
国際特許分類[B22D47/00]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 鋳造プラント (46)
国際特許分類[B22D47/00]の下位に属する分類
造型と鋳造の両方のためのもの (13)
国際特許分類[B22D47/00]に分類される特許
21 - 30 / 33
モールド台車の移送方法およびその設備
【課題】安価な空圧シリンダとオイルクッション付き空圧シリンダとを用いて、1個ずつ搬入されて直列状に配置された複数のモールド台車を、1個のモールド台車のピッチで間歇的に移動させたのち1個ずつ搬出させることができる方法を提供する。
【解決手段】搬入手段上の1個のモールド台車および移送手段上のモールド台車群を、速度制御された空圧シリンダの伸長作動により押動するとともにオイルクッション付き空圧シリンダによって受けて、1個のモールド台車の長さより若干長い距離移動させるとともにモールド台車群の先端のモールド台車を搬出手段上に移送したのち、搬出手段上に移送されたモールド台車を搬出手段上の所定位置までさらに移動させることを特徴とする。
(もっと読む)
ダクト組立体および該ダクト組立体を用いる鋳造システム
【課題】軌道条件にかかわらず吸引に必要な断面積を確保することができ、かつダクトの寿命を向上させることができるとともに、高温ガスに耐え得ることができるダクト組立体を提供する。
【解決手段】粉塵混入ガスを含む煙を発生する相手装置と該相手装置に追随して移動する集塵機とを接続するダクト組立体。前記相手装置のフードの端部と集塵機のガス入口とにそれぞれ設けられ、上方に開口部を有する固定ダクトと、該固定ダクトの底部から開口部の上方に向けて立設される支柱と、前記固定ダクトの開口部に遊嵌されるとともに、該支柱の先端部に旋回自由に戴置される有底形状の旋回ダクトおよびそれぞれの旋回ダクトに連結される接続ダクトからなる旋回接続ダクトとを備えている。
(もっと読む)
鋳造方法及び鋳造装置

【課題】金型鋳造は勿論のこと、砂型鋳造でも凝固収縮時に空隙欠陥(引巣)が鋳物内部に発生することはなく、歩留まりの高い鋳造方法を提供することにある。
【解決手段】鋳型6のキャビティー10に溶融金属からなる溶湯を注湯し、前記キャビティー10内で前記溶湯を凝固させる鋳造方法において、前記注湯開始から少なくとも押湯・凝固完了までの間、前記鋳型6を介してキャビティー10内の溶湯に、30〜1000Hzの振動を付与することを特徴とする。
(もっと読む)
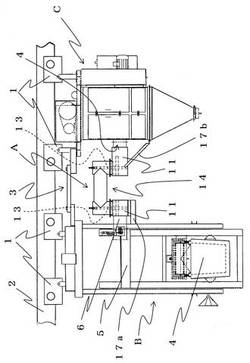
鋳造設備における金型鋳造装置
【課題】水平面内で回転可能に設けられたターンテーブル1の上面に、金型2を開閉する金型開閉機構3を備えた多数の金型鋳造装置4・4を、ターンテーブル1の周縁に沿うようにして設置した鋳造設備における金型鋳造装置において、作業者による中子セット、金型清掃、製品取出しなどの作業性が容易になるようにする。
【解決手段】
金型2に注湯するラドル9を、ターンテーブル1の外側位置とターンテーブル1の回転中心側位置との間を金型開閉機構4の上方位置で縦断して移動可能に配設し、ラドル9は、金型2に注湯する時にはターンテーブル1の外側位置に、また金型1から鋳造品を取り出すなどの作業を行う時にはターンテーブル1の回転中心側位置にそれぞれ移動させるようにしたことを特徴とする。
(もっと読む)
スラブ設計方法
【課題】スラブ内の余剰部を低減し,スラブ単重を大きくするスラブ設計を可能とし,生産性向上による製造コストの低減を実現する。
