
国際特許分類[B23G5/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ねじ切り;ねじ切りと関連した,ねじ,ボルト頭,またはナットの加工 (316) | ねじ切削工具;ダイヘッド (121) | 調整用手段のないもの (84) | タップ (79)
国際特許分類[B23G5/06]に分類される特許
61 - 70 / 79
溶融めっき処理ねじの仕上げ具
【課題】溶融めっき処理したナットのめっき金属を所望の形状に切削するようにした仕上げ具を提供する。
【解決手段】軸部(10)には先端側から後端側に向けて位置決め部(11)、切刃のないガイド部(12)及び切刃のある切削刃部(13)を形成する。切削刃部には少なくとも1条の完全ねじ山形状の部分(13B)を設け、完全ねじ山形状の部分にはねじ山形状の切刃(13E)を形成する。ガイド部は完全ねじ山形状の部分のねじ山頂部を切除した断面台形状とし、ナットの雌ねじのねじ山フランクと接して切削刃部を案内させる。位置決め部はナットの雌ねじのねじ山頂部と摺接する外径の円柱形状となし、軸部(10)の中心軸線(a)をナットの中心軸線(b)と一致させた状態に維持する。
(もっと読む)
タップ及びタップの製造方法。

【課題】 耐摩耗性を向上して工具寿命を長くでき、且つ、製品のばらつきが少ないタップ及びタップの製造方法を提供すること
【解決手段】ハンドタップ10は、高速度工具鋼(一例として、SKH53)にて芯材13が構成され、おねじ部12は、当該高速度工具鋼の芯材13に溶射されたタングステンカーバイトを主体とする超硬合金により形成された超硬合金層30に設けられている。また、おねじ部12は、ねじ山の高さが一定の完全山部16と、その完全山部16から工具先端側へ向かうに従って小径になる食付き部18とを備えているとともに、軸芯まわりに等間隔で4本の直溝20が軸芯と平行に設けられ、その直溝20に沿って切れ刃22が形成されている。
(もっと読む)
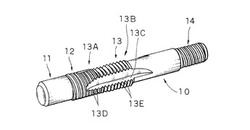
盛上げタップ及び盛上げタップの製造方法
【課題】 耐摩耗性を向上して、工具寿命を長くでき、且つ、超硬合金層の強度も十分にある盛上げタップ及び盛上げタップの製造方法を提供すること。
【解決手段】 盛上げタップ10は、高速度工具鋼にて芯材13が構成され、おねじ部12の芯材13の外周面には、当該盛上げタップ10の軸芯方向と平行に形成された複数のセレーション溝20が形成されている。そして、そのセレーション溝20の形成部の外周上にタングステンカーバイトを主体とする超硬合金が溶射されて超硬合金層30が形成され、その超硬合金層30上におねじ部12が形成されている。
(もっと読む)
タップ及び埋め栓
【課題】 通り穴加工においても適切に切削油剤を供給すると共に、加工コストの増大を防止することができるタップ及び埋め栓を提供すること。
【解決手段】 本願発明のタップ1によれば、螺旋状の連通溝21が外周面に少なくとも1本以上凹設される埋め栓2がタップ本体3に取り付けられ、その連通溝21を介して油穴33と外部とが連通される。これにより、切削油剤は連通溝21のスパイラル効果によりタップ本体3の径方向外方に吐出されて、下穴の加工面に供給される。このように、埋め栓2の外周面に螺旋状の連通溝21を凹設するのみで、通り穴加工においても適切に切削油剤を供給すると共に、加工コストの増大を防止することができる。
(もっと読む)
ねじ切りカッタ
【課題】 めねじの口元にカエリやバリが発生することを防止する。
【解決手段】 切れ刃16を形成するためのねじれ溝22が、シャンク12側から見た切削回転方向(右回転)とは逆の左まわりにねじれているため、凸条20の一対のフランクのうちシャンク12側に位置する後側フランクの切れ刃のすくい角が鋭角になり、切れ味が向上してめねじの口元の不完全山部分にカエリやバリが発生することが抑制される。特に、ねじれ溝22のねじれ角が5°以上であるため、後側フランクの切れ刃の切れ味が確実に向上するとともに、ねじれ角が30°以下であるため倒れに対して所定の剛性が得られ、カエリやバリが抑制されることと相まってめねじの精度が全体として向上する。
(もっと読む)
スパイラルタップ
【課題】 下穴内に切り屑が入り込んだ状態でも良好にめねじを切削加工できるようにする。
