
国際特許分類[B23B51/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | ボール盤用工具 (1,657)
国際特許分類[B23B51/00]の下位に属する分類
ツイストドリル (2)
心残し削り用 (104)
潤滑または冷却手段をもったドリル (143)
付加的加工を行なうための工具部分または工具と結合したドリル (64)
さら穴加工用ビット (47)
ドリルまたはチャック用アダプタ;テーパスリーブ (26)
国際特許分類[B23B51/00]に分類される特許
61 - 70 / 1,271
ドリルホルダ及び刃先交換式ドリル
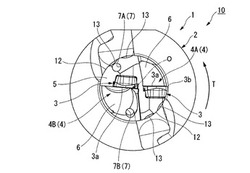
【課題】ホルダ基端側へのクーラントの流出を抑制して、ホルダ本体の先端部にクーラントを十分に留まらせることができ、切れ刃の耐摩耗性を高め、安定して切削加工が行えること。
【解決手段】軸状のホルダ本体2と、ホルダ本体2の先端部に、径方向の内方と外方とに少なくとも2つ形成され、切れ刃3a、3bを有する切削インサート3が着脱可能に装着されるインサート取付座4と、ホルダ本体2の外周面に周方向に間隔をあけて複数形成され、このホルダ本体2の先端面5に開口するとともにインサート取付座4を含み、該ホルダ本体2の基端側に向けて延びる切屑排出溝6と、ホルダ本体2の先端部にクーラントを供給するクーラント供給孔7と、を備えたドリルホルダ1であって、ホルダ本体2の外周面のうち、周方向に隣り合う切屑排出溝6同士の間のランド部12に、先端面5に開口する凹部13が形成されている。
(もっと読む)
ヘッド交換式切削工具の製造方法、および該製造方法に用いられる連結部材

【課題】工具本体と連結部材とを接合する際の作業性向上を図るとともに工具本体と連結部材とを確実に同軸に接合する。
【解決手段】硬質材料よりなる工具本体1に形成された内周面に凹部を有する取付孔1Dに、この硬質材料よりも硬度が低い金属材料よりなる連結部材2の円筒状の取付部2Aを挿入し、この取付部2Aのうち取付部2Aがなす円筒の中心線C方向の一部を拡径部3として拡径するように塑性変形させ、拡径部3の外周面を取付孔1Dの内周面と密着させて凹部と係合させることにより、これら工具本体1と連結部材2とを接合するのに際し、連結部材2の取付部2Aのうち拡径部3を除いた残りの部分に、拡径部3よりも大径で取付孔1Dの内周面に摺接可能な外径を有する段部4を形成し、この段部4を摺接させて取付部1Aを取付孔1Dに挿入した上で拡径部3を塑性変形させる。
(もっと読む)
砥粒固着ドリル及びその製造方法
【課題】電着ドリルの刃先部への切粉の付着による破損を減少する。
【解決手段】本発明の砥粒固着ドリルは、回転軸の先端部に設けられて対象部材を切削する刃先(17)を含む刃先部(12)と、回転軸の後端部に設けられて回転力が付与されるシャンク部(11)と、刃先部に刃先からシャンク部に向かって回転軸回りに螺旋状に形成されて刃先(17)で発生する切屑をシャンク部側に排出する螺旋状溝(14)と、刃先部(12)に砥粒を固着してなる砥粒層(30)と、を備える砥粒固着ドリルであって、螺旋状溝(14)の少なくとも刃先(17)近傍の溝内(16)には砥粒層(30)が存在しない、ことを特徴とする。
(もっと読む)
ドリルホルダ及び刃先交換式ドリル
【課題】切削抵抗を増大させるようなことなく、ランド部へのクーラントの流出を抑制して切屑排出性を向上でき、高精度に安定して切削加工が行えること。
【解決手段】軸状のホルダ本体2と、ホルダ本体2の先端部に少なくとも2つ形成され、切れ刃3aを有する切削インサート3が着脱可能に装着されるインサート取付座4と、ホルダ本体2の外周面に周方向に間隔をあけて複数形成され、このホルダ本体2の先端面5に開口するとともにインサート取付座4を含み、該ホルダ本体2の基端側に向けて延びる切屑排出溝6と、ホルダ本体2の外周面のうち、周方向に隣り合う切屑排出溝6同士の間に形成されたランド部12と、ホルダ本体2の先端部にクーラントを供給するクーラント供給孔7と、を備えたドリルホルダ1であって、ランド部12には、該ランド部12と切屑排出溝6との交差稜線15に間隔をあけて、凹部13が形成されている。
(もっと読む)
刃先交換型切削チップおよびそれを用いた切削加工方法、ならびに刃先交換型切削チップの製造方法
【課題】切削性能、耐熱亀裂性、および寸法精度に優れた刃先交換型切削チップを提供する。
