
国際特許分類[B22D13/10]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 遠心鋳造;遠心力の利用による鋳造 (219) | 遠心鋳造装置の補助具,例.鋳型,そのためのライニング,溶融金属供給手段,鋳型清浄,鋳物の取出し (67)
国際特許分類[B22D13/10]に分類される特許
1 - 10 / 67
遠心力鋳造用モールド
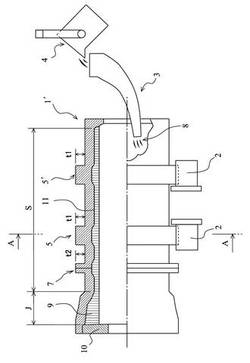
【課題】鋳造した管の直部の外径寸法を一定にするモールドを提供すること。
【解決手段】円筒形金型の外面に一周するタイヤ部5や接合部7を突出部として備えた遠心力鋳造用モールド1’であって、このモールドで鋳造する管9の直部を形成するための鋳型となる直部形成部分Sの外面に前記突出部を設け、突出部以外の直部形成部分Sの内径寸法Dtが一定であり、その内径寸法よりも突出部の内径寸法Dsが大きい遠心力鋳造用モールドとした。
これにより、突出部が肉厚で熱膨張量や溶鉄の冷却速度が異なっても、鋳造した管の直部の外径寸法のうち、突出部に対応する部分の外径寸法が小さくならず、他の直部の外径寸法と均一になる。
(もっと読む)
管鋳造設備及び管鋳造方法

【課題】個別の鋳出しマークを有する管を遠心鋳造する設備において、使用する中子の個別管理を不要とすること。
【解決手段】筒状の金型をその軸心周りに高速で回転させる鋳造機1と、金型内に溶鉄を流し込む注湯機と、溶鉄が凝固してできた管を把持して金型から引き抜く引き抜き機と、管に凸の鋳出しマークを付けるための凹の鏡像マークを付けた中子5を、金型の端部に同心で嵌めて金型と一体で回転するように保持する中子保持機6とを備えた管鋳造設備において、中子保持機6に取り付ける造型後の中子に凹の鏡像マークを付加するマーキング装置7を設けた。
これにより、鋳造直前の中子に鏡像マークを付加できるので、中子自体の個別管理をしなくて済む。
(もっと読む)
管鋳造用中子
【課題】個別の鏡像マークを付けた管鋳造用中子を提供すること。
【解決手段】鋳物砂を粘結材で固めて、外向きフランジ状の鍔部50を有する環体として造型された管鋳造用中子において、鋳造した管の端部に凸の鋳出しマークを複数付けるために、前記鍔部50に凹の鏡像マークを複数設け、その鏡像マークのマーク群を、中子の造型時に付けた鏡像マーク(m)からなる主要部Pと、造型後の中子の一部を崩して形成した鏡像マーク(m’)からなる追加部P’で構成した。
これにより、煩雑な造型用金型の入れ替え等が少なく、また、造型後の中子に彫り込む鏡像マークの数を絞ることができるので重切削が不要となり、強度を損なうことなく、一個毎に異なる鏡像マークの付いた中子を作製することができる。
(もっと読む)
金属の成形方法および成形用金型
【課題】金属の成形方法および成形用金型において、20K以上のガラス遷移領域を有するZr基合金の非晶質合金を成形する場合に成形用金型の劣化を抑制し成形用金型の耐久性を向上することができるようにする。
【解決手段】溶湯と触れる表面の少なくとも一部にTi単体、Ti化合物、またはTi単体とTi化合物との混合体からなる薄膜6を有する金型3を用いて、20K以上のガラス遷移領域を有する非晶質合金となるZr基合金の金属材料の溶湯を、金型3内に充填することにより金属材料の臨界冷却速度以上の冷却速度で冷却して固化させ非晶質合金の成形品を形成することを特徴とする金属の成形方法を用いる。
(もっと読む)
クランク軸支持構造
【課題】クランクケース20にクランク軸28を回転自在に支持する軸受部材35を、クランクケース20に強固に保持するためのブッシュ53を備えたクランク軸支持構造において、クランクケース20によるブッシュ53の保持強度を高めて、クランクケース20を軽量化すると共に、クランクケース20の熱膨張の影響が軸受ベアリング35に及ばないようにする。
【解決手段】クランクケース20に鋳込まれるブッシュ53の外周面53aを円筒形状とし、括れ部55を備えた多数の微小な突起54を形成し、クランクケース20によるブッシュ53の保持強度を高めて、クランクケース20側のブッシュ抱き部62の厚さを小さくした。