【解決手段】 ねじ部16の先端側に突出センタ18が設けられるとともに、その突出センタ18にはギャッシュ24が設けられているため、ねじ部16が下穴内にねじ込まれてめねじを切削加工する際に、下穴内の切り屑がギャッシュ24により掻き出されて良好にねじれ溝20からシャンク12側へ排出されるようになり、切り屑詰まりによるタップ加工トルクの増大や逆転の際の切り屑の噛み込みなどに起因するタップ折損が抑制される。また、突出センタ18を設けるだけで良いため、従来のドリル付きタップに比較して突出寸法が小さくて済み、有底のねじ穴を加工する場合のねじ穴の底部の無駄な空間が小さくなって、底部近くまでめねじを切削加工できるようになり、加工条件の制約が緩和される。
(もっと読む)
高精度な超硬合金タップ及び高精度な超硬合金ねじ切タップ
高精度の超硬合金ねじ切タップは、高精度ツールホルダにおいて、高速タッピングに同期して使用すべく設計される。高精度タップは、スクエア部、フラット部または他のノッチの助けを必要としない完全に円筒形のシャンクを有する。高精度タップは、ネジ本体部とネジ切削面取り部を更に有する。高精度タップのネジ本体部とネジ切削面取り部は、10ミクロン以内の振れで、タップの円筒形シャンクと同心である。高精度の超硬合金ねじ切タップは、雌ネジを製造する際の速度、その精度および寿命を向上させる。  (もっと読む)
(もっと読む)
コーテッド超硬タップ
コーテッド超硬タップ(10)は、コバルトを約12乃至約16重量%の範囲で含有し、結晶成長を抑制する目的で少量の遷移金属炭化物を含有し、更に加工中に捕捉されうる低次不純物を含有しうる焼結炭化タングステンを含む基体(16)から製造される。基体(16)は金属の窒化物、炭化物、炭窒化物、硼化物及び/又は酸化物の層でコーティングされ、金属はアルミニウム、ケイ素、元素周期表のIVa、Va、VIaの遷移金属のうちから1種以上が選択される。コーティングは一層(56)及び/又は必要に応じて種々の化学組成を有する交互層からなってもよい。摩擦低減の目的で、二硫化モリブデン、二硫化モリブデンと遷移金属、又はそれらの任意の組合せ、炭素、炭素と遷移金属炭化物、又はそれらの任意の組合せ、及び/又は窒化炭素からなる最外層(56)は、同時接着により一層を形成するか、接着により多層もしくは交互層を形成するよう接着されてもよい。本発明のコーテッド超硬タップ(10)はタップのチッピングや欠損を起こすことなく従来のタップと比較して少なくとも三倍の切削速度で使用できる。 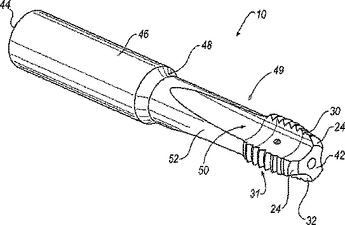 (もっと読む)
(もっと読む)
タップ、タップ本体及び止めねじ
【課題】 通り穴加工においても適切に切削油剤を供給可能としつつ、製造コストの増大を防止することができるタップ、タップ本体及び止めねじを提供すること。
【解決手段】 本願発明のタップ1によれば、止めねじ2がタップ本体3に取り付けられた場合に、吐出溝34と油穴33とが第1逃げ部22aと連通溝23とを介して連通される。かかる連通路を経由して吐出される切削油剤は、吐出溝34に沿いつつ径方向外方へ吐出される。これにより、おねじ部31に切削油剤を供給することができるので、通り穴を加工する際にも、おねじ部31の潤滑、冷却、反溶着等の作用を確保して、タップ1の高寿命化を図ることができる。このように、タップ本体3に吐出溝34を凹設すること及び止めねじ2に連通溝23を凹設するだけで、通り穴加工時において適切におねじ部31に切削油剤を供給可能としつつ、製造コストの増大を防止することができるという効果がある。
(もっと読む)
内径仕上げ刃付き盛上げタップ
【課題】 内径仕上げ刃付き盛上げタップの優れた性能を確実に安定して享受できるようにする。
【解決手段】 内径仕上げ刃付き盛上げタップ10には、タップ部14の外径D、ピッチP、有効径偏差Δd2 に基づいて、ひっかかり率fが110%〜130%の範囲内で(1) 式に従って求められる下穴径dNの下穴を加工するドリル部16が一体に設けられているため、常に適切な下穴径dNの下穴に対してタップ部14によりめねじが盛上げ加工されるようになり、ねじ山の盛り上がり過ぎで加工負荷が過大なることを回避しつつ、内径仕上げ刃28によりねじ山の頂部分の不完全形状の余肉が適切に切削除去されて優れたねじ山形状のめねじが得られるなど、内径仕上げ刃付き盛上げタップ10の優れた性能を確実に安定して享受できるようになる。
dN=D−0.2×P−0.00403×P×f+Δd2 ・・・(1)
(もっと読む)
61 - 70 / 79
[ Back to top ]