
国際特許分類[B23K10/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | プラズマによる溶接または切断 (390) | プラズマ溶接 (156)
国際特許分類[B23K10/02]に分類される特許
151 - 156 / 156
テーラードブランクプレス成形部品の製造方法
【課題】 引張強さが750MPa以上の高強度鋼板を用いたTB成形部品を製造する際にTB材の成形性を向上すると共に、TB溶接部における溶接金属部の硬さ過大や熱影響部の軟化(HAZ軟化)を抑制し、成形時にTB溶接部からの破断を防止し、高強度で、かつ溶接部の疲労特性に優れたTB成形部品の製造方法を提供する。
【解決手段】 少なくとも一方の鋼板として焼入れ後の引張強さが750MPa以上1800MPa以下となる鋼板を用い、それぞれの鋼板の端部同士を、両方の端部の板厚が0.6mm以上3.5mm以下であり、かつそれぞれの端部の板厚比が1.0以上3.0以下となるように突き合わせた後、該突き合わせ部をレーザ溶接してビード幅が0.5mm以上1.5mm以下の溶接部を有するテーラードブランク材とし、金型によりプレス成形と同時に焼き入れるホットプレス成形を行なう。
(もっと読む)
溶加材の製造方法
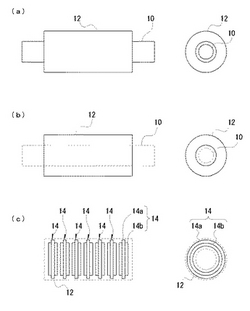
【課題】 母管の内面又は外面に難加工材料からなる表面層が形成された二重管の溶接に適した溶加材を安価に製造するための方法を提供すること。
【解決手段】 本発明に係る溶加材の製造方法の1番目は、筒状基材10の外面に、プラズマ粉末溶接法を用いて溶着層12を形成する溶接工程と、基材10を除去し、筒状の溶着層12を分離する分離工程と、溶着層12からリング状の溶加材14を切り出す加工工程とを備えている。また、本発明に係る溶加材の製造方法の2番目は、基材30の表面に凹溝30aを形成し、凹溝30aにプラズマ粉末溶接法を用いて溶着層32を形成する溶接工程と、基材30から棒状の溶着層32を分離する分離工程とを備えている。
(もっと読む)
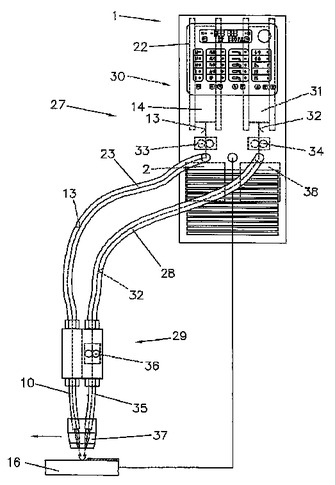
溶接ユニットおよび少なくとも2つの別個の溶接プロセスを組合せた溶接方法
本発明は、チューブ群(23,28)により接続可能な溶接トーチユニット(29)を持つ溶接装置(1)を備える溶接ユニット(27)に関する。溶接装置(1)には、少なくとも1つの制御装置(4)と、溶接電源(2)と、任意であるワイヤ供給ユニット(3)とが配置される。溶接トーチユニット(29)は、少なくとも2つの独立した別々の溶接プロセスを実行するように、少なくとも2つの別個の溶接バーナー(10,35)を備える。さらに本発明は、少なくとも別個の溶接プロセスが組み合わせ可能な溶接方法に関する。本発明によれば、こうした溶接ユニット(27)および溶接方法は、ワークピース(16)への追加の材料および、熱またはエネルギー供給の導入量が可能な限り互いに独立に調整可能であり、第1溶接バーナー(10)は、ある溶接プロセスを実行するように構成され、少なくとも第2溶接バーナー(35)は、溶接ロッド(32)の前後移動を伴う冷間金属トランスファー溶接プロセスを実行するように構成され、少なくとも2つの溶接バーナー(10,35)を用いて実行される溶接プロセスは同期している。
 (もっと読む)
(もっと読む)
過度の硬化を起こす傾向のある同じ材料どうしをあるいは互いに異なる材料をフィラー材料として銅または銅合金を使用することによってプラズマやレーザーや電子ビームにより溶接するための方法
本発明は、過度の硬化を起こす傾向を有しているような例えば鋳鉄や鋳鋼や可鍛鉄や焼結材料や表面焼入鋼や高C含有鋼や焼鈍鋼や高張力鋼などといったような同じ材料(1,2)どうしをあるいは互いに異なる材料(1,2)を高エネルギービームを使用して溶接するための方法に関するものである。本発明の目的は、精密なかつ脆弱なかつ仕上げ加工済みの部材(1,2)を、溶接によって組み立て可能とすることであり、これにより、コスト的な有利さをもたらすことである。この目的のため、銅、または、銅を大きな含有量で含有している銅合金と;互いに溶接すべき複数の基本材料でありかつ溶接シームを形成している複数の基本材料と;を、高エネルギービームを使用して、溶接シーム内において溶融させ、その溶融によって形成された溶融物を固化させることによって、複数の基本材料を溶接する。 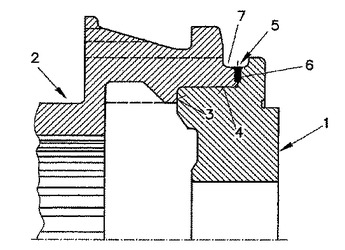 (もっと読む)
(もっと読む)
シート肉盛を施されたエンジンバルブおよびその製作方法

【課題】 エンジンポペットバルブのシート肉盛加工における材料の無駄を省き、機械加工工程を少なくする方法を提供する。
【解決手段】 エンジンポペットバルブを製作するための改良された方法は、溶接工程中の溶落ちを防止するために、バルブ50にシート肉盛する前に、バルブヘッドの初期直径d1と、バルブのシート肉盛用の溝54と燃焼面18の間の境界部56の初期厚さt1とを有する未仕上げのポペットバルブを用意する。シート肉盛後にバルブヘッドを圧印加工することにより、境界部56の初期厚さt1を選択された厚さt2に小さくし、バルブヘッドの初期直径を最終的な、すなわち所望の直径に大きくする。
(もっと読む)
多層超硬合金チップおよびその製造方法
【課題】 土木工具用などの過酷な使用条件において、耐摩耗性と耐衝撃性という相反する特性を兼ね備えた多層超硬合金チップとその製造方法を提供する。
【解決手段】 WC粉末、Co粉末等の原料粉末を、所定配合で混合撹拌し、ニーダ、ミニマイザー、篩等で造粒し流動性をよくする。このとき、顆粒強度向上のためグリプタル樹脂をアセトンに溶解した薬液を添加する。この造粒粉末をタブレットマシンなどで圧縮成型した後、本発明になる硬質粉末の浸漬付着工程を経て、脱ロウ炉中で仮焼結して樹脂を燃焼除去する。造形機で適宜整形し真空焼結炉中で焼結硬化させる。サンドブラストで表面仕上し検査工程を経て出荷する。又、予め焼結した超硬合金の表面に、超硬合金を配合した溶射粉末をプラズマアーク溶射し、硬質薄層を刃先に形成してもよい。超硬合金本体の表面に、組織が相違し硬度の高い硬質処理層の形成された多層超硬合金のチップを作成できる。
(もっと読む)
151 - 156 / 156
[ Back to top ]