
国際特許分類[B23B51/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | ボール盤用工具 (1,657)
国際特許分類[B23B51/00]の下位に属する分類
ツイストドリル (2)
心残し削り用 (104)
潤滑または冷却手段をもったドリル (143)
付加的加工を行なうための工具部分または工具と結合したドリル (64)
さら穴加工用ビット (47)
ドリルまたはチャック用アダプタ;テーパスリーブ (26)
国際特許分類[B23B51/00]に分類される特許
31 - 40 / 1,271
カッタ及びカッタ装置
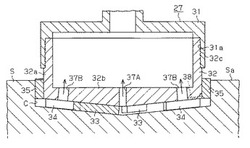
【課題】切削刃による切削にともなって発生する切削粉塵を、切削刃の近傍位置から効果的に吸引除去することができて、切削粉塵が飛散するおそれを抑制することができるカッタ及びカッタ装置を提供する。
【解決手段】カッタ27のボディ32を周壁32aと底壁32bとよりなる有底円筒状に形成する。ボディ32の底壁32bの端面には切削刃33,34を設ける。ボディ32の底壁32bには切削粉塵を吸引するための集塵孔を透設する。
(もっと読む)
切削工具用ホルダおよび切削工具ならびにそれを用いた被削材の切削方法

【課題】 切屑排出性が良好で、切削中に撓みにくく、加工精度低下を抑制することができる切削工具用ホルダおよび切削工具を提供すること。
【解決手段】 本体部10は、外周面2および先端面2の少なくとも一方に開口した、切削インサートを装着可能なインサートポケット11と、外周面4に設けられてインサートポケット11後端側に位置する切屑排出溝12と、本体部10の先端面2から後端面3まで貫く複数の貫通孔5,5とを備えており、複数の貫通孔5,5はそれぞれ、側面視したときに切屑排出溝12の後端面3側の端部12Rと重なる位置を基点として、先端面2に向かうにつれて回転中心軸S1からの距離が短くなる第1の貫通孔51,51を有していることを特徴とする。このことによって、切屑排出性が良好で、切削中に撓みにくくなり、加工精度低下を抑制することができる。
(もっと読む)
多結晶ダイヤモンドおよびその製造方法、スクライブツール、スクライブホイール、ドレッサー、回転工具、ウォータージェット用オリフィス、伸線ダイス、ならびに切削工具
【課題】ダイヤモンドにアクセプター元素が均一に添加されたナノ多結晶ダイヤモンドおよびその製造方法ならびに該多結晶ダイヤモンドを用いた各種工具を提供する。
【解決手段】ナノ多結晶ダイヤモンド1は、炭素と、該炭素中に原子レベルで分散するように添加されたIII族元素3と、不可避不純物とで構成される。該多結晶ダイヤモンド1の結晶粒径は500nm以下である。上記多結晶ダイヤモンド1は、III族元素が炭素中に原子レベルで分散するように添加された黒鉛に、高圧プレス装置内で熱処理を施すことで作製可能である。上記ナノ多結晶ダイヤモンド1は、スクライブツール、スクライブホイール、ドレッサー、回転工具、ウォータージェット用オリフィス、伸線ダイス、切削工具等の工具に有用である。
(もっと読む)
ドリル
【課題】銅や銅合金よりなる被削材に対して切刃の直径に応じた所望の内径の加工穴を高品位に形成する。
【解決手段】軸線O回りに回転させられる超硬合金、サーメット、およびセラミックスのうちいずれか1種の超硬質材料または高速度工具鋼よりなるドリル本体1の先端部外周に切屑排出溝4が形成され、この切屑排出溝4のドリル回転方向Tを向く壁面の先端側辺稜部にドリル本体1の内周側から外周側に向かうに従い後端側に向けて延びる切刃5が形成されており、この切刃5の先端Xは、切刃5の直径Dに対して0.01×D以上0.03×D以下の範囲のずれ量δで軸線Oから径方向にずらされているとともに、ドリル本体1が超硬質材料のときは心厚が0.2×D以上とされ、ドリル本体1が高速度工具鋼のとき心厚が0.3×D以上とされる。
(もっと読む)
インデックス可能なドリルインサート
【課題】インデックス可能なドリルインサートを提供する。
