
国際特許分類[B23G5/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ねじ切り;ねじ切りと関連した,ねじ,ボルト頭,またはナットの加工 (316) | ねじ切削工具;ダイヘッド (121) | 調整用手段のないもの (84) | タップ (79)
国際特許分類[B23G5/06]に分類される特許
11 - 20 / 79
めねじ加工方法および仕上げ用切削タップ
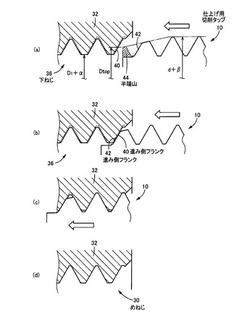
【課題】焼入れ等の硬化熱処理が施される部材に対してめねじを高い精度で効率良く安価に形成できるようにする。
【解決手段】目的とするめねじ30よりも径寸法が小さい下ねじ36を切削加工した後に硬化熱処理を施し、その後に仕上げ用切削タップ10の進み側フランク42が下ねじ36の進み側フランク40に当接するようにリード合わせを行い、その下ねじ36に沿ってリード送りしてめねじ30を切削加工する。これにより、硬化熱処理によって生じる熱歪や伸縮等による変形に拘らず、高い寸法精度でめねじ30を形成できる。また、硬化熱処理前に下ねじ36が設けられるため、仕上げ用切削タップ10によって切削除去する仕上げ代は小さく、硬化熱処理によって45HRC程度まで硬化しても、切削速度等の加工条件の制約が緩和されて効率よくめねじ30を切削加工できるようになり、工具の耐久性向上と相まって製造コストが低減される。
(もっと読む)
タップ

【課題】刃先部とシャンク部との連結が断たれた場合に短時間で再び刃先部とシャンク部とを連結することができ、さらにタップの振れを小さく抑えることによってナットのねじ加工精度の低下を防止することができる安価なタップを提供する。
【解決手段】基端部である接合部5が小径に形成されねじが切られた刃先部3と、先端部である接合部11が小径に形成されねじが切られたシャンク部8と、両端に接合部5と接合部11とが各々螺合され刃先部3とシャンク部8とを一体に接合する継手管6とを備えたベントタップ1またはストレートタップ2において、継手管6には、刃先部3に異常なトルクが掛かったときに破断する破断溝である凹部14が形成され、刃先部3とシャンク部8との外周近傍には、接合部5と接合部11とが継手管6に螺合されたとき継手管6の端面15に当接する当接面である段付き面7,12が各々形成される。
(もっと読む)
切削タップ
【課題】被削物に形成されるめねじのフランクの表面粗さを小さくできる切削タップを提供すること。
【解決手段】食付き部21の切れ刃より形成されためねじのフランクは、被削物に切削すべきめねじの両側のフランクよりも軸O側に位置する。また、食付き部21および完全山部22の山頂が同一のリードに設定されているので、食付き部21から完全山部22へ移行する際に、食付き部21の切れ刃により切削されためねじの一方のフランク全体および他方のフランク全体を完全山部22の切れ刃で切削することができる。よって、完全山部22の切れ刃により、第1食付き部23の切れ刃により切削されためねじのねじ山の一方のフランクを切削することができるので、めねじの一方のフランクの表面粗さを小さくすることができる。
(もっと読む)
盛上げタップ
【課題】盛上げタップのねじ山を研削加工する際の削り代や負荷を小さくして加工時間を一層短縮するとともに、タップ立て加工時に盛上げタップをリード送りするガイド機能が適切に得られるようにする。
【解決手段】完全山部26の後方側に設けられる円筒ねじ部28には5′〜15′の範囲内の勾配角αでバックテーパが設けられているため、従来のように30′以上の大きな勾配角でバックテーパを設ける場合に比較して、盛上げタップ10のねじ山18を研削加工する際の削り代や負荷が小さくなって加工時間が一層短縮される。また、勾配角αが15′以下であるため、タップ立て加工時に盛上げタップ10をリード送りするガイド機能が適切に得られるようになる一方、勾配角αが5′以上であるため、タップ立て加工時のめねじとの接触摩擦による負荷が適切に軽減される。
(もっと読む)
薄肉材用盛上げタップ
【課題】高い締付けトルクを保証して薄肉材に対しねじ立てを施すことができる薄肉材用盛上げタップを提供する。
【解決手段】タップのピッチ(P)と同程度の板厚の薄肉材に対しねじ立てを施す薄肉材用盛上げタップであって、タップのねじ山形において、とがり山の高さをHとした場合、山頂はその切りとり高さが可能な限りH/8に近づけて低く谷底はその切りとり高さがH/4を超えて浅くして、ひっかかり率(H2)を80〜85%に設定し、前記谷底の両側に内接する円のR面(r2)の始点をタップのピッチ(P)に応じてタップの有効径(H/2)から所定寸法(h)だけ下げると共に、前記タップの先端径を小さくした。
