
国際特許分類[B23B51/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | ボール盤用工具 (1,657)
国際特許分類[B23B51/00]の下位に属する分類
ツイストドリル (2)
心残し削り用 (104)
潤滑または冷却手段をもったドリル (143)
付加的加工を行なうための工具部分または工具と結合したドリル (64)
さら穴加工用ビット (47)
ドリルまたはチャック用アダプタ;テーパスリーブ (26)
国際特許分類[B23B51/00]に分類される特許
41 - 50 / 1,271
ヘッド着脱式切削工具
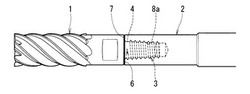
【課題】切削ヘッドをシャンクに対して着脱可能にした着脱式切削工具の着脱の操作性や使い勝手を向上させ、さらに、高い加工精度を必要としない構造で切削ヘッドの強固かつ信頼性の高い締結を可能となすことを課題としている。
【解決手段】テーパ軸部4とねじれ溝5と平坦なショルダー面6を設けた切削ヘッド1を、前端面7とテーパ孔8とねじれ溝9を設けたシャンク2に螺旋コイル状の締結補助具3を介して締結する。締結補助具3は、ねじれ溝5,9間に形成される空間と略相似形の断面形状を有し、これをねじれ溝5,9のいずれか一方に装着して他方のねじれ溝にねじ込み、ショルダー面6をシャンクの前端面7に、テーパ軸部4の外周面をテーパ孔8の内面にそれぞれ密着させて切削ヘッド1をシャンク2に締結する。
(もっと読む)
潤滑特性と耐摩耗性にすぐれた表面被覆ドリル

【課題】湿式高速の深穴用ドリル加工条件においても、長期間にわたり高い耐摩耗性を維持する表面被覆ドリルを提供する。
【解決手段】超硬合金焼結体あるいは高速度鋼からなるドリル基体の上に、直接または中間層を介し、最表面に粒径組成制御層として(Ti1−xAlx)Nの成分系からなる層厚0.3〜5.0μmの硬質被覆層が存在する表面被覆ドリルにおいて、
(a)ドリルのマージン部の粒径組成制御層の膜断面でのAlの含有比率xの値が、0.1以上0.6以下の範囲に存在し、xの値が0.2以下となる層状のTi高含有領域と、xの値が0.3以上となる層状のAl高含有領域が存在し、かつ、
(b)Ti高含有領域における結晶粒のアスペクト比Aが、1〜5であり、かつ、
(c)Al高含有領域における結晶粒のアスペクト比Bが、10〜70であることにより、上記の課題を解決する。
(もっと読む)
工具及び自動工具交換装置
【課題】自動交換される工具をより簡単な動作で工具軸に着脱することが可能な工具及び工具交換装置得る。
【解決手段】工具軸に結合するシャンクと刃具(砥石又はチップ)との間又は刃具の反シャンク側に、工具マガジンの工具ホルダに設けた円筒凹面又は円錐凹面に嵌合される円筒面又は円錐面を備えていることを特徴とするものである。この発明の工具は、刃具3側を下にした鉛直姿勢で工作機械の工具軸に装着され、円筒面又は円錐面を工具マガジンの工具ホルダに設けた円筒凹面又は円錐凹面に嵌合した状態で、刃具を下方にした鉛直姿勢で、工具マガジンの工具ホルダに保持される。
(もっと読む)
ドリル用ブランクおよびドリル
【課題】 安定した製造が可能であるとともに、折損等が発生しにくく信頼性の高いドリル用ブランクおよびドリルを提供する。
【解決手段】 超硬合金からなり、一端が直径2mm以下で、該一端に対する長さの比が3以上の円柱長尺状であり、前記一端の直径が他端の直径よりも小さいドリル用ブランク1、2およびそれを加工して作製されたドリル10であり、ドリル用ブランク1、2の成形が容易で安定した製造が可能である。
(もっと読む)
ドリル
【課題】金属部材と繊維強化樹脂複合材とを重ねた被削材を一度に穿孔するにあたり、長期にわたり、安定して精度良く穿孔することができるドリルを提供する。
【解決手段】切刃を軸方向に分割して2段以上有する段付き状のドリルaであって、先端から第1段目の切刃10は、第2段目以降の切刃20,30対し、切刃枚数が少ないか、先端角が大きいか、又は逃げ角が大きく形成されていることにより、第2段目以降の切刃と同切刃枚数、同先端角、同逃げ角とした場合に比較して切削のスラスト抵抗が小さい特性に構成されたドリルである。例えば第1段目は2枚刃、第2段目は4枚刃、第3段目は4枚刃とされ、先端角はθ1>θ2>θ3の条件、逃げ角はγ1≧γ2≧γ3の条件とされ、第1,2段目はそれぞれ先端角一定、第3段目はドリル後端側に移るに従って先端角が漸減することにより刃先稜線が滑らかな曲線形状に形成される。
