
国際特許分類[B23G5/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ねじ切り;ねじ切りと関連した,ねじ,ボルト頭,またはナットの加工 (316) | ねじ切削工具;ダイヘッド (121) | 調整用手段のないもの (84) | タップ (79)
国際特許分類[B23G5/06]に分類される特許
31 - 40 / 79
ねじ加工部交換式ねじ加工工具

【課題】シャンク部とねじ加工部とが、互いに、中心軸線周り方向、および中心軸線と直交するとともに互いに直交する二方向について位置決めされ、雌ねじ加工時の中心軸線周り方向のガタを極小化した、ねじ加工部交換式ねじ加工工具を提供する。
【解決手段】シャンク部とねじ加工部との一方に形成した結合用雌ねじに、他方に形成した結合用雄ねじを螺合し、シャンク部とねじ加工部の一方に形成した裁頭円錐雄テーパ面と、他方に形成した裁頭円錐雌テーパ面とが当接するように結合させ、ねじ加工部の切れ刃で加工される雌ねじの方向と、シャンク部およびねじ加工部に形成した結合用雄ねじおよび結合用雌ねじの方向とを同一とし、かつ、ねじ加工部の切れ刃によって加工される雌ねじの方向と、シャンク部およびねじ加工部に形成した結合用雄ねじおよび結合用雌ねじの方向とは逆方向のねじを有するボルトで、シャンク部とねじ加工部とをさらに締結する。
(もっと読む)
ステンレス鋼板製溶接ナットの製造方法及び該製造方法に使用する打抜きパンチ

【課題】薄くて、ねじ呼び径M1.6前後の通称マイクロねじと呼称される小寸法の溶接ナットをステンレス鋼板の打抜き加工により容易に製造することができるステンレス鋼板製溶接ナットの製造方法及び該製造方法に使用する打抜きパンチを提供することを目的とする。
【解決手段】ナットの高さとほぼ等しい厚みを有するステンレス鋼板の素材20にねじ下穴22を打抜き加工する工程と、素材20にねじ下穴22を中心にナット外形を打抜き加工してナット本体23を成形すると同時に、ナット本体23の底部外周部位に複数の溶接突起24を成形する工程と、ナット本体23のねじ下穴22の内周部に雌ねじ25を加工する工程とを含むことを特徴とするステンレス鋼板製溶接ナットの製造方法である。ナット外形を打抜き加工するのに使用する打抜きパンチ5は、下端外周部に溶接突起24を成形する複数の切欠き凹部8が設けられている。
(もっと読む)
成形部を備えたねじ山成形具
ねじ山成形具は、ねじ山をチップレスに成形するために用い、周方向に配分して成形部(6)が設けられている本体(1’)を有する。成形部はねじ山成形歯(13,14)を備えている。ねじ山成形歯(13,14)を形成させるため、本体(1’)にも成形部(6)にも倣い工具を使用する。ねじ山成形具を簡単に且つ適正コストで作製できるようにするため、ねじ山成形歯(13,14)を製造する際に倣い工具が成形部(6,6aないし6d)としか係合しないような半径方向突出量で前記成形部(6,6aないし6d)は前記本体(1’)から突出している。従って、倣い工具は工作材のみを削ればよい。ねじ山成形具はねじ山を、特に雌ねじをチップレスに成形するために使用する。
 (もっと読む)
(もっと読む)
タップ
【課題】耐摩耗性に優れたチップを、本体に対して強固に接合できるタップを提供する。
【解決手段】盛上げタップ1では、そのタップ本体である母材焼結体13を超硬で作製し、そのねじ部12に形成されたランド20に接合するチップ25を、PCD又はPCDNの焼結体で構成したので、耐摩耗性、長寿命に優れ、かつ超高速加工を実現できる工具を提供できる。そして、予備焼結体である母材中間体と、チップ25とを一体焼結することで、チップ25がランド20に強固に固着された盛上げタップ1を簡単に製造することができる。このような特徴を有する盛上げタップ1は、特に、微量の切削油を加工点に塗布して切削するMQLや、ドライ切削にその性能を発揮する。
(もっと読む)
切削タップ及びその製造方法
切削タップ(20、40)は、軸方向前端(24、44)と軸方向後端(26、46)と中心長手方向軸(Z−Z)とを有する本体(22、42)を含む。本体は軸方向前端に溝付部(30、50)を有する。溝付部は、本体の軸方向前端から延びかつ最初の完全切削ねじ山(70)で終端する面取りされた溝付部(54)を含む。面取りされた溝付部は、本体の軸方向前端から第1の距離に配置された第1の切削ねじ山(62、66、68)と、本体の軸方向前端から第2の距離に配置された第2の切削ねじ山(62、66、68)とを含む。第2の距離は第1の距離よりも長い。面取りされた溝付部は、第2の切削ねじ山によって除去される材料部分の厚さが、第1の切削ねじ山によって除去される材料部分の厚さよりも小さくなるように成形される。切削タップを製造する方法も開示される。  (もっと読む)
