
国際特許分類[B23G5/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ねじ切り;ねじ切りと関連した,ねじ,ボルト頭,またはナットの加工 (316) | ねじ切削工具;ダイヘッド (121) | 調整用手段のないもの (84) | タップ (79)
国際特許分類[B23G5/06]に分類される特許
41 - 50 / 79
切削タップ
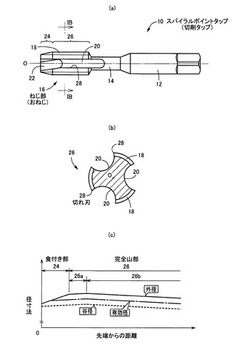
【課題】タッピング加工時の加工トルクを低減するために完全山部にバックテーパが設けられるタップにおいて、第1完全山の切れ刃に掛かる負荷を軽減して摩耗等による工具寿命の低下を抑制するとともに、めねじの面粗さを向上させる。
【解決手段】完全山部26がおねじのピッチPに対して4P以下の前側山部26aと残りの後側山部26bとに分けられ、食付き部24および前側山部26aの有効径には径寸法が漸増する正テーパが設けられている一方、後側山部26bには径寸法が漸減するバックテーパが設けられているため、タッピング加工時の負荷が前側山部26aの複数の切れ刃28に分散されて切れ刃28の摩耗の進行が抑制され、工具寿命が向上する一方、食付き部24ではめねじのフランクを削り過ぎることなく正規の寸法に切削加工できるようになり、めねじの面粗さ或いは面精度が向上する。
(もっと読む)
タップ

【課題】機械の保持部におけるタップ装着方式如何によらず内部供給されたクーラントを十分かつ確実にサイドスルー溝に導入することができると共にミスト加工にも適用することができるサイドスルー方式のタップを提供する。
【解決手段】ねじ部11の外周に形成された複数のタップ溝15と、シャンク部12の外周に、その前端部から後端部に亙って一連に、前記タップ溝の少なくとも一つと連通するように形成されたサイドスルー溝16と、を備えたタップにおいて、前記シャンク部の後端面に、機械の保持部側から内部供給されたクーラントを前記サイドスルー溝に導入するための導入溝18を形成した。
(もっと読む)
太径雌ねじ加工用盛上げタップ
【課題】タッピングトルクの増大を効果的に軽減して呼び寸法がM40×3以上の雌ねじ加工を短時間で行なえる太径雌ねじ加工用盛上げタップを提供する。
【解決手段】本体1の外周に複数のラジアル部6a〜6hがねじ状に配設されて雄ねじ2が形成され、本体1を一方向に回転させて素材の内周面をラジアル部6a〜6hによって塑性変形させることにより呼び寸法がM40×3以上の雌ねじを形成する太径雌ねじ加工用盛上げタップにおいて、雄ねじ2には、先端に向って漸次小径となる食付き部3と完全山部4と後端に向って漸次小径となる後食付き部5とが軸方向に連続して形成されると共に、完全山部4におけるラジアル部6a〜6hには、ラジアル数が偶数の場合は三つに一つの割合で又は奇数の場合は一つ置きに山痩せしたラジアル部6c,6fが形成される。
(もっと読む)
タップシャンク及びこれを利用したナットの雌ねじ加工装置
本発明はタップシャンク及びこれを利用したナットの雌ねじ加工装置に関する。加工されていないナットが基体のホッパーから移動され、プッシャーが駆動プーリから伝達される力により駆動軸を中止として回転されるタップに前記加工されていないナットを供給し、前記タップで前記加工されていないナットに加工するナットの雌ねじ加工装置であって、ナットに加工するタップが前端に形成された直線形の移動部と、前記移動部の後端に半円形で屈曲されるように延長された湾曲部と、前記湾曲部の後端で前記移動部と平行した軸方向に延長された水平部とを備えて構成されるタップシャンクと、前記タップシャンクの移動部と湾曲部と水平部とが定着し、加工されたナットが前記タップシャンクに沿って移動するように移動路が貫通され、駆動軸からの回転半径が最大になる前記湾曲部の湾曲点に対応してオイル及びチップ排出部とが前記移動路から外側に貫通され、前記移動部が貫通された部分に前記駆動プーリが結合されて前記タップシャンクを回転させる一体型のタップシャンク回転手段とを備えるナットの雌ねじ加工装置。これによって、ナットに付いているオイルとチップが分離され、タップシャンクからナットが散在することがなく抜け出すことができるタップシャンク及びこれを利用したナットの雌ねじ加工装置が提供される。  (もっと読む)
(もっと読む)
切削工具
孔、特に貫通孔を加工するための、冷却剤/潤滑剤の供給が一体化された回転駆動可能な切削工具、特に仕上げ工具として構成された切削工具について記載する。例えばリーマとして構成された上記工具は、複数の各刃または各刃先、および各溝部が形成された刃部と、上記刃部の側でない反対側にチャック部が形成された軸とを有する。各刃先に冷却剤/潤滑剤を効果的に供給すると共に、製造方法のコスト効率を向上させるために、チャック部には、上記各溝部の数に対応した数の冷却剤/潤滑剤の各通路が形成されており、上記各通路は、軸方向の流出口を有し、上記軸に沿って上記刃部の関連する各溝部に通じている。  (もっと読む)
