
国際特許分類[B23B51/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | ボール盤用工具 (1,657)
国際特許分類[B23B51/00]の下位に属する分類
ツイストドリル (2)
心残し削り用 (104)
潤滑または冷却手段をもったドリル (143)
付加的加工を行なうための工具部分または工具と結合したドリル (64)
さら穴加工用ビット (47)
ドリルまたはチャック用アダプタ;テーパスリーブ (26)
国際特許分類[B23B51/00]に分類される特許
51 - 60 / 1,271
ドリル及びそれを用いた穿孔装置
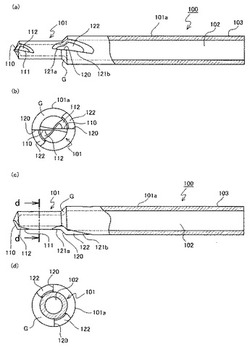
【課題】皿孔や面取り、座ぐり孔等をドリル交換なしで加工できるようにして、穴あけ加工の作業効率および加工精度を高めるドリルを提供し、また、そのドリルを用いて集塵回収することが可能な穿孔装置を提供する。
【解決手段】ドリル本体101内に軸心に沿って切屑排出路102を形成したドリルにおいて、ドリル本体101の基端側に段差部Gを介して外径を大きくした大径筒体101aを設け、ドリル本体の先端部に第1切れ刃110とその近傍に前記切屑排出路に通じる第1屑導入ポケット112を設け、前記段差部には第2切れ刃120とその近傍に前記切屑排出路に通じる第2屑導入ポケット122を設ける。また、そのようなドリル本体の切屑排出路102の後端に集塵機構を連結し、駆動源により前記ドリル本体101を回転させながら被削材Wを穿孔することにより、発生する切り屑が集塵機構へ吸引回収されるように穿孔装置を構成する。
(もっと読む)
硬質皮膜
【課題】高温特性がより一層優れた硬質皮膜を提供する。
【解決手段】硬質皮膜は、下記式(1a)で示されかつ厚さが1〜80nmである第1の層と、下記式(2a)で示されかつ厚さが1〜80nmである第2の層とが、交互に複数積層されたものである。
(Cr(1-a)Ala)(C(1-x)Nx) …(1a)
(Zr(1-k)Hfk)(C(1-y)Ny) …(2a)
[式中の添字は、原子比を示す;これら添字は、以下の関係を満足する;
0.2≦a≦0.8
0.7≦x≦1
0≦k≦1
0.5≦y≦1 ]
(もっと読む)
硬質皮膜およびその形成方法ならびに硬質皮膜被覆部材
【課題】従来の硬質皮膜であるTiAlNや酸化物皮膜よりも耐摩耗性に優れた硬質皮膜を提供する。
【解決手段】基材の表面に形成される硬質皮膜であって、(TiaAlbSic)Oxからなり、0.3≦a≦0.7、0.3≦b≦0.7、0≦c≦0.2、a+b+c=1、0.8≦[x/(2a+1.5b+2c)]≦1.2を満たすことを特徴とする硬質皮膜、または、(TiaCrdAlbSic)Oxからなり、0.05≦a≦0.4、0.1≦d≦0.85、0≦b≦0.7、0≦c≦0.2、a+b+c+d=1、0.8≦[x/(2a+1.5d+1.5b+2c)]≦1.2満たすことを特徴とする硬質皮膜(a,d,b,cはTi,Cr,Al,Siの原子比を示し、xはOの原子比を示す)。
(もっと読む)
繊維強化複合材の穴あけ工具と穴あけ方法

【課題】FRPに代表される繊維強化複合材にバリや毛羽立ちの少ない高品位な穴をあけることができ、しかも、工具寿命を経済負担の増加を抑えながら延ばして優れた加工品位を長時間維持できる穴あけ工具を提供することを課題としている。
【解決手段】ツイストドリルを基本形にした穴あけ工具であり、本体部2の先端に回転中心から外周に至る回転中心対称の切れ刃4を有し、その切れ刃4が、少なくとも回転中心刃部4aと中間刃部4bと最外周刃部4cの3部によって構成され、回転中心刃部4aと最外周刃部4cが直線形状をなし、各刃部の先端角が、回転中心側から外周側の刃部にかけて段階的に減少し、回転中心刃部4aの先端角が140°以上、170°以下であり、
最外周刃部4cの先端角が5°以上、45°以下である構造にした。
(もっと読む)
ドリル
【課題】切刃の外周側における逃げ面摩耗の不均一やチッピングを防ぐとともに内周側では二番当りを防止する。