【解決手段】本発明の刃先交換型切削チップは、少なくとも基材を含むものであって、該基材は、8.5〜12.5質量%の鉄系金属と、0.28〜1.13質量%のTaと、不可避不純物とを含み、かつ残部がWCである超硬合金からなり、該超硬合金の組織中のWC粒子は、0.8〜2μmの平均粒子径であり、基材の抗磁力をHC(kA/m)とし、基材に含まれるCoの質量%をMCo(質量%)とすると、下記式(I)を満たし、かつ超硬合金の組織中にTaを主成分とする相が析出していないことを特徴とする。
−1.2×MCo+31.7≧HC≧−1.2×MCo+27.2 ・・・(I)
(もっと読む)
一枚刃のドリルビット構造
【課題】一枚刃のドリルビット構造を提供する。
【解決手段】一枚刃のドリルビット構造であって、ドリル刃の外側表面に、ねじれ溝を螺旋形成する。ねじれ溝は、ドリル刃の先端からシャンクに螺旋延伸し、且つ、ドリル刃の先端に弦形ブレードを形成する。弦形ブレードの外縁は、刃先縁と支持縁を含み、支持縁の両端部と回転軸線が連接して構成される角度は、180度以上である。ドリルビット切削加工量が少ないので、剛性が強く、また、弦形設計により、公知のねじれ溝設計が排屑不良を発生しやすい情況、磨損、及び折損問題を改善する。
(もっと読む)
耐剥離性および耐摩耗性にすぐれる表面被覆切削工具
【課題】Ti系合金などの硬質難削材の湿式切削加工において硬質被覆層が耐剥離性と耐チッピング性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体の最表面に0.5〜3.4μmの平均層厚を有するTiとAlの酸窒化物層、下部層に0.8〜4.0μmの平均層厚を有するTiとAlの窒化物層を被覆してなる切削工具であって、酸窒化物層は表面から深さ方向に蛇行経路を持って分布する微細孔を有する多孔質形状を備え、酸窒化物層を表面から観察した際の微細孔に内接する円の直径を微細孔の孔径とした場合、微細孔の孔径は0.1〜1.5μmであり、酸窒化物層の比表面積が0.4〜1.0m2/gであり、酸窒化物層を表面から観察した場合の基材上面積に対する前記微細孔開口部の面積比が0.05〜0.3であることを特徴とする表面被覆切削工具。
(もっと読む)
ドリル
【課題】切削抵抗を大幅に低減することができ、ハンドドリルやボール盤等を使用した人力による穴あけ作業を容易に行うことが可能であるドリルを提供すること。
【解決手段】回転軸対称に形成された2つの切刃を有し、先端部にシンニングが施されているドリルであって、前記切刃が、ドリル先端側から見たとき、チゼルエッジからドリル外周側に向けて曲線を含む形状に延びるシンニング切刃と、前記シンニング切刃の端部からドリル外周端まで延びる主切刃とからなり、前記シンニング切刃により形成されたシンニング面が、ドリル正面側から見たとき、ドリル軸芯方向に対して傾斜した略放物線状に形成されていることを特徴とするドリルとする。
(もっと読む)
ツイストドリル
【課題】ボール盤や手持ちの電気ドリルに取り付けて板材等に貫通孔を明ける場合に、貫通時に被削材がドリル本体後端側に引き寄せられたり、ドリルが被削材側に引き込まれたりせず、またドリル本体先端部を貫通孔から引き抜く際も被削材がドリル本体後端側に引き寄せられるのを防ぐ。
【解決手段】軸線O回りにドリル回転方向に回転させられるドリル本体1の先端部外周に軸線O回りに螺旋状に捩れる切屑排出溝4が形成され、この切屑排出溝4のドリル回転方向を向く壁面の先端側稜線部に切刃5が形成されるとともに、この壁面の外周側稜線部Mからドリル回転方向後方側に延びるドリル本体1の二番取り面8にはマージン部9が形成され、このマージン部9は、その後端部において軸線O方向後端側に向かうに従い周方向の幅が漸次減少して、切屑排出溝4が形成されている範囲でこの幅が0となるようにされている。
(もっと読む)
ドリル
【課題】ドリルチャックに把持した際のシャンク部の損傷を防ぐことができるとともに、穴明け加工中のドリル本体の折損を抑制することが可能なドリルを提供する。
【解決手段】ドリル本体1の後端部にシャンク部2が形成されるとともに、先端部には切刃5と切屑排出溝4が形成された刃部3を備え、ドリル本体1の硬度が、刃部3の先端側部分において最も高く、後端側に向けて低減させられて、切屑排出溝4の切上げ端Pから、後端側に向けてシャンク部2の長さの1/2までの範囲A内、または先端側に向けて切刃5の外径Dの1.5倍の範囲B内の位置で最小値となり、さらにこの位置から後端側に向けて高くなるようにされている。
(もっと読む)
61 - 70 / 1,271
[ Back to top ]