
国際特許分類[B23B51/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | ボール盤用工具 (1,657)
国際特許分類[B23B51/00]の下位に属する分類
ツイストドリル (2)
心残し削り用 (104)
潤滑または冷却手段をもったドリル (143)
付加的加工を行なうための工具部分または工具と結合したドリル (64)
さら穴加工用ビット (47)
ドリルまたはチャック用アダプタ;テーパスリーブ (26)
国際特許分類[B23B51/00]に分類される特許
101 - 110 / 1,271
硬質難削材の断続切削加工で硬質被覆層がすぐれた耐剥離性とすぐれた耐チッピング性を発揮する表面被覆切削工具
【課題】硬質難削材の断続切削加工で硬質被覆層がすぐれた耐剥離性とすぐれた耐チッピング性を発揮する表面被覆切削工具を提供する。
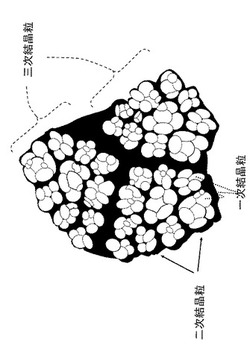
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットからなる工具基体の最表面に、少なくとも、0.5〜5μmの平均層厚を有するNb硼化物層を被覆してなる切削工具であって、前記Nb硼化物層は、複数の平均粒径を有する結晶粒組織の複合組織として構成され、該複合組織は、5〜20nmの平均粒径を有する一次結晶粒の集合体からなる平均粒径40〜80nmの二次結晶粒と、該二次結晶粒の集合体からなる平均粒径150〜800nmの三次結晶粒とから構成されている。
(もっと読む)
切削工具用硬質被膜及び硬質被膜被覆切削工具

【課題】優れた耐摩耗性及び耐溶着性を兼ね備えた切削工具用硬質被膜及び硬質被膜被覆切削工具を提供する。
【解決手段】TiaCrbAlcMo1-a-b-cの窒化物又は炭窒化物から成る第1被膜層22と、TidCreAl1-d-eの窒化物又は炭窒化物から成る第2被膜層24とが、交互に2層以上積層した多層膜であり、原子比aは0.2以上0.7以下の範囲内、bは0.01以上0.2以下の範囲内、cは0.01以上0.2以下の範囲内、1−a−b−cは0.1以上、dは0.1以上0.7以下の範囲内、eは0.01以上0.2以下の範囲内であり、且つ、第1被膜層22の膜厚D1は0.1μm以上5.0μm以下の範囲内、第2被膜層24の膜厚D2は0.1μm以上5.0μm以下の範囲内、総膜厚Dは0.2μm以上10.0μm以下の範囲内であることから、耐摩耗性と耐溶着性を両立させることができる。
(もっと読む)
穴明け工具
【課題】切り屑の巻き付きを防止でき、小径ドリルであっても、折損寿命が長く穴位置精度が良好で安定した穴明け加工が実現可能な極めて実用性に秀れる穴明け工具の提供。
【解決手段】工具本体1の先端に1つ若しくは複数の切れ刃が設けられ、この工具本体1の外周に工具先端から基端側に向かう複数の螺旋状の切り屑排出溝2,3が設けられ、この複数の切り屑排出溝2,3は1つの主溝と1つ以上の副溝とを含み、前記主溝2の途中部に前記副溝3が連設される穴明け工具であって、前記主溝2及び前記副溝3のねじれ角を該主溝2と該副溝3との連設部4から工具基端側において略等しい角度に設定し、前記副溝3の溝長は前記主溝2の溝長の50〜95%に設定し、前記副溝3が前記連設部4から前記主溝2の終端より手前の所定位置まで前記主溝2と並走するように設ける。
(もっと読む)
硬質難削材の高速高送り切削加工で硬質被覆層がすぐれた耐剥離性とすぐれた耐チッピング性を発揮する表面被覆切削工具
【課題】硬質難削材の高速高送り切削加工で硬質被覆層がすぐれた耐剥離性とすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットからなる工具基体の最表面に、少なくとも、0.5〜5μmの平均層厚を有するCr硼化物層を被覆してなる切削工具であって、前記Cr硼化物層は、複数の平均粒径を有する結晶粒組織の複合組織として構成され、該複合組織は、5〜15nmの平均粒径を有する一次結晶粒の集合体からなる平均粒径30〜70nmの二次結晶粒と、該二次結晶粒の集合体からなる平均粒径100〜600nmの三次結晶粒とから構成されている。
(もっと読む)
ドリル
【課題】加工穴数が増加しても穴径精度を保ちながら、層間剥離(デラミネーション)を抑制できるドリルを提供する。