【解決手段】軸線O回りに回転されるドリル本体1の先端部外周に、ドリル本体1の先端逃げ面3に開口して後端側に延びる切屑排出溝4が形成され、この切屑排出溝4のドリル回転方向Tを向く壁面と先端逃げ面3との交差稜線部に切刃6が形成されてなるドリルにおいて、先端逃げ面3には、ドリル回転方向Tからドリル回転方向T後方側に向けて順に、第1先端逃げ面3Aと、この第1先端逃げ面3Aよりも逃げ角が大きい第2先端逃げ面3Bとが少なくとも形成されており、これら第1、第2先端逃げ面3A、3Bの交線Lが切刃6に交差させられている。
(もっと読む)
切削工具
【課題】耐摩耗性に優れるとともに、切刃先端の摩耗に伴う切削性能の低下が抑えられ、より多くの加工数に亘り切削性能が持続する切削工具を提供する。
【解決手段】切刃7,8にダイヤモンド被覆等の耐摩耗被覆12が施され、切刃の逃げ角が15度以上にされ、被削材の切削中に、すくい面6上の被覆の切刃先端の縁部が摩耗し、その摩耗の半径方向内方への進行に従って、逃げ面10上の被覆の切刃先端の縁部が被削材との摩擦により削られてその下の母材が露出し、さらにこの露出した母材が摩耗することにより逃げ面が半径方向内方に後退することで切刃が研がれて鋭利に保持される。切刃は、その切刃先端を工具先端Oから軸AX方向後方に辿って初めて最大径となる切刃最大径位置RXによりさらに軸方向後方に及んで形成され、摩耗によって切刃最大径位置が軸方向後方に後退する。
(もっと読む)
合金鋼製ドリル
【課題】長期間の使用にわたって、すぐれた耐摩耗性を発揮する合金鋼製ドリル、表面被覆合金鋼製ドリルを提供する。
【解決手段】 質量%で、C:2.0〜3.0%、Si:3.0〜6.0%、Cr:9.0〜15.0%、Co:10.0〜15.0%(好ましくは、C+Si+Cr+Co:25.0〜35.0%)、WおよびMoのうちの1種または2種の合計:9.0〜11.0%、V:1.5〜2.5%、残部はFeおよび不可避不純物からなる高温焼戻し軟化抵抗性を有する合金鋼で工具基体を構成した合金鋼製ドリル、表面被覆合金鋼製ドリル。
(もっと読む)
硬質皮膜および硬質皮膜形成用ターゲット
【課題】従来の硬質皮膜である上記TiAlNや、TiCrAlN、TiCrAlSiBN、CrAlSiBN、NbCrAlSiBN等よりもより耐酸化性、耐摩耗性に優れた硬質皮膜を提供する。
【解決手段】基材の表面に形成される硬質皮膜であって、(TiaCrbAlcMdBe)(CxN1−x)からなり、0≦a≦0.2、0.05≦b≦0.4、0.45≦c≦0.65、0.005≦d≦0.05、0≦e≦0.15、a+b+c+d+e=1、0≦x≦0.5、M:Ce、PrおよびScよりなる群から選択される1種以上(a,b,c,d,eは夫々Ti,Cr,Al,M,Bの原子比を示し、xはCの原子比を示す。)であることを特徴とする硬質皮膜。
(もっと読む)
合金鋼製ドリル
【課題】長期間の使用にわたって、すぐれた耐摩耗性を発揮する合金鋼製ドリル、表面被覆合金鋼製ドリルを提供する。
【解決手段】 質量%で、C:2.0〜3.0%、Si:3.0〜6.0%、Cr:9.0〜15.0%、WおよびMoのうちの1種または2種の合計:10.0〜12.0%、V:2.0〜3.0%、Co:3.0〜4.0%、残部はFeおよび不可避不純物からなる高温焼戻し軟化抵抗性を有する合金鋼で工具基体を構成した合金鋼製ドリル、表面被覆合金鋼製ドリル。
(もっと読む)
ドリルホルダ及び刃先交換式ドリル
【課題】ホルダ基端側へのクーラントの流出を抑制して、ホルダ本体の先端部にクーラントを十分に留まらせることができ、切れ刃の耐摩耗性を高め、安定して切削加工が行えること。
【解決手段】軸状のホルダ本体2と、ホルダ本体2の先端部に、径方向の内方と外方とに少なくとも2つ形成され、切れ刃3a、3bを有する切削インサート3が着脱可能に装着されるインサート取付座4と、ホルダ本体2の外周面に周方向に間隔をあけて複数形成され、このホルダ本体2の先端面5に開口するとともにインサート取付座4を含み、該ホルダ本体2の基端側に向けて延びる切屑排出溝6と、ホルダ本体2の先端部にクーラントを供給するクーラント供給孔7と、を備えたドリルホルダ1であって、ホルダ本体2の外周面のうち、周方向に隣り合う切屑排出溝6同士の間のランド部12に、先端面5に開口する凹部13が形成されている。
(もっと読む)
51 - 60 / 1,271
[ Back to top ]