
国際特許分類[B23B47/18]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 中ぐり盤またはボール盤のために特に設計された,構造に特徴がある構成部分;そのための付属装置 (306) | 伝動装置;歯車装置 (93) | 工具または工作物を送りまたは引戻すためのもの (72)
国際特許分類[B23B47/18]の下位に属する分類
国際特許分類[B23B47/18]に分類される特許
1 - 10 / 57
深穴加工方法
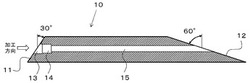
【課題】ワークの外部および内部における貫通穴に発生するバリの除去工程が不要となるドリルを用いた深穴加工方法を提供する。
【解決手段】加工開始面11および加工完了面12が傾斜面または曲面である被加工部材10に対して、先端角が180°である第1のドリルを用いて加工開始面11を加工する第1の工程と、第1の工程後に第1のドリルの全長よりも長く、かつ先端角が180°である第2のドリルを用いて第1の送り速度で深穴加工する第2の工程とを含む深穴加工方法とする。また、第2の工程後に第1の送り速度よりも遅い第2の送り速度にて加工穴を加工完了面12まで貫通させる第3の工程を追加することもできる。さらに、第3の工程における第2の送り速度を第2のドリルの径で除した値が、0.005〜0.06の範囲とすることもできる。
(もっと読む)
加工検出装置

【課題】被加工物に確実に加工を行うことができ、加工のサイクルタイムを短縮することができる加工検出装置を提供すること。
【解決手段】制御装置は、前進動作として、回転主軸を回転させながら、送り機構によって回転主軸を前進させる(S5)。次いで、制御装置は、初期検出動作として、測定器によって測定する負荷電圧Vの値が、所定の加工初期時間t1の間、所定の加工初期電圧値V1よりも継続して高くなったときに(S6,S7)、加工開始P1を検出する(S8)。次いで、制御装置は、終期検出動作として、加工開始P1を検出した後、測定器によって測定する負荷電圧Vの値が、所定の加工終期時間t2の間、所定の加工終期電圧値V2よりも継続して低くなったときに(S9,S10)、加工完了P2を検出する(S11)。その後、制御装置は、後退動作として、加工完了P2を検出したとき、送り機構によって回転主軸を後退させる(S13)。
(もっと読む)
管材開削用治具
【課題】主に、開削工具がケーブル類を傷付けるのを防止し得るようにする。
【解決手段】ケーブル保護管22などの管材に対し、開削工具24を取付けた電動工具25を用いて穴23を開削する際に用いられる管材開削用治具31である。電動工具25に対して装着可能な工具装着部32と、工具装着部32に取付けられて開削進行方向33へ延びる支持脚部34と、支持脚部34の先端部分に設けられた開削深度規制部35とを有するようにしている。
(もっと読む)
ワークの加工方法
【課題】厚さにバラツキのある基板を加工する場合でも貫通穴が確実に加工できるようにする。
【解決手段】前記ドリルの刃長をH4、ワーク1スタックの厚さをt1、導電板の厚さをt2、調整値をαとしたときに「H4>t1+t2+α」の関係が成り立つことを確認する第1の工程と、テーブル上に下板を、下板上に導電板を、導電坂上にワークを、順に重ねる第2の工程(S1)と、第2の工程で重ねられたワークの加工位置の上方にドリルを移動させた後、下板の表面までの切り込み量として予め設定された切り込み量で下降させる第3の工程(S2)と、第3の工程で下降している過程でロータシャフトに誘起される電圧が導電板に印加されるか否かを検出した後、前記ドリルの先端長である追加切込み量だけ前記ドリルを下降させる第4の工程(S3)と、を備えた。
(もっと読む)
ストッパ、および作業工具
【課題】穴あけ作業を行う作業工具に取り付けられる工具ビットの長さ種類に対応するストッパを提供する。
【解決手段】複数種類の長さのドリルビットが選択的に取り付けられて穴あけ作業を行うハンマドリルに取り付けられ、ドリルビットが所定の穴あけ深さ以上に被加工材へ侵入することを規制するストッパポール1は、ドリルビットの長軸方向に延出するようにハンマドリルに取り付けられ、ドリルビットの長さ種類に応じて、複数の長さに設定可能とされている。