【解決手段】切れ刃4を形成する稜線を有する第1逃げ面10と、第1逃げ面10に連続して形成されてランド部7を形成する稜線を有する第2逃げ面11と、第1逃げ面10に連続して形成されてチゼルエッジ3を形成する稜線を有する第3逃げ面12と、を有するドリル1であって、第1逃げ面10および第3逃げ面12の各逃げ面を形成する稜線102、稜線103ならびに第2逃げ面11を形成する谷線104によって囲まれた第4逃げ面13を有するドリル1とする。
(もっと読む)
表面被覆切削工具
【課題】ステンレス鋼、耐熱鋼等の難削材の高速切削加工で硬質被覆層がすぐれた耐熱性及び耐溶着性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体の表面に硬質被覆層を形成してなる表面被覆切削工具において、該硬質被覆層は、組成式:(Ti1−αAlα)Nで表されるTiとAlの複合窒化物層、あるいは、組成式:(Ti1−α−βAlαMβ)Nで表されるTiとAlとMの複合窒化物層からなるA層(但し、Mは、Tiを除く周期律表4a,5a,6a族の元素、Si、B、Yのうちから選ばれた1種又は2種以上の添加成分を示し、原子比で、0.45≦α≦0.75、0.01≦β≦0.25)と組成式:(Zr1−γYγ)N(但し、原子比で、0.01≦γ≦0.15)を満足するZrとYの複合窒化物層からなるB層との2層構造または、A層とB層との交互積層として構成する。
(もっと読む)
表面被覆切削工具
【課題】高硬度難削材の高速切削加工で硬質被覆層がすぐれた耐熱性および耐溶着性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体の表面に、(a)組成式:(Al1−α−βCrαMβ)N(但し、Mは、Alを除く周期律表4a,5a,6a族の元素、Si、B、Yのうちから選ばれた1種又は2種以上の添加成分を示し、原子比で、0.45≦α≦0.75、0.01≦β≦0.25)を満足するAlとCr(とM)の複合窒化物層からなるA層、(b)組成式:(Zr1−γYγ)N(但し、原子比で、0.01≦γ≦0.15)を満足するZrとYの複合窒化物層からなるB層、前記A層を下部層とし、B層を上部層とする2層もしくは、前記A層およびB層の交互積層で構成された硬質被覆層を形成してなる表面被覆切削工具。
(もっと読む)
表面被覆切削工具
【課題】ステンレス鋼、耐熱鋼等の難削材の高速切削加工で硬質被覆層がすぐれた耐熱性及び耐溶着性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体の表面に硬質被覆層を形成してなる表面被覆切削工具において、該硬質被覆層は、0.5〜5μmの平均層厚を有するとともに、組成式:(Zr1−γYγ)N(但し、原子比で、0.01≦γ≦0.15)を満足するZrとYの複合窒化物層の単層から構成する。
(もっと読む)
耐摩耗性と切屑排出性に優れた表面被覆ドリル
【課題】高送り・乾式の深穴用ドリル加工条件においても硬質被覆層がすぐれた耐摩耗性と切屑排出性を発揮する表面被覆ドリルを提供する。
【解決手段】ドリル基体の上に直接または中間層を介して、最表面に、配向制御層としてTi1−aAlaN{a=0〜0.5}の組成からなる層が存在し、かつ、ドリルのフルート溝のうち、先端からドリル基体の長さ方向に沿ってドリルの直径の5倍までの領域において、配向係数TChkl(x)としたとき、TC111(x)の値が先端からドリルの直径Dのx倍の距離に対して、3>TC111(x)>0.5の範囲で漸次減少し、かつ、TC111が最も低い場所でTC200がTC111の1.5倍以上となることを特徴とする表面被覆ドリル。
(もっと読む)
表面被覆部材および表面被覆切削工具
【課題】 切刃における被覆層のチッピングや剥離を抑制できるとともに耐溶着性を向上した切削工具を提供する。
【解決手段】 基体6の表面が硬質炭素膜7で被覆されてなり、硬質炭素膜7の表面には、直径1μm以上で、ラマン分光分析によって得られる高周波バンド(Gバンド)と低周波バンド(Dバンド)のピーク面積比D/Gが前記硬質炭素膜の素地7aにおけるピーク面積比D/Gよりも大きい粗大粒子7bが存在する切断装置1等に用いられる表面被覆部材である。
(もっと読む)
101 - 110 / 1,271
[ Back to top ]