(もっと読む)
雌ネジ加工装置
【課題】小径の雌ネジ加工の仕上げ処理を高精度に且つ安定して量産できる雌ネジ加工装置を提供することを目的としている。
【解決手段】タップ部4を回動自在に駆動する回動駆動部6を備え、この回動駆動部6を該回動駆動部6に装着したタップ部4の軸方向に進退自在に駆動する進退駆動部7を備え、タップ部4を前記回動駆動部6に装着し回動自在且つ進退移動自在に設け、このタップ部4が所定の回動角度だけ順回動しながら前進して所定のリード角の雌ネジ部5を形成する順回動前進移動動作と、この形成した雌ネジ部5に沿って所定の回動角度だけ逆回動しながら後退する逆回動後退移動動作とを交互に繰り返しながら徐々に前進移動するように各駆動部6,7の動作を制御するシーケンス制御部8を備えた雌ネジ加工装置。
(もっと読む)
工作機械バイトの設計
ドリル加工、ミル(切削)加工、リーマ加工、またはタップ加工するための工具のような、工作機械バイトは、ワーク部(71)とこのワーク部から延在するシャンク(73)とを具備する。このシャンク(73)には、減少した機械的トルク強度の1個、またはそれ以上の領域が設けられる。このような領域を、例えば、減少した直径(74)、軸状または縦方向のスロット(84,114)、減少した横断面のエリア(97)、ボア(94)、環状のノッチまたは溝(63,65)、またはスロットで形成できる。シャンクを以下のような特徴を有するように構成することが好ましい。即ち、上記工作機械バイトの横方向安定性が、機械的トルク強度における等価な減少を上記シャンクの直径における単なる減少によって達成されるような工作機械バイトより大きくなるように、上記シャンクを構成する。技術的には、変形したシャンクの慣性の極モーメント(ねじり力に対する抵抗)が、上記シャンクの直径における単なる減少を有するシャンクの慣性の極モーメントより大きいものである。更に、上記ノッチ、リセス、グルーブ、ボスまたは同等物を、材料(75)で充填することも可能で、これによって、追加の横方向の安定性を、減少した機械的トルク強度の1個、またはそれ以上の領域に与えることもできる。 (もっと読む)
オイルホール付きタップ、およびオイルホール閉塞方法
【課題】オイルホールの先端開口部が閉塞部材によって確実に閉塞されることにより、高い流体圧力で安定した流体供給性能が得られるとともに、タップ本体の先端近くに吐出穴を設けることができるようにする。
【解決手段】タップ本体12を回転させつつアルミニウム板40に押圧することにより、アルミニウム板40を局部的に溶融させてタップ本体12の先端面34に一体的に固着させ、そのアルミニウム固着物をそのまま閉塞部材14として使用するため、簡単で且つ安価に閉塞部材14を設けることができる。このような閉塞部材14は、溶着等により強固に固着され、且つオイルホール30の先端開口部を密閉できるため、高い圧力で潤滑油を供給することにより安定した潤滑性能が得られる。また、タップ本体12の先端近くの食付き部18bに吐出穴32を設けることが可能で、通り穴にめねじを加工する場合でも食付き部18bを適切に潤滑することができる。
(もっと読む)
タップセット、ネジ穴加工装置およびネジ穴加工方法
【課題】大径のネジ穴を高精度かつ容易に形成しうるタップセット、ネジ穴加工装置およびネジ穴加工方法を提供する。
【解決手段】加工対象物Aに予め形成された下穴Hに対して、第1タップ50を回転させながらねじ込んで、下穴Hの開口端Eを含む壁面の一部にタップ経路54を形成する。次に、タップ経路54に沿って、第2タップ60を回転させながら下穴Hにねじ込んで、下穴Hの壁面全体に一次雌ネジ64を形成する。この後、一次雌ネジ64に沿って、第3タップ70を回転させながら下穴Hにねじ込み、一次雌ネジ64の仕上げ加工を行って、下穴Hの壁面全体にわたって雌ネジ74を形成する。
(もっと読む)
超硬合金およびその製造方法並びに回転切削工具
【課題】長寿命で耐折損性に優れた超硬合金製の回転切削工具並びに前記回転切削工具を実現することができる新規でかつ高性能な超硬合金及びその製造方法を提供する。
【解決手段】平均粒径が0.4μm以下の炭化タングステン粒子間を、Coを主体とする結合相により結合した超硬合金およびこの超硬合金を基体とする回転切削工具であって、波長分散型X線プローブマイクロアナライザーを用いて求めたCo濃度比をPavとしたとき、0.75≦Pav<1.00であることを特徴とする。また前記超硬合金を製造する方法を提供する。本発明の超硬合金および回転切削工具の基体のCo含有量は1〜13.5質量%であることが好ましい。
(もっと読む)
11 - 20 / 79
[ Back to top ]