(もっと読む)
超高圧焼結体回転切削工具
【課題】
回転切削工具において刃先先端部の剛性及び耐摩耗性を改善し、かつチッピングを生じにくく、また再研磨によって工具寿命の向上が可能な軸状の切削工具を提供する。
【解決手段】
本発明の回転切削工具は、超硬合金の基板上に超高圧高温下で焼結一体化された焼結超砥粒層を有する複合材からなる刃先をシャンクにロウ付けした切削工具であって、該刃先部分の軸長方向における先端から一定範囲、特に2.0mmから7.0mmが専ら、該焼結超砥粒の単一体で構成されていることを特徴とする。
(もっと読む)
圧粉成形体の加工用工具および加工方法
【課題】グリーン加工による孔あけ加工時の、圧粉成形体に発生するコバ欠けの発生を極力抑え、機械部品の製造コストの低減化を実現可能な圧粉成形体の加工用工具と加工方法を提供する。
【解決手段】加工用工具101は、その前端側に略円柱状の切刃部102を有し、切刃部102の前端部には切刃131・131が形成され、切刃部102の前端部は、前端側から後端側へ向かうにつれて拡径し、所定の先端角度θを有するテーパ面に形成され、テーパ面は、その前端の形状がホーニングを施すことなく尖鋭に形成されるとともに、先端角度θが50°以上90°以下となるように形成され、加工用工具101は、圧粉成形体Wへの孔あけ加工時において、テーパ面の後端側端部が、圧粉成形体Wの「抜け際領域w3」を通過する際に、切削送りが0.05[mm/rev]以下とされる。
(もっと読む)
被覆された切削先端と冷却剤穴とを有する改良された回転切削工具及び製作方法
【課題】 被覆された切削先端と冷却剤穴とを有する改良された回転切削工具及び製作方法を提供する。
【解決手段】 切削工具が長手方向中心軸線を中心に回転されるときにワークピースに穴切削作業を行うための切削工具。切削工具は、ワークピースに係合するように構成された第1の端部と、工作機械に取り付けられるように構成された第2の反対側端部とを有するほぼ円筒状の本体、ほぼ円筒状の本体の第1の端部に形成された溝であって、長手方向軸線に対してほぼ横方向に配置される溝、及びろう付け工程によって溝に配置されて結合されたニブ部を含む。
(もっと読む)
耐熱性および耐溶着性に優れた表面被覆切削工具
【課題】Ti合金、ステンレス鋼等の難削材の高速切削加工で硬質被覆層がすぐれた耐熱性および耐溶着性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体の表面に硬質被覆層を形成してなる表面被覆切削工具において、硬質被覆層が、(a)0.01〜1μmの平均層厚を有し、かつ、組成式:(AlaTi1−a)N(aはAlの含有割合を示し、原子比で0.4≦a≦0.75)を満足するAlとTiの複合窒化物からなるA層、(b)0.01〜1μmの平均層厚を有し、かつ、組成式:(AlbCr1−b)N(bはAlの含有割合を示し、原子比で0.4≦b≦0.75)を満足するAlとCrの複合窒化物からなるB層、(c)0.01〜1μmの平均層厚を有する窒化クロムからなるC層、前記A層、B層、C層からなる単位被覆ユニットを2回以上積層した全体膜厚0.5〜6μmを有することを特徴とする。
(もっと読む)
ドリル及びそれを用いた穿孔装置
【課題】皿孔や面取り、座ぐり孔等をドリル交換なしで加工できるようにして、穴あけ加工の作業効率および加工精度を高めるドリルを提供し、また、そのドリルを用いて集塵回収することが可能な穿孔装置を提供する。
【解決手段】ドリル本体101内に軸心に沿って切屑排出路102を形成したドリルにおいて、ドリル本体101の基端側に段差部Gを介して外径を大きくした大径筒体101aを設け、ドリル本体の先端部に第1切れ刃110とその近傍に前記切屑排出路に通じる第1屑導入ポケット112を設け、前記段差部には第2切れ刃120とその近傍に前記切屑排出路に通じる第2屑導入ポケット122を設ける。また、そのようなドリル本体の切屑排出路102の後端に集塵機構を連結し、駆動源により前記ドリル本体101を回転させながら被削材Wを穿孔することにより、発生する切り屑が集塵機構へ吸引回収されるように穿孔装置を構成する。
(もっと読む)
41 - 50 / 1,271
[ Back to top ]