(もっと読む)
回転駆動可能な切削工具
孔、特に貫通孔を加工するための、冷却剤/潤滑剤の供給が一体化された回転駆動可能な切削工具、特に、例えば高性能リーマといった仕上げ工具として構成された切削工具について記載する。上記工具は、複数の各刃または各刃先、および各溝部が形成された刃部と、上記刃部の側とは反対側にチャック部が形成された軸とを有する。各刃先に冷却剤/潤滑剤を効果的に供給すると共に、製造方法のコスト効率を向上させるために、チャック部には、上記各溝部の数に対応した数の冷却剤/潤滑剤の各通路が形成されており、上記各通路は、それぞれ、軸方向の流出口を有している。上記冷却剤/潤滑剤の各通路から出てくる冷却剤/潤滑剤は、事実上、自由に浮いた状態にて、場合によっては、上記軸の外周面によって支持されながら、上記刃部の関連する各溝部に供給される。  (もっと読む)
(もっと読む)
スパイラルタップ
【課題】食付き部によって形成されたねじ穴に完全山部がねじ込まれる際に、切り屑を噛み込んで刃欠けや折損が生じることを一層効果的に防止する。
【解決手段】完全山部24のシャンク側山部24bの切れ刃28に面取り30が設けられているため、切り屑が外周側へ押し出され易くなり、完全山部24に対する切り屑の絡み付きが抑制されるとともに、面取り30によって切れ刃強度が高くなる。ねじれ溝20は、タップ先端部から溝終端部に向かうに従ってリードが徐々に増大させられているため、食付き部22の切れ刃28のすくい角を大きくできて優れた切れ味が得られるとともに切り屑が小さくカールさせられる一方、その切り屑はねじれ溝20に案内されつつ速やかにシャンク側へ排出されるようになり、完全山部24に対する切り屑の絡み付きが抑制されて、上記面取り30の存在と相まって切り屑の噛み込みによる刃欠けや折損が一層効果的に防止される。
(もっと読む)
ねじ穴付き金属部品およびその製造方法、ならびに圧力容器用ライナおよびその製造方法
【課題】コストが安くなるとともに、リサイクルの際の処理効率の低下を防止することができ、しかもめねじが高強度であるねじ穴付き金属部品を提供する。
【解決手段】ねじ穴付き金属部品1は、金属からなるとともにめねじ3を有するねじ穴2が形成されている。ねじ穴2の周囲の部分におけるめねじ3の谷径Xよりも広い範囲Yの金属組織を改質して改質層4を形成する。この金属部品1の製造方法は、プローブ径およびプローブ長さがねじ下穴径およびねじ下穴深さと等しい摩擦攪拌接合用工具のプローブを、ねじ穴2を形成すべき穴無し金属部品中に回転させつつ埋入するとともに引き抜くことにより下穴加工を施してねじ下穴を形成するとともに、ねじ下穴の周囲の部分に摩擦攪拌による改質処理を施し、その後ねじ下穴の内周面にねじ切り加工を施してめねじ3を形成することよりなる。
(もっと読む)
タップ
【課題】環境汚染の予防を図ることができるタップを提供すること。
【解決手段】タップ1によれば、溝4に開口形成される吸引路6を備えると共に、その吸引路6が、排出路5を介してシャンク2後端面の開口に連通されるように構成されているので、排出路5を介して吸気を行うことで、切削加工時に生成される切り屑を吸引路6から強制的に吸引し、その吸引した切り屑を排出路5を介してシャンク2後端面の開口から排出することができる。よって、従来品と比較して、切り屑を排除するための切削液の使用を抑制する(或いは、不要とする)ことができ、環境汚染の予防を図ることができる。更に、切削液の使用を抑制する(或いは、不要とする)ことができれば、切削液の回収コストを低減することができるので、その分、加工コストの削減を図ることができる。
(もっと読む)
ねじ加工部交換式ねじ加工工具およびその製造方法
【課題】結合構造を構成する部材や部分について厳しい加工精度を不要とし得て結合構造の加工ひいては工具の製造を容易ならしめることにある。
【解決手段】シャンク部3と、そのシャンク部に分離可能に結合されるねじ加工部2と、前記シャンク部と前記ねじ加工部とを分離可能に結合するボルト4等の結合構造と、前記シャンク部と前記ねじ加工部とを相互に位置決めする嵌合構造と、を具え、前記嵌合構造が、前記シャンク部と前記ねじ加工部との互いに対向する端面のうちの一方に設けられた、互いに独立した複数の凸部3dと、前記シャンク部と前記ねじ加工部との互いに対向する端面のうちの他方に設けられた、前記複数の凸部とそれぞれ密に嵌合する互いに独立した複数の凹部2eと、を有してなる、ねじ加工部交換式ねじ加工工具1である。
(もっと読む)
41 - 50 / 79
[ Back to top ]