開口し、他端が鋳型の外部と連通する連通孔12を設ける。この場合、凹部11の底部5cを、鋳造時にウォータージャケット中子7に発生するガスを上型1に向けて通過させ得る程度の厚みに設定した。
(もっと読む)
鋳造金型入子の均等冷却構造および均等冷却方法
【課題】シリンダブロックを鋳造するためのウォータージャケット入子のような薄板部を有する鋳造金型入子において、簡単な構成で均等な冷却を行なうことのできる鋳造金型入子の均等冷却構造を提供する。
【解決手段】ウォータージャケット入子の均等冷却構造であって、可動型と、型締め時に可動型と係合する固定型と、可動型に取り付け可能な基端部及び該基端部から可動型の固定型に向かう可動方向に突出した薄板部であって、製造しようとするシリンダブロックの複数のシリンダボアを近接して取り囲む形状の薄板部を有するウォータージャケット入子と、薄板部に埋設された複数のヒートパイプと、を備え、基端部及び可動型は、ウォータージャケット入子が可動型に取り付けられたとき基端部及び可動型が係合して薄板部に沿った冷媒通路を形成する形状であり、複数のヒートパイプは、その一端が冷媒通路内に突出し冷媒通路を流れる冷媒によって冷却される。
(もっと読む)
21 - 30 / 227
[ Back to top ]