(もっと読む)
金型の冷却方法および金型の冷却装置
【課題】遠心力鋳造装置において、金型の表面温度が均一となるように金型の冷却を行い、鋳鉄管の品質を向上できる金型の冷却方法と金型の冷却装置を提供する。
【解決手段】金型11の受け口付近に重点的に冷却水22を散布する第1の給水管19と、金型11の全長にわたって冷却水26を散布する第2の給水管23と、金型11の挿し口付近に重点的に冷却水30を散布する第3の給水管27から構成される冷却装置を設け、鋳造後の鋳鉄管を引き抜いた後の金型11の表面温度の測定結果に基づき、各給水管19,23,27から金型11に散布される冷却水22,26,30の散布量をそれぞれ調節することにより、金型11の表面温度が均一となるように金型の冷却を行うことができ、鋳鉄管の品質を向上できる。
(もっと読む)
鋳鉄管の製造履歴および出荷先の管理方法
【課題】鋳鉄管1本毎にその製造履歴および出荷先の管理を確実に把握することによって、トラブルが発生した場合であっても鋳鉄管の出荷先を即座に特定することができるので、リスクを最小限に抑えることができる。しかも、鋳鉄管1本毎の一元管理が行えることから、鋳鉄管のさらなる信頼性および安全性の確保を図ることができる。
【解決手段】鋳造する鋳鉄管の受け口に形成されたフランジの外側端面に対応する受け口鋳造用中子の面に、凹凸文字により形成される管理番号を形成する凹部を中子毎に予め刻印し、前記凹部が刻印された中子を使用して、1本毎に前記管理番号が形成された鋳鉄管を製造し、前記管理番号毎に鋳鉄管の製造履歴データと出荷先データとを保存し、かくして、前記管理番号により鋳鉄管1本毎の製造履歴および出荷先の管理を行う。
(もっと読む)
遠心鋳造方法
【課題】シリンダライナ等の中空鋳造品を製造する遠心鋳造方法に関し、特に径の小さな鋳造品でも良好に遠心鋳造できる遠心鋳造方法を提供する。
【解決手段】鋳型1の内部に溶湯21を供給して鋳型1の回転時の遠心力により鋳造品を鋳造する遠心鋳造方法において、鋳型1の軸心を垂直にした状態で鋳型1の内部に溶湯21を注湯する工程と、前記工程後、鋳型1を90度傾動させ、鋳型1の軸心を水平にした状態で遠心鋳造する工程とを有する。
(もっと読む)
医療用刃物の成形方法
【課題】刃先部に研削加工や研磨加工などの2次加工を施すことなく切刃を形成することができるようにする。
【解決手段】刃先部を有する医療用刃物を成形するための成形空間S1を有する金型2を用いた医療用刃物の成形方法であって、金型部材2Aに、金属箔3A等を積層させた金属箔積層体3を配置して、刃先部の形状を成形する先端刃先部成形面4a等を形成し、金型2の部分組立体を組み立てる第1の金型組立工程と、第1の金型組立工程で組み立てられた部分組立体に対して、金属箔積層体3を間に挟んで金属箔積層体3を押圧するように金型部材2Bを取り付けて、成形空間S1を有する金型2を組み立てる第2の金型組立工程と、第2の金型組立工程で組み立てられた金型2の成形空間S1内に溶融された金属材料を注入して成形を行う成形工程と、を備える。
(もっと読む)
遠心鋳造装置
【課題】遠心鋳造装置において、金型の上方で誘導加熱を行って金属溶湯を形成する場合でも金型の加熱を抑制することができ、冷却速度の低下を低減することができるようにする。
【解決手段】遠心鋳造装置1は、金属材料を電磁誘導加熱して溶湯10を得るための誘導加熱コイル7と、溶湯10を注入して鋳造成形を行うキャビティ4cとキャビティ4cに溶湯10を注入するための溶湯注入口4aとを有し、溶湯注入口4aが誘導加熱コイル7下方に配置された金型4と、誘導加熱コイル7と金型4との間に設けられた電磁シールド5とを備え、電磁シールド5は、誘導加熱コイル7の中心軸O1に沿う方向から見て、少なくとも誘導加熱コイル7の金型4側の最小のコイル内周よりも径方向外側の領域に設けられた構成とする。
(もっと読む)
1 - 10 / 67
[ Back to top ]