
国際特許分類[B23K10/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | プラズマによる溶接または切断 (390) | プラズマ溶接 (156)
国際特許分類[B23K10/02]に分類される特許
51 - 60 / 156
プラズマミグ溶接方法
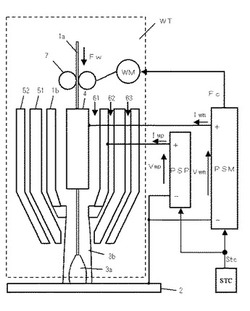
【課題】1つの溶接トーチWTからミグアーク3a及びプラズマアーク3bを発生させるプラズマミグ溶接方法において、プラズマ溶接電流Iwpの平均値が変化しても安定したミグアークの溶滴移行状態を維持し、良好なビード外観を得ること。
【解決手段】溶接ワイヤ1aと母材2との間にピーク期間中のピーク電流及びベース期間中のベース電流を1パルス周期とするミグ溶接電流Iwmを通電することによってミグアーク3aを発生させると共に、溶接トーチWTと母材2との間にプラズマ溶接電流Iwpを通電することによってプラズマアーク3bを発生させるプラズマミグ溶接方法において、ピーク期間及びピーク電流をプラズマ溶接電流Iwpの平均値に応じてパルス周期が一定値になるように変化させる。これにより、1パルス周期当たりの溶滴サイズが略一定になり、安定した溶滴移行状態を維持することができる。
(もっと読む)
プラズマミグ溶接方法

【課題】ミグアークとプラズマアークとを同時に発生させて溶接するプラズマミグ溶接方法において、鮮明な輪郭を有するウロコ模様のビード外観を形成すること。
【解決手段】溶接トーチを通して送給される溶接ワイヤと母材との間にパルス波形のミグ溶接電流Iwmを通電することによってミグアークを発生させると共に、溶接ワイヤを囲むように供給されるガスを介して溶接トーチと母材との間にプラズマ溶接電流Iwpを通電することによってプラズマアークを発生させる。ミグアークのアーク長Laを予め定めた切換周波数(1/Tc)で周期的に変化させ、かつ、プラズマ溶接電流Iwpをミグアークのアーク長Laの変化に同期して変化させる。これにより、アーク長の変化に加えてプラズマ溶接電流Iwpが変化するので、溶融池サイズの変化が大きくなり、輪郭が鮮明なウロコ模様のビード外観となる。
(もっと読む)
シート肉盛を施したポペットバルブおよびその製造方法
【課題】高温割れを伴わないシート肉盛工程を備えたポペットバルブの製造方法の提供。
【解決手段】ヘッドのシート肉盛用溝に肉盛材料を溶着する肉盛工程を備えた大型ポペットバルブの製造方法で、バルブの母材を高Ni基材で構成し、肉盛工程では、ヘッド端面側を冷却しつつ、肉盛材料を溶着する。高Ni基材は、溶着熱でガンマ・プライム相の析出量が増えて結晶粒が成長するため、割れ感受性が増加し、大型バルブでは、溶着面積が大きく、母材3と肉盛部2間の境界に生じる熱応力(凝固収縮力)も大きいため、肉盛部2に沿った母材熱影響部3a内で高温割れ発生が懸念されるが、肉盛工程中、ヘッド端面側が冷や金20で冷却されて、母材熱影響部3aでは固相と液相が混在する時間が短縮され、ガンマ・プライム相の析出量と凝固収縮力が低減されて、高温割れが発生しない。
(もっと読む)
管体および管体の製造方法
【課題】フランジ部の溶接部近傍での亀裂の発生を抑える。
【解決手段】管体は、フェライト系ステンレス鋼製の管本体と、フランジ部と、溶接部とを備える。フランジ部は、管本体の軸方向端部が径方向外側に曲げられて形成された環状の部分である。溶接部は、管本体とフランジ部とに渡って設けられる。そして、フェライト系ステンレス鋼にNiを添加した場合のNi当量nと降伏応力σとの関係がσ=an+b(a,bは定数)である場合において、溶接部におけるNi当量pと、管本体の板厚に対する前記溶接部の板厚の比qとは、x-y座標系において、点(p,q)が、x=(300-b)/a、x=(355-b)/a、y=355/(ax+b)、y=300/(ax+b)を示すラインL1〜L4で囲まれた領域内に位置するように設定されている。
(もっと読む)
2電極アーク溶接方法
【課題】 良好な溶接ビードを形成しつつ、溶接強度を向上させることが可能な2電極アーク溶接方法を提供すること。
【解決手段】 GMAアーク6aおよびプラズマアーク6bを発生させることにより溶接する2電極アーク溶接方法であって、GMAアーク溶接電流Imおよびプラズマアーク溶接電流Ipは、ハイレベルとローレベルとを交互にとる直流パルス電流とされており、GMAアーク溶接電流Imが第1ハイレベルImp1をとった後に第2ハイレベルImp2をとり、かつプラズマアーク溶接電流Ipが、ハイレベルIppを1回とるごとに、ワイヤWの溶滴移行が1回行われる。このような構成により、GMAアーク溶接電流Imの立ち上がり時におけるスパッタ発生を抑制するとともに、ワイヤWの溶滴移行をスムーズに行うことができる。