(もっと読む)
電動工具
【課題】 深さ制御機能を備えた電動工具を提供する。
【解決手段】 電動工具1は、交流電力が供給される整流回路10と、被穿孔材Wを穿孔するために、穿孔方向に延びる穿孔ビット15を駆動するモータ5と、被穿孔材Wまでの距離を測定するために、穿孔方向に超音波を送信し、被穿孔材Wで反射された反射波を受信する超音波センサ13と、超音波センサが交流電力のピークを中心とした第1の所定時間からずれたタイミングで反射波を受信することができるように、超音波センサ13が超音波を送信するタイミングを制御する制御回路7と、を備えている。
(もっと読む)
切削加工装置,振動条件提示装置及びその方法
【課題】アクチュエータによる振動条件を簡便に提示して、微細深穴などの加工を良好に行う。
【解決手段】ドリルを振動させるにあたって、切削時間比率Rc及び正速度時間比率Rvを定義する。これら切削時間比率Rc及び正速度時間比率Rvは、振動周波数Fvとドリル回転周波数Fdとの周波数比Fv/Fdと、軸方向の振動振幅Aと1刃当たりの送りfzとの振幅比A/fzで無次元化され、前記切削時間比率Rc及び正速度時間比率Rvの各値は、周波数比Fv/Fdと振幅比A/fzとでマッピングされる。これを利用すると、振動波形,工具回転数,工具送り速度などの入力値から加工状態を評価する指標を得ることができ、該指標から切りくずの分断及び刃先の冷却が期待できる振動条件や、切削抵抗の低減が期待できる振動条件を簡単に得ることができる。
(もっと読む)
穿孔工具
【課題】ゲージを備えていない構成で所望の深さまで穿孔したことをユーザが認識することができる穿孔工具の提供。
【解決手段】軸流ファン22Aの下方にはエア流路20aが形成されている。エア流路20aは、その一端20bがファン室に開口し、他端20cはハンドル部10の前部10Bにおいて先端側へ向けてハンドル部10外方へ開口している。エア流路20aは、エア流路20a内においてエアが流れる方向に直交する断面で切ったエア流路20aの断面積は168mm2であり、その一端20bから他端20cに至るまで一定である。エア流路20aは、その一端20bから下方へ延出する下方延出部20dと、当該下方延出部20dから先端側へ緩やかに曲がる屈曲部20eと、屈曲部20eから先端側の方向へ延出し他端20cに至る先端方向延出部20fとを有している。
(もっと読む)
円柱状ブロックのくり抜き方法及び装置
【課題】サファイア単結晶インゴットからコアドリルを用いて結晶方向と所望の角度をなす結晶方位の円柱状ブロックを採取する方法において、コアビットの刃先部がインゴットから逃げたり、ブレることなくスムースに切り込み始め、くり抜き終了近くでインゴットに欠けやひび割れ等を生ずることがないようにする。
【解決手段】インゴット27までの距離を計測し、最短距離と最長距離の間を三区分する。コアビット13の送り量は送りモータ16のエンコーダ17から回転数を読取ることにより求める。制御装置29は送りモータ16を制御し、刃先部12の送り量が前記最短距離に達して切り込みを行う区分まではコアビット13の送りを低速に、次の区分においては低速ではあるが、送り速度を上げ、最後の区分においては更に送り速度を上げる。全ての刃先部12がインゴット27に切り込んだのちは、高速送りを行い、くり抜き終了近くで低速送りとする。
(もっと読む)
電動工具用自動測長装置
【課題】手持ち式電動工具による削り作業、切り込み作業、穴あけ作業において、必要な長さや深さを誤差なく、簡単に削り、切り込み、穴をあける事を可能とする電動工具用自動測長装置を提供する。
【解決手段】穴あけ前、長さ設定値8の設定値を設定した後、セット押釦6を押して設定値を読み込み、長さ設定値残量表示器9に表示する。電動工具用スイッチを押すと、電動工具が回転し始め、電動工具の先端に取り付けられたキリが穴を開け前進し、進度に併せて長さ設定値残量表示器9の表示が減少し、表示が零に成ると、一致信号が出て、電動機は停止する。
(もっと読む)
1 - 10 / 57
[ Back to top ]