(もっと読む)
脱液、切粉除去機能を有するねじ立て装置
【課題】ベンドタップを用いたねじ立て装置は、ナット加工部に切削加工液をかけながらねじ立て加工を行なっている為、ねじ立て加工を終えたナットには切削加工液や切粉が付着したまま、ねじ立て装置から排出される。その為、ねじ立て装置から排出されたナットは遠心分離装置で脱液、振動によるフルイ装置で切粉除去が行なわれており、ねじ立て加工工程後に脱液工程、切粉除去工程の2工程が必要だった。
【解決手段】ベンドタップを使用するねじ立て装置において、ベンドタップのシャンク中央部が湾曲したベンドタップを使用し、この湾曲したシャンク中央部に空間を設けることにより、ベンドタップのベンド部の回転による遠心力を利用してねじ立て加工と同時にナットの脱液、切粉除去ができる構造にした。
(もっと読む)
ネジ切り工具
【課題】本発明は、シャフト(2)と、切削区域(3)とを備えたメネジを切るためのネジ切り工具(1)に関する。
【解決手段】本発明のネジ切り工具(1)は、シャフト(2)と、切削区域(3)とを備え、切削区域は、軸方向に平行または螺旋状に配列した切削歯(5)と、切削歯の間の切屑のための幾つかの溝(6)とから構成される。摩耗及び引き裂きがかなり減少され、且つ従来のネジ切り工具より著しく長い耐久性を備えたネジ切り工具を提供するため、及び切削歯の切刃の損傷が少なくて且つネジ切り工具の長期の使用後であっても特に破損が少なくする目的のため、本発明には、斜面(11)の切削歯(5)の少なくとも一部が、それぞれの切刃(8)の後方に半径方向のアンダーカット(7)を有するネジ切り工具を提供する。
(もっと読む)
タップ、およびめねじ加工方法
【課題】薄いナットブランクに精度良くめねじを加工することが可能なタップを提供する。
【解決手段】回転しながら前進してナットブランクNの下穴Hにめねじを加工するタップ1において、回転方向に間隔をおいてランドA〜Fを有し、その各ランドA〜Fのうち、回転方向に沿って1つおきの各ランドA,C,Eには、有効径d1が一定の複数のねじ山A1〜A15からなる粗ねじ加工部2が設けられ、残りの各ランドB,D,Fには、粗ねじ加工部2のねじ山A1〜A15よりも有効径d2が大きく、有効径d2が一定の複数のねじ山B8〜B18からなる仕上げ加工部3が設けられ、その仕上げ加工部3は、粗ねじ加工部2の前端のねじ山A1よりも5山以上後方の位置を前端のねじ山B8とする。
(もっと読む)
めねじ加工工具及びそれを用いためねじの加工方法
【課題】めねじ加工工具によるめねじ加工に際して、切りくずの排出性を向上させるとともにめねじ加工工具にかかる荷重を低減して、めねじの精度を向上し、及びめねじ加工工具の高寿命化を図ることが可能なめねじ加工工具及びそれを用いためねじの加工方法を提供する。
【解決手段】エンドミル部10と、タップ部20と、シャンク部30と、クーラント供給穴40と、排出溝50とを具備するマルチタップ1において、溝底の径Wは、エンドミル部10の先端からシャンク部30に向かって徐々に小さくなる勾配を有し、エンドミル部10の先端の中心が、エンドミル部10の先端の周端部に対してマルチタップ1の基端部側に後退され、エンドミル部10の先端面(底刃12)は、周端部から中心に向かって傾斜する形状(凹形状)を有する構成とした。
(もっと読む)
アーク蒸発法によって製造される液滴無しの成膜装置
液滴無しの耐摩耗性被膜は、Ti、Cr、Al、Siおよびそれらの組み合わせからなる群より選択される金属のうちの少なくとも1つの金属または金属化合物を含む窒化物層を備える耐摩耗性の窒化物被膜を、アーク陰極の前面においてベネチアンブラインドのフィルタシステムを用いる陰極アーク蒸発法によって基材表面上に蒸着することにより製造される。これにより、ベネチアンブラインドのフィルタシステムを用いずに得られた耐摩耗性被膜と比較して上記耐摩耗性被膜内の金属微小液滴および/または金属微粒子が低減される。 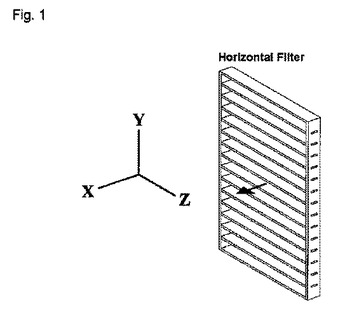 (もっと読む)
(もっと読む)
31 - 40 / 79
[ Back to top ]