(もっと読む)
プラズマキーホール溶接装置およびプラズマキーホール溶接方法
【課題】 作業効率を向上可能なプラズマキーホール溶接装置およびプラズマキーホール溶接方法を提供すること。
【解決手段】 プラズマアークPAを発生させ、キーホールを形成および貫通させることにより溶接を開始するプラズマキーホール溶接装置A1であって、定常溶接状態において定常電流値でアーク電流Iwを流す出力制御回路21と、上記定常溶接状態において、プラズマ電極112を、被溶接物Wの面内方向に沿って定常速度Vpで被溶接物Wに対して相対移動させる動作制御回路31と、溶接を開始する際にキーホールを貫通させるのに要したキーホール形成時間を計測する時間計測回路23と、上記キーホール形成時間に基づいて、定常速度Vpおよび上記定常電流値の少なくともいずれかを算出する演算回路OCと、を備える。このような構成により、最適な定常速度Vpもしくは上記定常電流値を算出でき、溶接の作業効率を向上できる。
(もっと読む)
プラズマトーチおよびプラズマアーク溶接方法
【課題】厚みの異なるワークを溶接する場合に、母材の強度を確保できるプラズマトーチを提供すること。
【解決手段】プラズマトーチ1は、プラズマアーク溶接に用いられる。このプラズマトーチ1は、棒状の電極10と、この電極10を囲んで設けられてプラズマガスを噴出する円筒形状の第1ノズル11と、この第1ノズル11を囲んで設けられてシールドガスを噴出する円筒形状の第2ノズル12と、を備える。第2ノズル12の第2噴出口121は、電極10の軸方向に対して略平行な方向または電極10から離れる方向に向いており、第1ノズル11の外周面または第2ノズル12の内周面には、電極10の軸方向に対して傾斜した複数の溝部が形成される。
(もっと読む)
インサートチップ,プラズマトーチおよびプラズマ加工装置
【課題】 高温割れやアンダーカットのない高速溶接を実現することができるインサートチップ,これを用いるプラズマトーチおよびプラズマ加工装置を提供。
【解決手段】 2個の電極配置空間1a,1bと、同一直径線上に分布し各電極配置空間1a,1bにそれぞれが連通し前記直径線と平行な溶接線に対向して開いた2個のノズル4a,4bと、を備えるインサートチップ1。各電極配置空間1a,1bにそれぞれの先端部を挿入した2電極2a,2bを備えるプラズマトーチ。第1電極2aに溶接又は予熱電力を給電する第1電源18ap,18awと、第2電極2bになめ付け溶接又は本溶接電力を給電する第2電源18bp,18bwと、を備えるプラズマ溶接装置。
(もっと読む)
溶接方法
【課題】めっき材を溶接する際に、低コストでブローホールを低減できる溶接方法を提供すること。
【解決手段】めっき材W1、W2を溶接する溶接方法であって、プラズマアークAにより溶融池Pを形成するとともに、この溶融池PのうちプラズマキーホールPKよりも溶接の進行方向側の領域に、めっき材W1、W2に対して略垂直にレーザLを照射する。これにより、徐々に深くなる方向に流れる対流の近傍に、レーザキーホールLKが形成される。したがって、レーザキーホールLKの熱によりめっきが気化すると、この気化しためっきは、レーザキーホールLKによって深くなる方向に押されるから、溶融池P内の対流に乗って後方に流れて、外部に排出される。よって、ブローホールが発生するのを防止できる。また、めっき材W1、W2を加工して突部を形成する必要がないので、低コストで溶接できる。
(もっと読む)
インサートチップ,プラズマトーチおよびプラズマ加工装置
【課題】 プラズマトーチのプラズマの安定性を高くするインサートチップを提供。プラズマの安定性が高いプラズマトーチおよびプラズマ加工装置を提供。
【解決手段】 通し穴である中央孔5と、該中央孔5と平行に又はある傾斜角をもって該中央孔の中心軸を中心とする円周上に等角度ピッチで分布する複数の電極配置空間1a,1bと、各電極配置空間に連通し、前記中心軸を中心とする円周上に等角度ピッチで分布する複数のノズル4a,4bと、を備えるインサートチップ1。該インサートチップを用いる各種プラズマトーチおよびプラズマ加工装置。インサートチップは更に、中央口に連続して加工対象材に対向する先端面に開き中央口よりも大径の拡大口1d、を備え、ノズルは、前記先端面よりも内側で拡大口に開いている。
(もっと読む)
51 - 60 / 156
[ Back to top ]