【解決手段】複数の条件項目からなる製造仕様が各注文に任意に設定された,複数の鉄鋼製品の注文に対応したスラブを設計する方法であって,(1)所定の期間の注文に対して,製造仕様の適合する基準スラブを順次割り当てるとともに,基準スラブでは余剰部が生じる注文の集合を作成するステップと,(2)余剰部が生じる注文の集合において,所定の条件項目を緩和した製造仕様で,製造仕様が共通する複数の注文を1つのスラブに詰め込んだ組合せを作成するステップと,(3)作成された組合せのそれぞれにおいて,各注文に製造仕様の緩和可否を判定し,前記判定により,製造仕様の緩和不可と判定された注文があった場合に,当該組合せの注文について,再び(2)のステップによる別の組合せの作成を行わせるステップと,を有する。
(もっと読む)
アノード鋳造方法及びアノード鋳造装置
【課題】 アノードの鋳造効率をアップしても適正なアノードを製造することができると共に、モールドの寿命を短くすることなく操業を行うことが可能なアノード鋳造方法及びアノード鋳造装置を提供する。
【解決手段】 モールド3が円周方向に沿って複数配置された回転可能な回転テーブル1と、一次冷却する第一の冷却手段5と、アノードを剥ぎ取ったあとのモールド3の温度を測定する温度測定手段20aと、二次冷却する第二の冷却手段21と、そして、測定したモールドの温度に基づいてモールドの温度を所定温度まで冷却するために必要な冷却条件を特定し、その条件に従って第二の冷却手段を制御する温度管理手段20とを備えて構成される。
(もっと読む)
金属鋳造システム
【課題】金属の溶解や溶湯の保温に必要な熱エネルギーを確保するとともに、燃料から取り出せるエネルギーの利用態様を拡大し、エネルギーの利用効率を向上させる。
【解決手段】鋳造用金属を所定の形に成形する成形手段24を備える金属鋳造システム1Aであって、鋳造用金属を溶かす溶解炉14と、溶解炉によって溶かされた金属の溶湯状態を保持する溶湯保持炉20と、高温燃料電池10と、溶解炉14と溶湯保持炉20の少なくとも一方に高温燃料電池10の1次排熱を供給する排熱供給手段とを備える。
(もっと読む)
鋳造物のための熱処理および砂除去のための方法および装置
鋳造物を熱処理し、そしてこの鋳造物から砂中子を除去するための、システムおよび方法。これらの鋳造物は、最初、それらのx座標、y座標およびz座標が既知の割りあてられた位置に位置する。これらの鋳造物は、熱処理ステーションを通され、このステーションは、代表的に、予め設定された位置に設置された一連のノズルを有し、この位置は、この熱処理ステーションを通過する鋳造物の既知の割りあてられた位置に対応する。これらのノズルは、鋳造物を熱処理し、そして鋳造物からの除去のために砂中子を分解するために、鋳造物に流体を付与する。  (もっと読む)
(もっと読む)
鋳造品製造装置、及び鋳造品製造方法
【課題】機械的性質に優れた鋳造品を製造することが可能な鋳造品製造装置を提供する。
【解決手段】本発明の鋳造品製造装置1は、アルミニウムを含む合金を溶融して溶湯を得、得られた溶湯を鋳造して鋳造品を製造する鋳造品製造装置1であって、アルミニウムを含む合金を溶融するための溶融手段7と、得られた溶湯を鋳造して鋳造品16を得るための鋳造手段20と、得られた鋳造品16を熱処理するための熱処理手段21とを備えたものであり、溶融手段7は、それぞれ所定の温度に貯留した二つの一次溶湯11,12を混合して、鋳造に適した二次溶湯13を得ることができる。また、熱処理手段21は、炉体23と、流動層22と、加熱部24とを有し、鋳造手段20によって得られた鋳造品16を、熱処理手段21の流動層22の中で熱処理することができる。
(もっと読む)
成形品を鋳造する方法
【課題】鋳造用に使用されるエネルギーが最適に利用されるように成形品の鋳造方法を設計し改良すること。
【解決手段】本発明は、成形品を鋳造する方法に関し、前記方法が以下の工程を有する。すなわち、金型が、鋳物砂から作られた中子から得られた中子パケットから形成されることで準備され、金属溶融物が前記金型に注入され、該金型が、鋳込み前及び/又は鋳込み後に断熱され、プロセス熱が、鋳込み成形品及び/又は前記中子パケットを形成する成形材料の制御処理のための金型及び/又は断熱材内で既知の方法で利用される。
(もっと読む)
21 - 30 / 33
[ Back to top ]