【解決手段】本開示は、四辺形のインデックス可能なドリルインサートであって、ほぼ平坦な頂面及び底面、ならびに頂面及び底面に隣接する側面と、頂面に交差する側面の4つの同一の切刃であって、ドリル本体の軸線に向かって内側に向けられた第1の部分刃と、第1の部分刃から延びかつインサート軸線を中心とした仮想内接円に対して接線方向にある第2の部分刃と、インサート軸線から離れて延びる第3の部分刃であって、前記第2及び第3の部分刃が遷移部分刃によって共に接合され、遷移部分刃が第2の部分刃と凹曲線を成し、第3の部分刃と凸曲線を成す第3の部分刃と、1つの切刃の第1の部分刃に隣接し、後続の切刃の第3の部分刃を伴うインサートの4つのコーナーにおける所定の半径の湾曲したノーズ部とを備える4つの同一の切刃とを備える四辺形のインデックス可能なドリルインサートに関する。
(もっと読む)
耐熱性および耐摩耗性にすぐれた表面被覆切削工具
【課題】一般鋼、高硬度鋼等の高速切削加工で硬質被覆層がすぐれた耐熱性および耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に硬質被覆層を形成してなる表面被覆切削工具において、前記硬質被覆層が、0.5〜5μmの平均層厚を有し、かつ、組成式:(Al1−α−βCrαReβ)N(但し、αはCrの含有割合を示し、原子比で、0.25≦α≦0.55、βはReの含有割合を示し、原子比で、0.001≦β≦0.10である)を満足するAlとCrとReの複合窒化物層からなる表面被覆切削工具。
(もっと読む)
インデックス可能なドリルインサート
【課題】インデックス可能なドリルインサートを提供する。
【解決手段】本開示は、ほぼ平坦な頂面と、底面と、頂部及び底面に隣接する側面とを備える四辺形のインデックス可能なドリルインサートに関する。4つの切刃は側面と頂面との交差部に構成される。各切刃は、第1の部分刃と、第1の部分刃から延びる第2の部分刃と、インサート軸線から離れて延びる第3の部分刃とを備える。第2及び第3の部分刃は遷移部分刃によって共に接合される。遷移部分刃は基準水平面に対して10°〜90°の範囲の角度を成す。また、前記遷移部分刃は、第2の部分刃と凸曲線を成し、第3の部分刃と凹曲線を成す。ノーズ部はドリルインサートの4つのコーナーに設けられる。
(もっと読む)
耐摩耗性と切屑排出性にすぐれた表面被覆ドリル
【課題】炭素鋼の深穴加工に用いられた場合にもすぐれた耐摩耗性と切屑排出性を示し表面被覆ドリルの長寿命化を図る。
【解決手段】(1)ドリル基体の上に、平均層厚0.8〜5.0μmを有する(Ti1−x−yAlxSiy)(N1−zOz){ただし、原子比で、x=0.40〜0.70、y=0.01〜0.10、Z≦0.4}の成分系からなる複合酸窒化物層を被覆してなる表面被覆ドリルにおいて、該被覆層はドリル先端部からシャンクに向かって、酸素含有量が漸次増加しているとともに、(2)微細粒状晶組織から柱状晶組織へと平均長径が連続的に増加し、該結晶粒組織の平均アスペクト比は漸次増加しており、(3)平均表面粗さRaは漸次減少するため、切削衝撃によりクラックが誘発されるような、ドリル軸方向に沿って熱特性や機械特性が極端に変化する界面が存在しないことを特徴とする表面被覆ドリル。
(もっと読む)
切削加工用工具
【課題】切削屑を十分に破砕し得るチップブレーカを有し、且つチップを穴の外部に速やかに排出し得る切削加工用工具を提供する。
【解決手段】段付リーマ10のボデー14には、先端部から基端部に向かうにつれて、第1刃部16、第2刃部18、第3刃部20及び第4刃部22がこの順序で設けられている。これらの刃部16、18、20、22のそれぞれに含まれる第1すくい面38、第2すくい面40、第3すくい面42及び第4すくい面44には、各々、ボデー14の軸線から離間するように傾斜する第1傾斜面48、50、52、54と、該第1傾斜面48、50、52、54に連なり且つボデー84の軸線に向かうように傾斜する第2傾斜面56、58、60、62とが形成される。第1傾斜面48、50、52、54は切り刃として機能し、一方、第2傾斜面56、58、60、62は、切削屑を破砕するチップブレーカ壁として機能する。
(もっと読む)
表面被覆切削工具
【課題】高硬度鋼の高速重切削加工条件下において、硬質被覆層がすぐれた耐溶着性と耐欠損性を発揮する表面被覆切削工具を提供する。
【解決手段】WC基超硬合金またはTiCN基サーメットで構成された工具基体の表面に、硬質被覆層として、AlとTiの複合窒化物層からなる下部層と、A層:(111)面配向性のAlとCrの複合窒化物層、B層:AlとTiの複合窒化物層、C層:(200)面配向性のAlとCrの複合窒化物層、B層+A層+B層+C層を1積層周期とした1周期以上の積層構造を有する上部層とからなる層を形成した表面被覆切削工具。
(もっと読む)
31 - 40 / 1,271
[ Back to top ]